Master of Simulation Techniques. Lecture No.5. Blanking. Blanking. Fine
|
|
|
- Posy Williams
- 9 years ago
- Views:
Transcription
1 Master of Simulation Techniques Lecture No.5 Fine Blanking Prof. Dr.-Ing. F. Klocke Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes

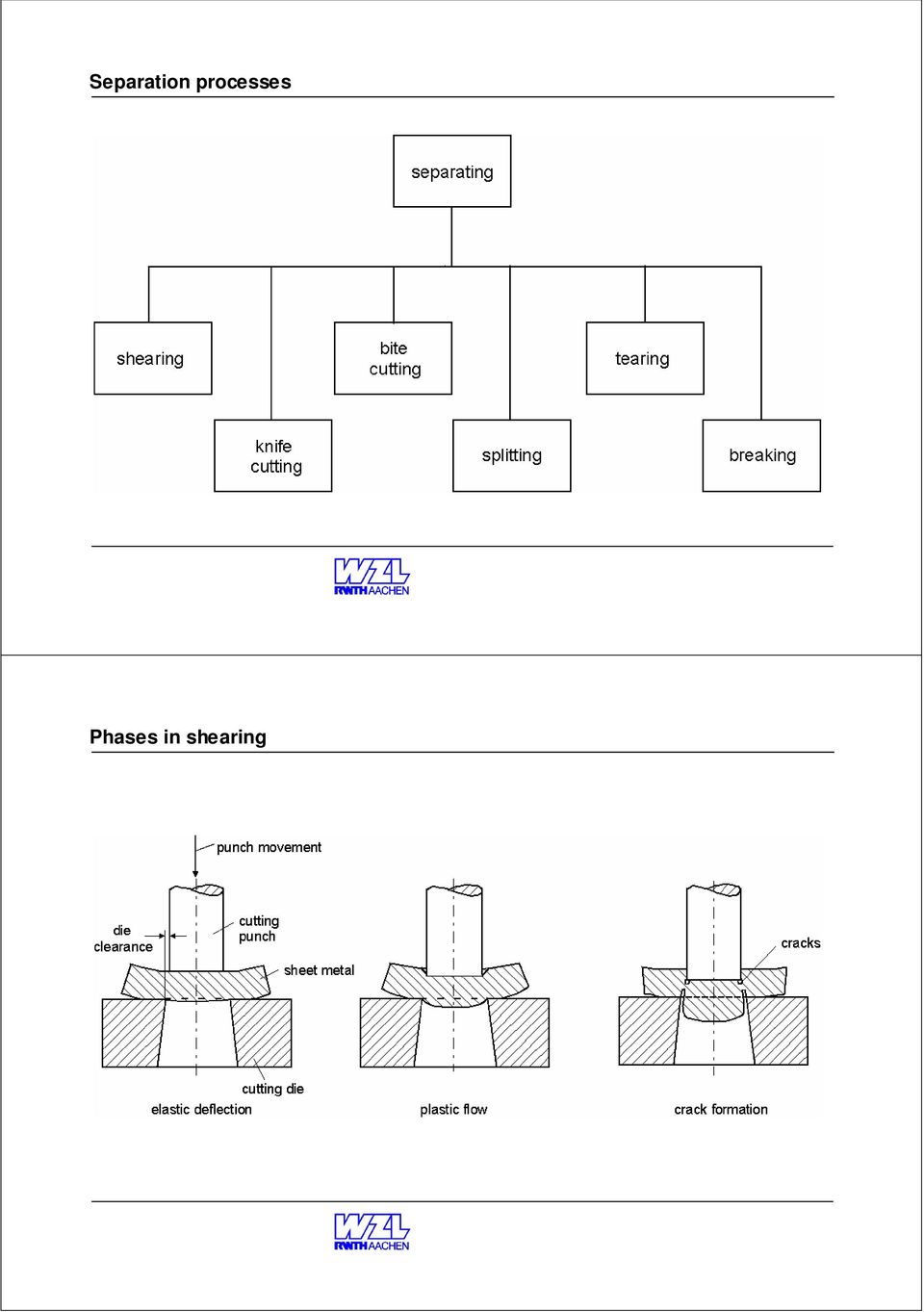
2 Separation processes Phases in shearing
3 Influence of die clearance on the formation of cracks and sheared surfaces Sheared surface in blanking

4 Quality of sheared surface depending on specific die clearance Components of cutting force in blanking

5 Qualitative diagram of cutting force in dependence on the cutting way Reduction of cutting force by modification of tools

6 Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes Forms of wear on cutting punches

7 Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes Open and closed cut in shearing

8 Differentiation of blanking and perforating Sectional image of tool guiding construction

9 Multi-stage blanking tool Example for multi-stage punching

10 Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes Geometry errors on blanked parts

11 Influence of the specific die clearance on the crack depth Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes

12 Comparison blanking - fine blanking Process sequence of fine blanking

13 Animation fine blanking Comparison of sheared surface in blanking and fine blanking

14 Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes Influence of stress state on the ductility

15 Stress states in the cutting zone in fine blanking Fine blanked parts

16 Fine blanked parts Characteristics of quality of a fine blanked workpiece

17 Correlations of process variables in fine blanking Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes

18 Definition of degree of difficulty in fine blanking Fine blanking of a disc

19 Geometry of vee rings Forces in fine blanking

20 Fine blanking of a disc by multi step blanking Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes

21 Fine blanked control disc (one step blanking) Knife of an electric tin opener
22 Fine blanking of a clutchdisc Quality of sheared surface and margin area properties
23 Wöhler-diagram for perforated sheet : Comparison fine blanking / machining Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes
24 Calculation of blanking process Analytical calculation method Principals and drawbacks FEA of (fine)blanking processes Advantage over analytical calculation by means of examples Calculation of blanking process - cutting force F S max = s l S k S maximum cutting force s :sheet thickness l S :length of cutting line k S :cutting resistance ks = 0, 8R m approximate calculation with tensile strength
25 Calculation of blanking process - cutting energy W S = x g 0 F S ( x) dx cutting energy x :cutting distance F S :current cutting force W S = c x g F S max c :correction factor including variables like material properties, effective cutting distance, size of die clearance and friction Calculation of fine blanking process - vee ring force F R = 4 l h R approximation value for the vee ring force R R m l R :length of vee ring h R :overall height of vee ring R m :material tensile strength
26 Calculation of fine blanking process - counter punch force F G = A q q G approximation for the counter punch force A q :cutting piece surface q G :specific counter punch force q G = 20 mm N 2 Value of the specific counter punch force for small sized, thin workpieces. q G = 70 mm N 2 Value of the specific counter punch force for big, thick workpieces. Calculation of fine blanking process - cutting force F k S = F St FS A F G