Composites Manufacturing. ME 338: Manufacturing Processes II Instructor: Ramesh Singh; Notes: Prof. Singh/ Ganesh Soni
|
|
|
- Maud Corey Gibbs
- 7 years ago
- Views:
Transcription
1 Composites Manufacturing 1



2 Composites 2

3 What is a composite Material? Two or more chemically distinct materials combined to have improved properties Natural/synthetic Wood is a natural composite of cellulose fiber and lignin. Cellulose provides strength and the lignin is the "glue" that bonds and stabilizes the fiber. Bamboo is a wood with hollow cylindrical shape which results in a very light yet stiff structure. Composite fishing poles and golf club shafts copy this design. The ancient Egyptians manufactured composites! Adobe bricks are a good example which was a combination of mud and straw 3

4 COMPOSITES A composite material consists of two phases: Primary Forms the matrix within which the secondary phase is imbedded Any of three basic material types: polymers, metals, or ceramics Secondary Referred to as the imbedded phase or called the reinforcing agent Serves to strengthen the composite (fibers, particles, etc.) Can be one of the three basic materials or an element such as carbon or boron 4

5 Types of composite materials There are five basic types of composite materials: Fiber, particle, flake, laminar or layered and filled composites. 5

6 Classification of composite material Metal Matrix Composites (MMCs) Mixtures of ceramics and metals, such as cemented carbides and other cermets Aluminum or magnesium reinforced by strong, high stiffness fibers Ceramic Matrix Composites (CMCs) Least common composite matrix Aluminum oxide and silicon carbide are materials that can be imbedded with fibers for improved properties, especially in high temperature applications Polymer Matrix Composites (PMCs) Thermosetting resins are the most widely used polymers in PMCs. Epoxy and polyester are commonly mixed with fiber reinforcement 6
 Thermosetting resins are the most widely used polymers in PMCs.")
7 Classification of composite material Matrix material serves several functions in the composite Provides the bulk form of the part or product Holds the imbedded phase in place Shares the load with the secondary phase 7

8 The reinforcing phase The imbedded phase is most commonly one of the following shapes: Fibers, particles, flakes Orientation of fibers: One-dimensional: maximum strength and stiffness are obtained in the direction of the fiber Planar: in the form of two-dimensional woven fabric Random or three-dimensional: the composite material tends to posses isotropic properties 8

9 The reinforcing phase Types of phases Currently, the most common fibers used in composites are glass, graphite (carbon), boron and Kevlar 49. Glass most widely used fiber in polymer compositescalled glass fiber-reinforced plastic (GFRP) E-glass strong and low cost, but modulus is less than other (500,000 psi) S-glass highest tensile strength of all fiber materials (650,000 psi). UTS~ 5 X steel ; ρ 1/3 x steel 9
 S-glass highest tensile strength of")
10 10
11 The reinforcing phase Carbon/Graphite Graphite has a tensile strength three to five times stronger than steel and has a density that is one-fourth that of steel. Boron Very high elastic modulus, but its high cost limits its application to aerospace components Ceramics Silicon carbide (SiC) and aluminum oxide (Al2O3) are the main fiber materials among ceramics. Both have high elastic moduli and can be used to strengthen low-density, low- modulus metals such as aluminum and magnesium Metal Steel filaments, used as reinforcing fiber in plastics 11
 are the main fiber materials among ceramics.")
12 Polymer matrix composites Fiber Reinforced Plastics (FRP) are most closely identified with the term composite. FRP A composite material consisting of a polymer matrix imbedded with high-strength fibers Widely used in rubber products such as tires and conveyor belts Principle fiber materials are: glass, carbon, and Kevlar Advanced composites use boron, carbon, Kevlar as the reinforcing fibers with epoxy as the matrix 12

13 Polymer matrix composites Hybrids When two or more fibers materials are combined in the composite. Intraply hybrids (within) - Alternate strands of different fibers in a single layer or ply Interply hybrid (across) Different plies of different fibers The most widely used form if a laminar structure, made by stacking and bonding thin layers of fiber and polymer until the desired thickness is obtained. 13

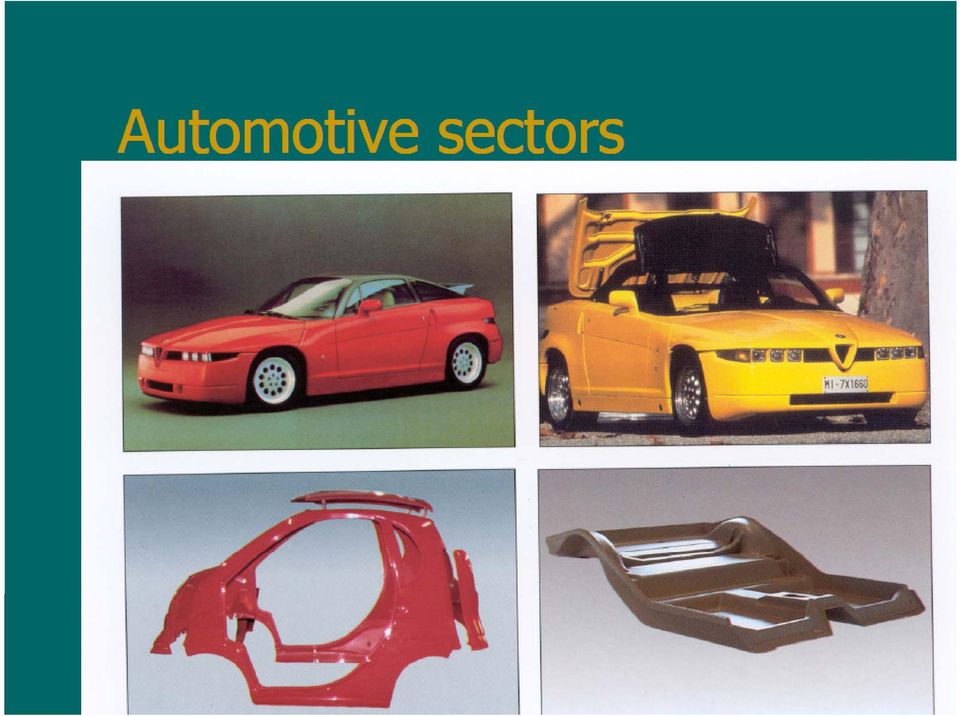
14 POLYMER MATRIX COMPOSITES Attractive features of FRP: high strength-to-weight ratio high modulus-to-weight ratio low specific gravity good fatigue strength good corrosion resistance, although polymers are soluble in various chemicals low thermal expansion, leading to good dimensional stability significant anisotropy in properties These features make them attractive in aircraft, cars, trucks, boats, and sports equipment 14

15 15
16 16

17 17

18 18
19 19
20 20
21 21

22 Instructor: Ramesh Ken Singh; Youssefi Notes: Prof. Singh/ Ganesh Soni 22
23 Application of Composites in Aircraft Industry 20% more fuel efficiency and 35,000 lbs. lighter 23
24 24
25 Application of Composites Lance Armstrong s 2- lb. Trek bike, 2004 Tour de France Pedestrian bridge in Denmark, 130 feet long (1997) Swedish Navy, Stealth (2005) 25
26 26
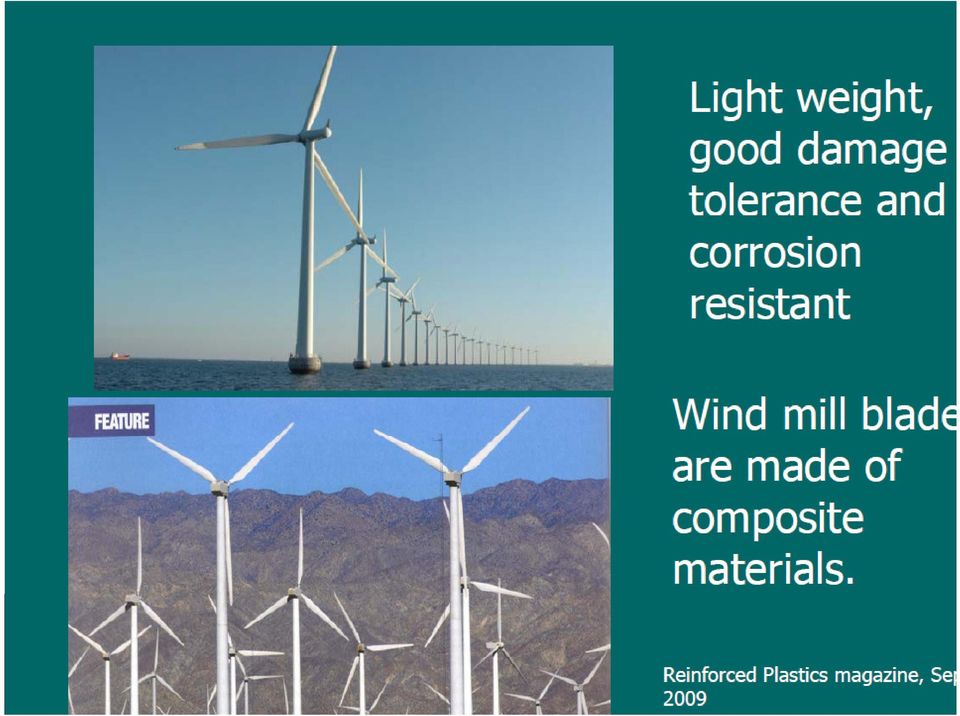
27 Why Composites are Important Composites can be very strong and stiff, yet very light in weight, so ratios of strength-to-weight and stiffness-to-weight are several times greater than steel or aluminum Fatigue properties are generally better than for common engineering metals Toughness is often greater than most of the metals Composites can be designed that do not corrode like steel Possible to achieve combinations of properties not attainable with metals, ceramics, or polymers alone 27
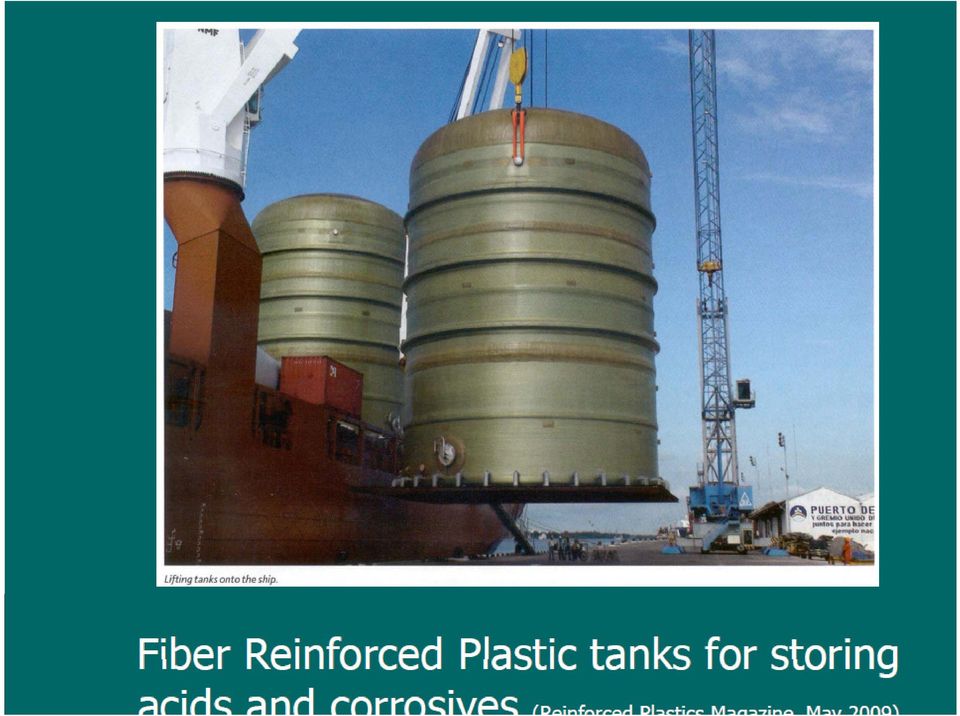
28 Disadvantages and Limitations of Composite Materials Properties of many important composites are anisotropic Many of the polymer-based composites are subject to attack by chemicals or solvents Composite materials are generally expensive Manufacturing methods for shaping composite materials are often slow and costly 28
29 Disadvantages of Composites In November 1999, America s Cup boat Young America broke in two due to debonding face/core in the sandwich structure. 29
30 Manufacturing of composites 1. Open Mold Processes- some of the original FRP manual procedures for laying resins and fibers onto forms 2. Closed Mold Processes- much the same as those used in plastic molding 3. Filament Winding- continuous filaments are dipped in liquid resin and wrapped around a rotating mandrel, producing a rigid, hollow, cylindrical shape 4. Pultrusion Processes- similar to extrusion only adapted to include continuous fiber reinforcement 5. Other PMC Shaping Processes 30
31 Overview of polymer matrix composite A polymer matrix composite (PMC) is a composite material consisting of a polymer imbedded with a reinforcing phase such as fibers or powders FRP composites can be designed with very high strength-to-weight and modulus-to-weight ratios These features make them attractive in aircraft, cars, trucks, boats, and sports equipment 31
32 Classification of FRP Processes 32
33 Polymer Matrix Thermosetting (TS) polymers are the most common matrix materials Principal TS polymers are: Phenolics used with particulate reinforcing phases Polyesters and epoxies - most closely associated with FRPs Thermoplastic molding compounds include fillers or reinforcing agents Nearly all rubbers are reinforced with carbon black 33
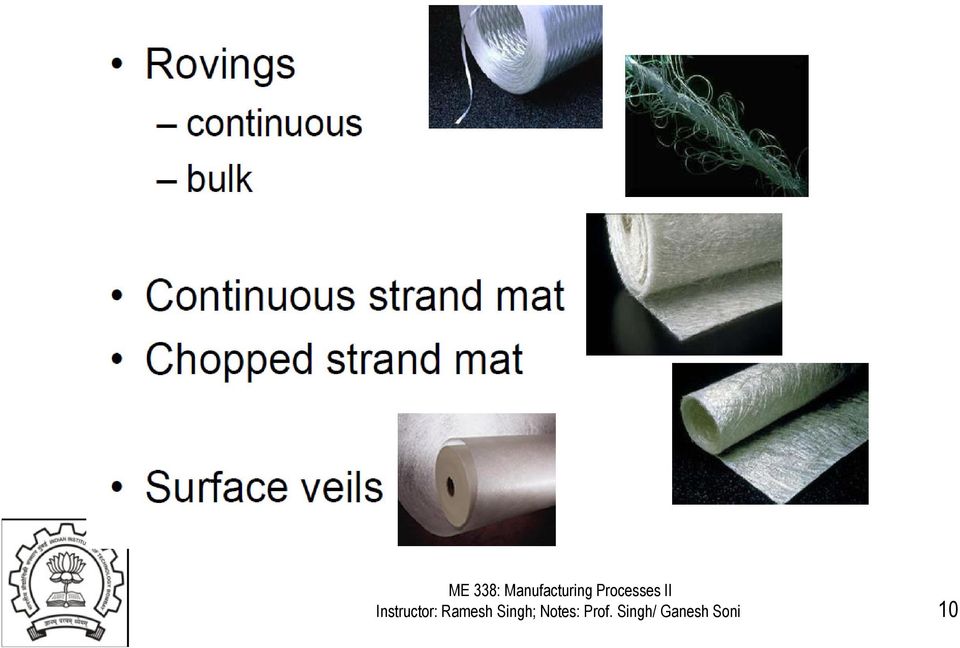
34 Fibers as the Reinforcing Phase Common fiber materials: glass, carbon, and Kevlar (a polymer) In some fabrication processes, the filaments are continuous, while in others, they are chopped into short lengths The most familiar form of continuous fiber is a cloth - a fabric of woven yarns 34
35 Mats and Pre-forms as Reinforcements Fibers can also be in a mat form - a felt consisting of randomly oriented short fibers held loosely together with a binder Mats are commercially available as blankets of various weights, thicknesses, and widths Mats can be cut and shaped for use as preforms in some of the closed mold processes During molding, the resin impregnates the preform and then cures, thus yielding a fiber-reinforced molding 35
36 Combining Matrix and Reinforcement 1. The starting materials arrive at the fabrication operation as separate entities and are combined into the composite during shaping Filament winding and pultrusion, in which reinforcing phase is continuous fibers 2. The two component materials are combined into some starting form that is convenient for use in the shaping process Molding compounds Prepregs 36
37 Molding Compounds FRP composite molding compounds consist of the resin matrix with short randomly dispersed fibers, similar to those used in plastic molding Most molding compounds for composite processing are thermosetting polymers Since they are designed for molding, they must be capable of flowing Accordingly, they have not been cured prior to shape processing Curing is done during and/or after final shaping 37
38 Prepregs Fibers impregnated with partially cured TS resins to facilitate shape processing Available as tapes or cross-plied sheets or fabrics Curing is completed during and/or after shaping Advantage: prepregs are fabricated with continuous filaments rather than chopped random fibers, thus increasing strength and modulus 38
39 Open Mold Processes Family of FRP shaping processes that use a single positive or negative mold surface to produce laminated FRP structures The starting materials (resins, fibers, mats, and woven rovings) are applied to the mold in layers, building up to the desired thickness This is followed by curing and part removal Common resins are unsaturated polyesters and epoxies, using fiberglass as the reinforcement 39
40 Open Mold FRP Processes 1. Hand lay-up 2. Spray-up 3. Vacuum Bagging uses hand-lay-up, uses atmospheric pressure to compact laminate. 4. Automated tape-laying machines The differences are in the methods of applying the laminations to the mold, alternative curing techniques, and other differences 40
41 Hand Lay-up/Spray-up MAX SIZE: PART GEOMETRY: PRODUCTION VOLUME: CYCLE TIME: SURFACE FINISH: TOOLING COST: EQUIPMENT COST: Unlimited Simple - Complex Low - Med Slow Good - Excellent Low Low 41
42 Hand Lay-Up Method Open mold shaping method in which successive layers of resin and reinforcement are manually applied to an open mold to build the laminated FRP composite structure Labor-intensive Finished molding must usually be trimmed with a power saw to size outside edges Oldest open mold method for FRP laminates, dating to the 1940s when it was first used for boat hulls 42
43 Hand Lay-up Hand lay up, or contact molding, is the oldest and simplest way of making fiberglass resin composites. Applications are standard wind turbine blades, boats, etc.) 43
44 Hand Lay-Up Method schematic Hand lay-up : (1) mold is treated with mold release agent; (2) thin gel coat (resin) is applied, to the outside surface of molding; (3) when gel coat has partially set, layers of resin and fiber are applied, the fiber is in the form of mat or cloth; each layer is rolled to impregnate the fiber with resin and remove air; (4) part is cured; (5) fully hardened part is removed from mold. 44
45 Products Made by Hand Lay-Up Generally large in size but low in production quantity - not economical for high production Applications: Boat hulls Swimming pools Large container tanks Movie and stage props Other formed sheets The largest molding ever made was ship hulls for the British Royal Navy: 85 m (280 ft) long 45
46 Spray-Up Method Liquid resin and chopped fibers are sprayed onto an open mold to build successive FRP laminations Attempt to mechanize application of resin-fiber layers and reduce lay-up time Alternative for step (3) in the hand lay-up procedure 46
47 Spray-up Method In Spray up process, chopped fibers and resins are sprayed simultaneously into or onto the mold. Applications are lightly loaded structural panels, e.g. caravan bodies, truck fairings, bathtubes, small boats, etc. 47
48 Spray-Up Method Schematic Spray-up method 48
49 Vacuum-Bag Molding The vacuum bag process was developed for making a variety of components, including relatively large parts with complex shapes. Applications are large cruising boats, racecar components, etc. 49
50 Vacuum Bagging Schematic Lay up sequence for bagging operation Use atmospheric pressure to suck air from under vacuum bag, to compact composite layers down and make a high quality laminate Layers from bottom include: mold, mold release, composite, peel-ply, breather cloth, vacuum bag, also need vacuum valve, sealing tape. 50
51 Pressure-Bag Molding Pressure bag process is virtually a mirror image of vacuum bag molding. Applications are sonar domes, antenna housings, aircraft fairings, etc. 51
52 Thermal Expansion Molding Prepreg layers are wrapped around rubber blocks and then placed in a metal mold. As the entire assembly is heated, the rubber expands more than the metal, putting pressure on the laminate. Complex shapes can be made reducing the need for later joining and fastening operations 52
53 Autoclave Molding Autoclave molding is similar to both vacuum bag and pressure bag molding. Applications are lighter, faster and more agile fighter aircraft, motor sport vehicles. 53
54 Automated Tape-Laying Machines Automated tape-laying machines operate by dispensing a prepreg tape onto an open mold following a programmed path Typical machine consists of overhead gantry to which the dispensing head is attached The gantry permits x-y-z travel of the head, for positioning and following a defined continuous path 54
55 Automated tape-laying machine (photo courtesy of Cincinnati Milacron). 55
56 Curing in Open Mold Processes Curing is required of all thermosetting resins used in FRP laminated composites Curing cross-links the polymer, transforming it from its liquid or highly plastic condition into a hardened product Three principal process parameters in curing: 1. Time 2. Temperature 3. Pressure 56
57 Curing at Room Temperature Curing normally occurs at room temperature for the TS resins used in hand lay-up and spray-up procedures Moldings made by these processes are often large (e.g., boat hulls), and heating would be difficult due to product size In some cases, days are required before room temperature curing is sufficiently complete to remove the part 57
58 Closed Mold Processes Performed in molds consisting of two sections that open and close each molding cycle Tooling cost is more than twice the cost of a comparable open mold due to the more complex equipment required in these processes Advantages of a closed mold are: (1) good finish on all part surfaces, (2) higher production rates, (3) closer control over tolerances, and (4) more complex three-dimensional shapes are possible 58
59 Classification of Closed Mold Processes Three classes based on their counterparts in conventional plastic molding: 1. Compression molding 2. Transfer molding 3. Injection molding The terminology is often different when polymer matrix composites are molded 59
60 Compression Molding PMC Processes A charge is placed in lower mold section, and the sections are brought together under pressure, causing charge to take the shape of the cavity Mold halves are heated to cure TS polymer When molding is sufficiently cured, the mold is opened and part is removed Several shaping processes for PMCs based on compression molding The differences are mostly in the form of the starting materials 60
61 Transfer Molding PMC Processes A charge of thermosetting resin with short fibers is placed in a pot or chamber, heated, and squeezed by ram action into one or more mold cavities The mold is heated to cure the resin Name of the process derives from the fact that the fluid polymer is transferred from a pot into a mold 61
62 Injection Molding PMC Processes Injection molding is noted for low cost production of plastic parts in large quantities Although most closely associated with thermoplastics, the process can also be adapted to thermosets Processes of interest in the context of PMCs: Conventional injection molding Reinforced reaction injection molding 62
63 Conventional Injection Molding Used for both TP and TS type FRPs Virtually all TPs can be reinforced with fibers Chopped fibers must be used Continuous fibers would be reduced by the action of the rotating screw in the barrel During injection into the mold cavity, fibers tend to become aligned as they pass the nozzle Part designers can sometimes exploit this feature to optimize directional properties in the part 63
64 Reinforced Reaction Injection Molding Reaction injection molding (RIM) - two reactive ingredients are mixed and injected into a mold cavity where curing and solidification occur due to chemical reaction Reinforced reaction injection molding (RRIM) - similar to RIM but includes reinforcing fibers, typically glass fibers, in the mixture Advantages: similar to RIM (e.g., no heat energy required, lower cost mold), with the added benefit of fiber-reinforcement Products: auto body, truck cab applications for bumpers, fenders, and other body parts 64
65 Filament Winding Resin-impregnated continuous fibers are wrapped around a rotating mandrel that has the internal shape of the desired FRP product; the resin is then cured and the mandrel removed The fiber rovings are pulled through a resin bath immediately before being wound in a helical pattern onto the mandrel The operation is repeated to form additional layers, each having a criss-cross pattern with the previous, until the desired part thickness has been obtained 65
66 Manufacturing - Filament Highly automated low manufacturing costs if high throughput e.g., Glass fiber pipe, sailboard masts Winding 66
67 Filament Winding Filament winding. 67
68 68
69 Filament Winding Machine Filament winding machine (photo courtesy of Cincinnati Milacron). 69
70 Products made form filament winding process 70
71 Pultrusion Processes Similar to extrusion (hence the name similarity) but workpiece is pulled through die (so prefix "pul-" in place of "ex-") Like extrusion, pultrusion produces continuous straight sections of constant cross section Developed around 1950 for making fishing rods of glass fiber reinforced polymer (GFRP) A related process, called pulforming, is used to make parts that are curved and which may have variations in cross section throughout their lengths 71
72 Pultrusion-process Continuous fiber rovings are dipped into a resin bath and pulled through a shaping die where the impregnated resin cures The sections produced are reinforced throughout their length by continuous fibers Like extrusion, the pieces have a constant cross section, whose profile is determined by the shape of the die opening The cured product is cut into long straight sections 72
73 Pultrusion Process Pultrusion process 73
74 74
75 75
76 Pulforming Pultrusion with additional steps to form the length into a semicircular contour and alter the cross section at one or more locations along the length Pultrusion is limited to straight sections of constant cross section There is also a need for long parts with continuous fiber reinforcement that are curved rather than straight and whose cross sections may vary throughout length Pulforming is suited to these less regular shapes 76
77 Pulforming Process Pulforming process (not shown in the sketch is the cut-off of the pulformed part). 77
78 Prepregs Prepreg and prepreg layup prepreg - partially cured mixture of fiber and resin Unidirectional prepreg tape with paper backing wound on spools Cut and stacked Curing conditions Typical temperature and pressure in autoclave is C, 100 psi 78
79 Manufacturing - Layups compression molding vacuum bagging 79
80 Other PMC making Processes Centrifugal casting Tube rolling Continuous laminating Cutting of FRPs In addition, many traditional thermoplastic shaping processes are applicable to FRPs with short fibers based on TP polymers Blow molding Thermoforming Extrusion 80
81 Cutting Methods Cutting of FRP laminated composites is required in both uncured and cured states Uncured materials (prepregs, preforms, SMCs, and other starting forms) must be cut to size for lay-up, molding, etc. Typical cutting tools: knives, scissors, power shears, and steel-rule blanking dies Nontraditional methods are also used, such as laser beam cutting and water jet cutting 81
82 Cutting Methods Cured FRPs are hard, tough, abrasive, and difficult-to-cut Cutting of FRPs is required to trim excess material, cut holes and outlines, and so on For glass FRPs, cemented carbide cutting tools and high speed steel saw blades can be used For some advanced composites (e.g., boron-epoxy), diamond cutting tools cut best Water jet cutting is also used, to reduce dust and noise problems with conventional sawing methods 82
GLOBAL MANUFACTURING. ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ
 GLOBAL MANUFACTURING ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ Changing Schedule: 5-24/8 - Fabrication of Plastic, Ceramics and Composites 6-26/8 Fabrication of Ceramics
GLOBAL MANUFACTURING ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ Changing Schedule: 5-24/8 - Fabrication of Plastic, Ceramics and Composites 6-26/8 Fabrication of Ceramics
PROCESSING OF VARIOUS MATERIALS
 4 PROCESSING OF VARIOUS MATERIALS CHAPTER CONTENTS 4.1 Shaping Processes for Polymers Polymers Manufacturing Processes for Polymers 4.2 Rubber Processing Technology Processing of rubber into finished good
4 PROCESSING OF VARIOUS MATERIALS CHAPTER CONTENTS 4.1 Shaping Processes for Polymers Polymers Manufacturing Processes for Polymers 4.2 Rubber Processing Technology Processing of rubber into finished good
COMPOSITE MATERIALS. Asst. Prof. Dr. Ayşe KALEMTAŞ
 COMPOSITE MATERIALS Office Hours: Tuesday, 16:30-17:30 akalemtas@mu.edu.tr, akalemtas@gmail.com Phone: +90 252 211 19 17 Metallurgical and Materials Engineering Department ISSUES TO ADDRESS Classification
COMPOSITE MATERIALS Office Hours: Tuesday, 16:30-17:30 akalemtas@mu.edu.tr, akalemtas@gmail.com Phone: +90 252 211 19 17 Metallurgical and Materials Engineering Department ISSUES TO ADDRESS Classification
Many of our fiberglass models have optional lay-ups to suit their alternate intended usage.
 COMPARING THE UNIQUE PROPERTIES OF FIBERGLASS, CARBON-FIBER AND KEVLAR, AS WELL AS THE BENEFITS OF INCORPORATING ONE OR MORE OF THESE MATERIALS INTO THE CONSTRUCTION OF YOUR COMPOSITE KAYAK Fiberglass
COMPARING THE UNIQUE PROPERTIES OF FIBERGLASS, CARBON-FIBER AND KEVLAR, AS WELL AS THE BENEFITS OF INCORPORATING ONE OR MORE OF THESE MATERIALS INTO THE CONSTRUCTION OF YOUR COMPOSITE KAYAK Fiberglass
Carbon Fiber Composites Low Cost Materials & Manufacturing Options
 Carbon Fiber Composites Low Cost Materials & Manufacturing Options George Husman Zoltek Companies, Inc. September 13, 2012 1 Carbon Fiber Markets All China Hexcel Formosa SGL Cytec AKSA Others 2011 Estimated
Carbon Fiber Composites Low Cost Materials & Manufacturing Options George Husman Zoltek Companies, Inc. September 13, 2012 1 Carbon Fiber Markets All China Hexcel Formosa SGL Cytec AKSA Others 2011 Estimated
COMPOSITE MATERIALS. Asst. Prof. Dr. Ayşe KALEMTAŞ
 COMPOSITE MATERIALS Office Hours: Tuesday, 16:30-17:30 akalemtas@mu.edu.tr, akalemtas@gmail.com Phone: +90 252 211 19 17 Metallurgical and Materials Engineering Department CONTENT Composite Materials Metal
COMPOSITE MATERIALS Office Hours: Tuesday, 16:30-17:30 akalemtas@mu.edu.tr, akalemtas@gmail.com Phone: +90 252 211 19 17 Metallurgical and Materials Engineering Department CONTENT Composite Materials Metal
1. Injection Molding (Thermoplastics)
") 1. Injection Molding (Thermoplastics) l Molding: Injection (thermoplastics) INJECTION MOLDING of thermoplastics is the equivalent of pressure die casting of metals. Molten polymer is injected under high
1. Injection Molding (Thermoplastics) l Molding: Injection (thermoplastics) INJECTION MOLDING of thermoplastics is the equivalent of pressure die casting of metals. Molten polymer is injected under high
Thermoplastic composites
 Thermoplastic composites Definition By definition, a thermoplastic is a material based on polymer (macromolecular compound) which can be shaped, in a liquid (viscous) state at a temperature either higher
Thermoplastic composites Definition By definition, a thermoplastic is a material based on polymer (macromolecular compound) which can be shaped, in a liquid (viscous) state at a temperature either higher
THERMAL CONDUCTIVITY AND THERMAL EXPANSION COEFFICIENT OF GFRP COMPOSITE LAMINATES WITH FILLERS
 THERMAL CONDUCTIVITY AND THERMAL EXPANSION COEFFICIENT OF GFRP COMPOSITE LAMINATES WITH FILLERS K. Devendra $ and T. Rangaswamy & $ Asst. Professor, Dept. of Mech. Engineering, SKSVMACET, Laxmeshwar, KA,
THERMAL CONDUCTIVITY AND THERMAL EXPANSION COEFFICIENT OF GFRP COMPOSITE LAMINATES WITH FILLERS K. Devendra $ and T. Rangaswamy & $ Asst. Professor, Dept. of Mech. Engineering, SKSVMACET, Laxmeshwar, KA,
ROHACELL Triple F. Complex shaped PMI Foam Cores for highly efficient FRP Composite
 Complex shaped PMI Foam Cores for highly efficient FRP Composite ROHACELL Triple F Sandwich Fabrication for low to - A Novel Particle Foam high volume applications SAMPE tesdr. Kay Brazil Conference 2015
Complex shaped PMI Foam Cores for highly efficient FRP Composite ROHACELL Triple F Sandwich Fabrication for low to - A Novel Particle Foam high volume applications SAMPE tesdr. Kay Brazil Conference 2015
Composite Materials. Mary P. Shafer. Fabric Development, Inc. Quakertown, PA 18951
 Composite Materials Mary P. Shafer Fabric Development, Inc. Quakertown, PA 18951 Composite Material Two inherently different materials that when combined together produce a material with properties that
Composite Materials Mary P. Shafer Fabric Development, Inc. Quakertown, PA 18951 Composite Material Two inherently different materials that when combined together produce a material with properties that
FIBERGLASS REINFORCED PLASTIC (FRP) PIPING SYSTEMS DESIGNING PROCESS / FACILITIES PIPING SYSTEMS WITH FRP
 PIPING SYSTEMS DESIGNING PROCESS / FACILITIES PIPING SYSTEMS WITH FRP") FIBERGLASS REINFORCED PLASTIC (FRP) PIPING SYSTEMS DESIGNING PROCESS / FACILITIES PIPING SYSTEMS WITH FRP A COMPARISON TO TRADITIONAL METALLIC MATERIALS Prepared by: Kevin Schmit, Project Engineer Specialty
FIBERGLASS REINFORCED PLASTIC (FRP) PIPING SYSTEMS DESIGNING PROCESS / FACILITIES PIPING SYSTEMS WITH FRP A COMPARISON TO TRADITIONAL METALLIC MATERIALS Prepared by: Kevin Schmit, Project Engineer Specialty
Rapid Prototyping. Training Objective
 Training Objective After watching the program and reviewing this printed material, the viewer will understand the principles and practical applications of Rapid Prototyping. Basic concepts are explained
Training Objective After watching the program and reviewing this printed material, the viewer will understand the principles and practical applications of Rapid Prototyping. Basic concepts are explained
Ceralink Capabilities and Opportunities
 Ceralink Capabilities and Opportunities Dr. Holly Shulman President, Materials Scientist Ceralink Inc. Rensselaer Technology Park 105 Jordan Rd. Troy, New York 12180 holly@ceralink.com www.ceralink.com
Ceralink Capabilities and Opportunities Dr. Holly Shulman President, Materials Scientist Ceralink Inc. Rensselaer Technology Park 105 Jordan Rd. Troy, New York 12180 holly@ceralink.com www.ceralink.com
Overview of Recent Developments in 3D Structures
 Overview of Recent Developments in 3D Structures Michael McClain, Senior R&T Engineer Organic Matrix Composites Jonathan Goering Divisional Chief Technology Officer Albany Engineered Composites 112 Airport
Overview of Recent Developments in 3D Structures Michael McClain, Senior R&T Engineer Organic Matrix Composites Jonathan Goering Divisional Chief Technology Officer Albany Engineered Composites 112 Airport
Applications and Benefits of Multi-Walled Carbon Nanotubes (MWCNT)
") I Applications and Benefits of Multi-Walled Carbon Nanotubes (MWCNT) Table of Content 1 Introduction...1 2 Improved Properties...1 3 Potential Applications...1 3.1 Current / short-term applications...3
I Applications and Benefits of Multi-Walled Carbon Nanotubes (MWCNT) Table of Content 1 Introduction...1 2 Improved Properties...1 3 Potential Applications...1 3.1 Current / short-term applications...3
Broad Base. Best Solutions. SIGRAFIL Continuous Carbon Fiber Tow
 Broad Base. Best Solutions. COMPOSITEs Fibers and MATERIALS SIGRAFIL Continuous Carbon Fiber Tow 2 Carbon fibers and composites made by SGL Group. Q Comprehensive product range Q Integrated value chain
Broad Base. Best Solutions. COMPOSITEs Fibers and MATERIALS SIGRAFIL Continuous Carbon Fiber Tow 2 Carbon fibers and composites made by SGL Group. Q Comprehensive product range Q Integrated value chain
Composite Design Fundamentals. David Richardson
 Composite Design Fundamentals David Richardson Contents A review of the fundamental characteristics of composites Stiffness and Strength Anisotropic Role of fibre, matrix and interface Composite failure
Composite Design Fundamentals David Richardson Contents A review of the fundamental characteristics of composites Stiffness and Strength Anisotropic Role of fibre, matrix and interface Composite failure
Chapter 5 POWDER-BASED RAPID PROTOTYPING SYSTEMS
 Chapter 5 POWDER-BASED RAPID PROTOTYPING SYSTEMS 5.1 3D SYSTEMS SELECTIVE LASER SINTERING (SLS) 5.1.1 Company 3D Systems Corporation was founded by Charles W. Hull and Raymond S. Freed in 1986. The founding
Chapter 5 POWDER-BASED RAPID PROTOTYPING SYSTEMS 5.1 3D SYSTEMS SELECTIVE LASER SINTERING (SLS) 5.1.1 Company 3D Systems Corporation was founded by Charles W. Hull and Raymond S. Freed in 1986. The founding
Determining the Right Molding Process for Part Design
 Determining the Right Molding Process for Part Design How RIM Molding Advantages Compare with Traditional Production Technologies Page 2 Introduction This White Paper details the part production processes
Determining the Right Molding Process for Part Design How RIM Molding Advantages Compare with Traditional Production Technologies Page 2 Introduction This White Paper details the part production processes
Lapping and Polishing Basics
 Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
Impregnating Machine
 Impregnating Machine Dasan Engineering manufactured Resin Coating & Laminating Machine for composite material and insulating material in addition to Impregnating & drying machine by means of high efficiency
Impregnating Machine Dasan Engineering manufactured Resin Coating & Laminating Machine for composite material and insulating material in addition to Impregnating & drying machine by means of high efficiency
Foam Injection Molding:
 Foam Injection Molding: Unique Process Solutions for Light Weighting Automotive Plastic Parts Steve Braig President & CEO Trexel, Inc. AGENDA Technology Overview > Chemical Foaming > Physical Foaming Foamed
Foam Injection Molding: Unique Process Solutions for Light Weighting Automotive Plastic Parts Steve Braig President & CEO Trexel, Inc. AGENDA Technology Overview > Chemical Foaming > Physical Foaming Foamed
TECHNICAL DATA SHEET
 EPOXY - NG1001 Formulated Resin System for Pre-preg Process General information Description: TECHNICAL DATA SHEET EPOXY - NG1001 is a formulated epoxy based resin system for hot melt pre-preg and pressure
EPOXY - NG1001 Formulated Resin System for Pre-preg Process General information Description: TECHNICAL DATA SHEET EPOXY - NG1001 is a formulated epoxy based resin system for hot melt pre-preg and pressure
MOLDED FIBER GLASS COMPANIES
 MOLDED FIBER GLASS COMPANIES Technical Design Guide for FRP Composite Products and Parts Techniques & Technologies for Cost Effectiveness This manual is an overview of the Fiber Reinforced Plastic/Composite
MOLDED FIBER GLASS COMPANIES Technical Design Guide for FRP Composite Products and Parts Techniques & Technologies for Cost Effectiveness This manual is an overview of the Fiber Reinforced Plastic/Composite
FLEXIBLE CIRCUITS MANUFACTURING
 IPC-DVD-37 FLEXIBLE CIRCUITS MANUFACTURING Below is a copy of the narration for DVD-37. The contents of this script were developed by a review group of industry experts and were based on the best available
IPC-DVD-37 FLEXIBLE CIRCUITS MANUFACTURING Below is a copy of the narration for DVD-37. The contents of this script were developed by a review group of industry experts and were based on the best available
ENGINEERING SPECIFICATION PULTRUDED DYNARAIL FIBERGLASS LADDER & LADDER CAGES
 ENGINEERING SPECIFICATION PULTRUDED DYNARAIL FIBERGLASS LADDER & LADDER CAGES PART 1 - GENERAL 1.1 SCOPE OF WORK SECTION 06610 FIBERGLASS REINFORCED PLASTICS (FRP) FABRICATIONS PULTRUDED SQUARE TUBE LADDER
ENGINEERING SPECIFICATION PULTRUDED DYNARAIL FIBERGLASS LADDER & LADDER CAGES PART 1 - GENERAL 1.1 SCOPE OF WORK SECTION 06610 FIBERGLASS REINFORCED PLASTICS (FRP) FABRICATIONS PULTRUDED SQUARE TUBE LADDER
PROCESSING, PERFORMANCE, AND CHARACTERIZATION OF CONTINUOUS FIBER CERAMIC COMPOSITES WITH NANOPARTICLES
 PROCESSING, PERFORMANCE, AND CHARACTERIZATION OF CONTINUOUS FIBER CERAMIC COMPOSITES WITH NANOPARTICLES David Narahara Department of Mechanical Engineering University of Hawai i at Mānoa Honolulu, HI 96822
PROCESSING, PERFORMANCE, AND CHARACTERIZATION OF CONTINUOUS FIBER CERAMIC COMPOSITES WITH NANOPARTICLES David Narahara Department of Mechanical Engineering University of Hawai i at Mānoa Honolulu, HI 96822
CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES
 CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES R. Chaudhari 1*, M. Karcher 1, P. Elsner 1, F. Henning 1 1 Fraunhofer Institute for Chemical Technology,
CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES R. Chaudhari 1*, M. Karcher 1, P. Elsner 1, F. Henning 1 1 Fraunhofer Institute for Chemical Technology,
Construction. 3-part thixotropic epoxy patching mortar. Product Description. Tests
 Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
PRODUCT DATA SHEET PRODUCT DESCRIPTION. Compressive Strength (0 ) ETW (1) ASTM D6641 176 ksi 1210 MPa
 ETW (1) ASTM D6641 176 ksi 1210 MPa") PRODUCT TYPE Polyetheretherketone (PEEK) Thermoplastic Resin System SERVICE TEMPERATURE Approximately 250 F (121 C) FEATURES Ambient temperature storage Flame retardant Low moisture absorption Good impact
PRODUCT TYPE Polyetheretherketone (PEEK) Thermoplastic Resin System SERVICE TEMPERATURE Approximately 250 F (121 C) FEATURES Ambient temperature storage Flame retardant Low moisture absorption Good impact
COMPARISON BETWEEN GLASS AND FLAX NON-CRIMP STITCHED FABRICS
 18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS COMPARISON BETWEEN GLASS AND FLAX NON-CRIMP STITCHED FABRICS L. Bizet 1 *, S. Guéret 1, C. Re 1, P. Ouagne 2 1 Laboratoire Ondes et Milieux Complexes,
18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS COMPARISON BETWEEN GLASS AND FLAX NON-CRIMP STITCHED FABRICS L. Bizet 1 *, S. Guéret 1, C. Re 1, P. Ouagne 2 1 Laboratoire Ondes et Milieux Complexes,
Aluminum Extrusion Guide
 Aluminum Extrusion Guide There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot or
Aluminum Extrusion Guide There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot or
Welding of Plastics. Amit Mukund Joshi. (B.E Mechanical, A.M.I.Prod.E)
") Welding of Plastics Amit Mukund Joshi (B.E Mechanical, A.M.I.Prod.E) Introduction Mechanical fasteners, adhesives, and welding processes can all be employed to form joints between engineering plastics.
Welding of Plastics Amit Mukund Joshi (B.E Mechanical, A.M.I.Prod.E) Introduction Mechanical fasteners, adhesives, and welding processes can all be employed to form joints between engineering plastics.
ARMSTRONG MOLD GRAPHITE DIE CASTING DIVISION
 ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
Green Thread Product Data
 Green Thread Product Data Applications Dilute Acids Caustics Produced Water Industrial Waste Hot Water Condensate Return Materials and Construction All pipe manufactured by filament winding process using
Green Thread Product Data Applications Dilute Acids Caustics Produced Water Industrial Waste Hot Water Condensate Return Materials and Construction All pipe manufactured by filament winding process using
ENVIRONMENTAL EFFECTS ON COATINGS
 ENVIRONMENTAL EFFECTS ON COATINGS Surfaces exposed to the environment, may be damaged by elements such as water, snow, ice, heat, dirt, smog, humidity, brake dust, grime, salts, chemical attack, and acid
ENVIRONMENTAL EFFECTS ON COATINGS Surfaces exposed to the environment, may be damaged by elements such as water, snow, ice, heat, dirt, smog, humidity, brake dust, grime, salts, chemical attack, and acid
Predictive Modeling of Composite Materials & Structures: State-of-the-Art Solutions and Future Challenges.
 Predictive Modeling of Composite Materials & Structures: State-of-the-Art Solutions and Future Challenges. Roger A. Assaker Roger.Assaker@e-Xstream.com www.e-xstream.com Short Abstract Computer Aided Engineering
Predictive Modeling of Composite Materials & Structures: State-of-the-Art Solutions and Future Challenges. Roger A. Assaker Roger.Assaker@e-Xstream.com www.e-xstream.com Short Abstract Computer Aided Engineering
PROCESS GUIDE LINES: LAYUP AND CURE OF EPOXY PREPREG. Easycure E-710 AND Easycure E-710FR MATERIALS 160-250 F CURING OVEN/VACUUM PROCESS
 PROCESS GUIDE LINES: LAYUP AND CURE OF EPOXY PREPREG Easycure E-710 AND Easycure E-710FR MATERIALS 160-250 F CURING OVEN/VACUUM PROCESS TABLE OF CONTENTS 1 Mold Preparation... 3 2 Cutting and Lay-up...
PROCESS GUIDE LINES: LAYUP AND CURE OF EPOXY PREPREG Easycure E-710 AND Easycure E-710FR MATERIALS 160-250 F CURING OVEN/VACUUM PROCESS TABLE OF CONTENTS 1 Mold Preparation... 3 2 Cutting and Lay-up...
Real Time Cost Impact Assessment of Composite and Metallic Design Alternatives. Dr. Christopher Rush Joe Falque Karen McRitchie
 Real Time Cost Impact Assessment of Composite and Metallic Design Alternatives Dr. Christopher Rush Joe Falque Karen McRitchie Overview Introduction Composite Structures New Challenges Background and Related
Real Time Cost Impact Assessment of Composite and Metallic Design Alternatives Dr. Christopher Rush Joe Falque Karen McRitchie Overview Introduction Composite Structures New Challenges Background and Related
Solid-Cast Versus Resin-Encapsulated Transformers
 Data Bulletin 7300DB0402 12/2004 Monroe, NC USA Replaces 7300PD9202, 02/1992 Solid-Cast Versus Resin-Encapsulated Transformers Class 7300 Retain for future use. OVERVIEW The continuing development of dry-type
Data Bulletin 7300DB0402 12/2004 Monroe, NC USA Replaces 7300PD9202, 02/1992 Solid-Cast Versus Resin-Encapsulated Transformers Class 7300 Retain for future use. OVERVIEW The continuing development of dry-type
CHAPTER10 MATERIALS SUBSTITUTION. Materials and Process Selection for Engineering Design: Mahmoud Farag
 CHAPTER10 MATERIALS SUBSTITUTION 1 Chapter 10: Goal and objectives The goal of this chapter is to analyze the various incentives and constraints involved in substituting one material for another in making
CHAPTER10 MATERIALS SUBSTITUTION 1 Chapter 10: Goal and objectives The goal of this chapter is to analyze the various incentives and constraints involved in substituting one material for another in making
RAPID PROTOTYPING. Learning Objectives: By the end of the lecture the student should be able to: Explain the fundamentals of Rapid Prototyping
 RAPID PROTOTYPING Learning Objectives: By the end of the lecture the student should be able to: Explain the fundamentals of Rapid Prototyping Outline and explain differences of Rapid Prototyping Technologies
RAPID PROTOTYPING Learning Objectives: By the end of the lecture the student should be able to: Explain the fundamentals of Rapid Prototyping Outline and explain differences of Rapid Prototyping Technologies
CONTINUOUS FIBER COMPOSITE PART COST VS PRODUCTION VOLUME BY MANUFACTURING PROCESS AND MATERIAL
 CONTINUOUS FIBER COMPOSITE PART COST VS PRODUCTION VOLUME BY MANUFACTURING PROCESS AND MATERIAL Dustin L. Dequine, Azure Composites, Inc. Christopher Rush (PhD), Galorath Incorporated December 17, 2014
CONTINUOUS FIBER COMPOSITE PART COST VS PRODUCTION VOLUME BY MANUFACTURING PROCESS AND MATERIAL Dustin L. Dequine, Azure Composites, Inc. Christopher Rush (PhD), Galorath Incorporated December 17, 2014
AUTOMATED FIBER PLACEMENT FOR INDUSTRIAL APPLICATIONS
 RECENT DEVELOPMENTS CLIQUEZ POUR IN THE MODIFIER FIELD OF LE STYLE DU TITRE AUTOMATED FIBER PLACEMENT FOR INDUSTRIAL APPLICATIONS Clementine GALLET CEO Coriolis Composites Sept. 11th 2014, Munich TUM -
RECENT DEVELOPMENTS CLIQUEZ POUR IN THE MODIFIER FIELD OF LE STYLE DU TITRE AUTOMATED FIBER PLACEMENT FOR INDUSTRIAL APPLICATIONS Clementine GALLET CEO Coriolis Composites Sept. 11th 2014, Munich TUM -
Engine Bearing Materials
 Engine Bearing Materials Dr. Dmitri Kopeliovich (Research & Development Manager) The durable operation of an engine bearing is achieved if its materials combine high strength (load capacity, wear resistance,
Engine Bearing Materials Dr. Dmitri Kopeliovich (Research & Development Manager) The durable operation of an engine bearing is achieved if its materials combine high strength (load capacity, wear resistance,
REPAIR CONCEPT SUPPORTED BY LASER REMOVAL AND INDUCTIVE HEATING
 28 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES REPAIR CONCEPT SUPPORTED BY LASER REMOVAL AND INDUCTIVE HEATING Markus Kaden*, Rüdiger Keck* *German Aerospace Center markus.kaden@dlr.de;ruediger.keck@dlr.de
28 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES REPAIR CONCEPT SUPPORTED BY LASER REMOVAL AND INDUCTIVE HEATING Markus Kaden*, Rüdiger Keck* *German Aerospace Center markus.kaden@dlr.de;ruediger.keck@dlr.de
HexWeb CR III Corrosion Resistant Specification Grade Aluminum Honeycomb
 Corrosion Resistant Specification Grade Aluminum Honeycomb Description 5052 and 5056 expanded aerospace grade aluminum honeycomb materials are available in a wide selection of cell sizes and foil gauges.
Corrosion Resistant Specification Grade Aluminum Honeycomb Description 5052 and 5056 expanded aerospace grade aluminum honeycomb materials are available in a wide selection of cell sizes and foil gauges.
PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES. contact@gurit.com www.gurit.com
 PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES contact@gurit.com Gurit is a technical leader in the formulation of advanced epoxy resins, and offers a range of two
PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES contact@gurit.com Gurit is a technical leader in the formulation of advanced epoxy resins, and offers a range of two
3M Scotch-Weld EPX Two-component structural adhesives and applicator guns
 M Scotch-Weld EPX Two-component structural adhesives and applicator guns Innovation What is a structural adhesive? M s high-strength structural adhesives are fundamentally load-bearing formulations. Bond
M Scotch-Weld EPX Two-component structural adhesives and applicator guns Innovation What is a structural adhesive? M s high-strength structural adhesives are fundamentally load-bearing formulations. Bond
Cutting Tool Materials
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of cutting tool metallurgy and specific tool applications for various
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of cutting tool metallurgy and specific tool applications for various
ASTM D 1599 Standard Test Method for Resistance to Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and Fittings
 ASTM D 1599 Standard Test Method for Resistance to Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and Fittings This test method establishes the short-time hydraulic failure pressure of pipe and
ASTM D 1599 Standard Test Method for Resistance to Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and Fittings This test method establishes the short-time hydraulic failure pressure of pipe and
Evaluation of FRP (fiberglass reinforced plastic) and RC (rapid cooling) cooling tower
 and RC (rapid cooling) cooling tower") Journal of Mechanical Engineering Research Vol. 3(5), pp. 152-156, May 2011 Available online at http://www.academicjournals.org/jmer ISSN 2141-2383 2011 Academic Journals Review Evaluation of FRP (fiberglass
Journal of Mechanical Engineering Research Vol. 3(5), pp. 152-156, May 2011 Available online at http://www.academicjournals.org/jmer ISSN 2141-2383 2011 Academic Journals Review Evaluation of FRP (fiberglass
APE T CFRP Aslan 500
 Carbon Fiber Reinforced Polymer (CFRP) Tape is used for structural strengthening of concrete, masonry or timber elements using the technique known as Near Surface Mount or NSM strengthening. Use of CFRP
Carbon Fiber Reinforced Polymer (CFRP) Tape is used for structural strengthening of concrete, masonry or timber elements using the technique known as Near Surface Mount or NSM strengthening. Use of CFRP
Aramid Fibre/Phenolic Honeycomb
 Aramid Fibre/Phenolic Honeycomb Product Data Description HexWeb HRH-10 is manufactured from aramid fibre sheets. A thermosetting adhesive is used to bond these sheets at the nodes, and, after expanding
Aramid Fibre/Phenolic Honeycomb Product Data Description HexWeb HRH-10 is manufactured from aramid fibre sheets. A thermosetting adhesive is used to bond these sheets at the nodes, and, after expanding
Worldwide Supplier of Glass Fiber Yarns, Reinforcements and High Performance Materials
 Worldwide Supplier of Glass Fiber Yarns, Reinforcements and High Performance Materials www.agy.com Vision To be the high performance materials solution of choice for end users, designers, and specifiers
Worldwide Supplier of Glass Fiber Yarns, Reinforcements and High Performance Materials www.agy.com Vision To be the high performance materials solution of choice for end users, designers, and specifiers
Electronic Materials able to detect, amplify and transmit electrical signals in a complex manner are light weight, compact and energy efficient
 CHAPTER 1 Knowledge and Comprehension Problems: 1.1 What are the main classes of engineering materials? Answer1.1: Metallic, polymeric, ceramic, composite, and electronic materials are the five main classes.
CHAPTER 1 Knowledge and Comprehension Problems: 1.1 What are the main classes of engineering materials? Answer1.1: Metallic, polymeric, ceramic, composite, and electronic materials are the five main classes.
A Guide to Thermoform Processing of Polypropylene. Introduction
 A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
Product Data. HexPly 8552 Epoxy matrix (180 C/356 F curing matrix)
") HexPly 8552 Epoxy matrix (180 C/356 F curing matrix) Product Data Description HexPly 8552 is a high performance tough epoxy matrix for use in primary aerospace structures. It exhibits good impact resistance
HexPly 8552 Epoxy matrix (180 C/356 F curing matrix) Product Data Description HexPly 8552 is a high performance tough epoxy matrix for use in primary aerospace structures. It exhibits good impact resistance
NetShape - MIM. Metal Injection Molding Design Guide. NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807
 Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
TechCut 4 Precision Low Speed Saw
 Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
SIMPLE, EFFECTIVE PERFORMANCE RIBS: DEVELOPMENT OF PRODUCTION ORIENTATED ADVANCED COMPOSITE RIBS
 SIMPLE, EFFECTIVE PERFORMANCE RIBS: DEVELOPMENT OF PRODUCTION ORIENTATED ADVANCED COMPOSITE RIBS Dr M A Hobbs, SP, UK SUMMARY Advanced composites using epoxy resin and carbon fibre reinforcements can bring
SIMPLE, EFFECTIVE PERFORMANCE RIBS: DEVELOPMENT OF PRODUCTION ORIENTATED ADVANCED COMPOSITE RIBS Dr M A Hobbs, SP, UK SUMMARY Advanced composites using epoxy resin and carbon fibre reinforcements can bring
Plastic Injection Molding
 Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
PR11 Plastic Repair, Adhesive
 Uniform Procedures For Collision Repair PR11 Plastic Repair, Adhesive 1. Description This procedure describes methods for making adhesive repairs to most types of exterior and interior automotive plastics.
Uniform Procedures For Collision Repair PR11 Plastic Repair, Adhesive 1. Description This procedure describes methods for making adhesive repairs to most types of exterior and interior automotive plastics.
How To Improve Mechanical Properties Of A Composite Material
 Usak University Journal of Material Sciences journal homepage: http://uujms.usak.edu.tr Research article Mechanical properties of bi axial glass fiber and pistachio shell reinforced polyester composites
Usak University Journal of Material Sciences journal homepage: http://uujms.usak.edu.tr Research article Mechanical properties of bi axial glass fiber and pistachio shell reinforced polyester composites
Broad Base. Best Solutions. SIGRAPREG Prepregs Made from Carbon, Glass, and Aramid Fibers
 Broad Base. Best Solutions. COMPOSITEs Fibers and MATERIALS SIGRAPREG Prepregs Made from Carbon, Glass, and Aramid Fibers 2 Carbon fibers and composites made by SGL Group. Q Comprehensive product range
Broad Base. Best Solutions. COMPOSITEs Fibers and MATERIALS SIGRAPREG Prepregs Made from Carbon, Glass, and Aramid Fibers 2 Carbon fibers and composites made by SGL Group. Q Comprehensive product range
Redux Film Adhesives, Foaming Films, Primers and Liquid Shims. About HEXCEL
 About HEXCEL Hexcel is the largest US producer of carbon fibre; the world s largest weaver of structural fabrics; the number one producer of composite materials such as prepregs, film adhesives and honeycomb;
About HEXCEL Hexcel is the largest US producer of carbon fibre; the world s largest weaver of structural fabrics; the number one producer of composite materials such as prepregs, film adhesives and honeycomb;
GENERAL RUBBER LINING PRINCIPLES
 GENERAL RUBBER LINING PRINCIPLES I. METAL PREREQUISITES Metal to be lined should meet the requirements as stated in section 8 Metal Fabrication and section 12 Blasting and Cementing Procedures. The surface
GENERAL RUBBER LINING PRINCIPLES I. METAL PREREQUISITES Metal to be lined should meet the requirements as stated in section 8 Metal Fabrication and section 12 Blasting and Cementing Procedures. The surface
Best Available Technology for Sodium Hypochlorite Storage Tanks
 Best Available Technology for Sodium Hypochlorite Storage Tanks Michael G. Stevens, Senior Staff Scientist, Ashland Inc. Paul Cohen, Diamond Fiberglass ABSTRACT Sodium hypochlorite disinfection has become
Best Available Technology for Sodium Hypochlorite Storage Tanks Michael G. Stevens, Senior Staff Scientist, Ashland Inc. Paul Cohen, Diamond Fiberglass ABSTRACT Sodium hypochlorite disinfection has become
Phosphoric Acid Anodized Aluminum Honeycomb
 Phosphoric Acid Anodized Aluminum Honeycomb Description 02 and 06 expanded aerospace grade aluminum honeycomb materials are available in a wide selection of cell sizes and foil gauges. The HexWeb CR-PAA
Phosphoric Acid Anodized Aluminum Honeycomb Description 02 and 06 expanded aerospace grade aluminum honeycomb materials are available in a wide selection of cell sizes and foil gauges. The HexWeb CR-PAA
RRIM DESIGN MANUAL ADDENDUM FOR EXTERIOR BODY PANELS
 RRIM DESIGN MANUAL ADDENDUM FOR EXTERIOR BODY PANELS Published by the Automotive Composites Alliance (ACA), formerly the SMC Automotive Alliance. 2004 by Automotive Composites Alliance Published: June,
RRIM DESIGN MANUAL ADDENDUM FOR EXTERIOR BODY PANELS Published by the Automotive Composites Alliance (ACA), formerly the SMC Automotive Alliance. 2004 by Automotive Composites Alliance Published: June,
GLOBAL MANUFACTURING. ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ
 GLOBAL MANUFACTURING ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ Workpiece Presentation Powder Metallurgy and Additive Manufacturing [#7] Powder Metallurgy PM parts can
GLOBAL MANUFACTURING ARAUJO, Anna Carla AUG, 2015 Mechanical Engineering Department POLI/COPPE/UFRJ Workpiece Presentation Powder Metallurgy and Additive Manufacturing [#7] Powder Metallurgy PM parts can
Manufacturing of Fiber Glass & Development, Static Load Testing, Analysis of Composite Leaf Spring
 Manufacturing of Fiber Glass & Development, Static Load Testing, Analysis of Composite Leaf Spring Karthik. Badugu 1, Sathaiah.Gajam 2, B. Mahasenadhipathi Rao 3 1 PG Student, 3 Asst. Professor, Department
Manufacturing of Fiber Glass & Development, Static Load Testing, Analysis of Composite Leaf Spring Karthik. Badugu 1, Sathaiah.Gajam 2, B. Mahasenadhipathi Rao 3 1 PG Student, 3 Asst. Professor, Department
Chapter 5 Bridge Deck Slabs. Bridge Engineering 1
 Chapter 5 Bridge Deck Slabs Bridge Engineering 1 Basic types of bridge decks In-situ reinforced concrete deck- (most common type) Pre-cast concrete deck (minimize the use of local labor) Open steel grid
Chapter 5 Bridge Deck Slabs Bridge Engineering 1 Basic types of bridge decks In-situ reinforced concrete deck- (most common type) Pre-cast concrete deck (minimize the use of local labor) Open steel grid
Casting. Training Objective
 Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
Overview of Fiber-Reinforced Composites
 Overview of Fiber-Reinforced Composites 1.1 What is a Composite Material? It is reasonable to begin an introduction to composite materials by defining just what these materials are. It turns out, however,
Overview of Fiber-Reinforced Composites 1.1 What is a Composite Material? It is reasonable to begin an introduction to composite materials by defining just what these materials are. It turns out, however,
Rapid Prototyping Technologies. May, 2016
 Rapid Prototyping Technologies May, 2016 WE HAVE ALL THE NECESSARY TOOLS TO ENSURE THE FINAL SUCCESS OF YOUR PROTOTYPE. Andaltec can help you in all the steps, from the design to fully finished prototype
Rapid Prototyping Technologies May, 2016 WE HAVE ALL THE NECESSARY TOOLS TO ENSURE THE FINAL SUCCESS OF YOUR PROTOTYPE. Andaltec can help you in all the steps, from the design to fully finished prototype
Derakane epoxy vinyl ester resins: The Evolution of Corrosion Resistant FRP
 A Brief History on Corrosion Derakane epoxy vinyl ester resins: The Evolution of Corrosion Resistant FRP Corrosion in industrial processes has always threatened pipes, ducting, process equipment, scrubbers
A Brief History on Corrosion Derakane epoxy vinyl ester resins: The Evolution of Corrosion Resistant FRP Corrosion in industrial processes has always threatened pipes, ducting, process equipment, scrubbers
the runnerless types of molds are explained post molding operations are described the basic methods of applied decoration methods are examined
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of the various plastic finishing processes used in industry and their
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of the various plastic finishing processes used in industry and their
http://www.180skills.com/
 http://www.180skills.com/ Revised April 2012 Copyright 2012 180 Skills LLC All Rights Reserved This document and its content is copyright of 180 Skills LLC 2011. All rights reserved. Any redistribution
http://www.180skills.com/ Revised April 2012 Copyright 2012 180 Skills LLC All Rights Reserved This document and its content is copyright of 180 Skills LLC 2011. All rights reserved. Any redistribution
Developments in Glass Yarns and Fabric Constructions
 feature Developments in Glass Yarns and Fabric Constructions by Alun Morgan Isola Group Europe Glass fibres are nothing new; the ancient Egyptians reportedly drew coarse fibres from heat softened glass.
feature Developments in Glass Yarns and Fabric Constructions by Alun Morgan Isola Group Europe Glass fibres are nothing new; the ancient Egyptians reportedly drew coarse fibres from heat softened glass.
Technical Data Sheet February 2014
 Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
High speed machining and conventional die and mould machining
 High speed machining and conventional die and mould machining Reprint from HSM - High Speed Machining There are a lot of questions about HSM today and many different, more or less complicated, definitions
High speed machining and conventional die and mould machining Reprint from HSM - High Speed Machining There are a lot of questions about HSM today and many different, more or less complicated, definitions
2. The mold is closed up and held under hydraulic pressure while the rubber material or compound cures.
 Designing with Rubber Molding Processes Compression Molding Compression molding is the process of placing a pre-load of a rubber material or compound directly in the mold cavity and compressed to the shape
Designing with Rubber Molding Processes Compression Molding Compression molding is the process of placing a pre-load of a rubber material or compound directly in the mold cavity and compressed to the shape
What is the competitive position of composite parts compared to its steel comparator?
 Composite / Cost Comparison: Utility Composites offer the following: Advantages Parts Consolidation Opportunities Primary / Secondary Weight Savings Low Investment Costs Increased Design Flexibility Disadvantages
Composite / Cost Comparison: Utility Composites offer the following: Advantages Parts Consolidation Opportunities Primary / Secondary Weight Savings Low Investment Costs Increased Design Flexibility Disadvantages
SCOUT EPOXY-INFUSES NEW 42-FOOT SPORT FISHING BOAT
 SCOUT EPOXY-INFUSES NEW 42-FOOT SPORT FISHING BOAT New Process Reduces Weight, Increases Hydrodynamic Performance, Improves Dark Hull Cosmetic Surface Scout Boats, Inc. (Summerville, SC) introduced its
SCOUT EPOXY-INFUSES NEW 42-FOOT SPORT FISHING BOAT New Process Reduces Weight, Increases Hydrodynamic Performance, Improves Dark Hull Cosmetic Surface Scout Boats, Inc. (Summerville, SC) introduced its
Additive Manufacturing: Processes and Standard Terminology
 Additive Manufacturing: Processes and Standard Terminology Gary Coykendall Copyright Edmonds Community College 2012; Permission granted for use and reproduction for educational purposes only. Abstract
Additive Manufacturing: Processes and Standard Terminology Gary Coykendall Copyright Edmonds Community College 2012; Permission granted for use and reproduction for educational purposes only. Abstract
Text References are to Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010
 ENGI 3941 Production Technology Problem Set #3 Suggested s Text References are to Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 16: Sheet-Metal Forming Processes 1. Text
ENGI 3941 Production Technology Problem Set #3 Suggested s Text References are to Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 16: Sheet-Metal Forming Processes 1. Text
Manufacturing Process and Material Properties of Carbon and Graphite Materials. Schunk Kohlenstofftechnik
 Manufacturing Process and Material Properties of Carbon and Graphite Materials Schunk Kohlenstofftechnik Carbon and graphite materials are manufactured according to processes based on conventional ceramic
Manufacturing Process and Material Properties of Carbon and Graphite Materials Schunk Kohlenstofftechnik Carbon and graphite materials are manufactured according to processes based on conventional ceramic
ME349 Engineering Design Projects
 ME349 Engineering Design Projects Introduction to Materials Selection The Material Selection Problem Design of an engineering component involves three interrelated problems: (i) selecting a material, (ii)
ME349 Engineering Design Projects Introduction to Materials Selection The Material Selection Problem Design of an engineering component involves three interrelated problems: (i) selecting a material, (ii)
ELECTRIC PERISTALTIC MORTAR POINTING PUMP
 ELECTRIC PERISTALTIC MORTAR POINTING PUMP pointing gun & control valve ACF405 PERISTALTIC PuMP hopper feed roller & tube pump for refurbishment & repair trades heritage & conservation bridge & underground
ELECTRIC PERISTALTIC MORTAR POINTING PUMP pointing gun & control valve ACF405 PERISTALTIC PuMP hopper feed roller & tube pump for refurbishment & repair trades heritage & conservation bridge & underground
Automated Tape Layer Processing for Composite Components
 Automated Tape Layer Processing for Composite Components Presented by: Carroll Grant Aerospace Composites Consulting Sandy, Utah 5 th 5 th Annual SPE Automotive Composites Conference Troy, Michigan 12
Automated Tape Layer Processing for Composite Components Presented by: Carroll Grant Aerospace Composites Consulting Sandy, Utah 5 th 5 th Annual SPE Automotive Composites Conference Troy, Michigan 12
PRODUCT DEVELOPMENT FOR OUT- OF-AUTOCLAVE (OOA) MANUFACTURE OF AEROSPACE STRUCTURES
 MANUFACTURE OF AEROSPACE STRUCTURES") PRODUCT DEVELOPMENT FOR OUT- OF-AUTOCLAVE (OOA) MANUFACTURE OF AEROSPACE STRUCTURES Steve Mortimer, Matthew J. Smith Hexcel Duxford, Cambridgeshire, UK Elizabeth Olk Hexcel Dublin, California, USA Overview
PRODUCT DEVELOPMENT FOR OUT- OF-AUTOCLAVE (OOA) MANUFACTURE OF AEROSPACE STRUCTURES Steve Mortimer, Matthew J. Smith Hexcel Duxford, Cambridgeshire, UK Elizabeth Olk Hexcel Dublin, California, USA Overview
TIE-31: Mechanical and thermal properties of optical glass
 PAGE 1/10 1 Density The density of optical glass varies from 239 for N-BK10 to 603 for SF66 In most cases glasses with higher densities also have higher refractive indices (eg SF type glasses) The density
PAGE 1/10 1 Density The density of optical glass varies from 239 for N-BK10 to 603 for SF66 In most cases glasses with higher densities also have higher refractive indices (eg SF type glasses) The density
Document Library TS Data Sheet 46012 46013 46014
 Document Library TS Data Sheet 46012 46013 46014 Rev:2 Effective: 01/11/2002 3M Marine High Strength Repair Filler Data Sheet Status: Active 3M Part No.(s) 46012 46013 46014 3M Part Descriptor(s) Pint
Document Library TS Data Sheet 46012 46013 46014 Rev:2 Effective: 01/11/2002 3M Marine High Strength Repair Filler Data Sheet Status: Active 3M Part No.(s) 46012 46013 46014 3M Part Descriptor(s) Pint
Material Optimization and Weight Reduction of Drive Shaft Using Composite Material
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 10, Issue 1 (Nov. - Dec. 2013), PP 39-46 Material Optimization and Weight Reduction of Drive Shaft
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 10, Issue 1 (Nov. - Dec. 2013), PP 39-46 Material Optimization and Weight Reduction of Drive Shaft
PRO-VAC 150-LG-75 VACUUM BAGGING FILM For low temperature cure up to 120 C
 PRO-VAC 150-LG-75 VACUUM BAGGING FILM For low temperature cure up to 120 C A tough, puncture resistant co-extrusion of polyolefin and nylon based resins which are designed for use in the production of
PRO-VAC 150-LG-75 VACUUM BAGGING FILM For low temperature cure up to 120 C A tough, puncture resistant co-extrusion of polyolefin and nylon based resins which are designed for use in the production of
PROPERTIES OF MATERIALS
 1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
COATED CARBIDE. TiN. Al 2 O 3
 COATED CARBIDE GENERAL INFORMATION CVD = Chemical Vapour Deposition coated grades GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F, and CD1810. PVD =
COATED CARBIDE GENERAL INFORMATION CVD = Chemical Vapour Deposition coated grades GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F, and CD1810. PVD =
Acrosoma 3D panels for road and wind
 Acrosoma 3D panels for road and wind ir ir Jan Jan Verhaeghe, CEO CEO Composittrailer Composittrailer Nordic Nordic Composite Days Days 1 Aalborg, August 25th 2008 Aalborg, August 25th 2008 Structural
Acrosoma 3D panels for road and wind ir ir Jan Jan Verhaeghe, CEO CEO Composittrailer Composittrailer Nordic Nordic Composite Days Days 1 Aalborg, August 25th 2008 Aalborg, August 25th 2008 Structural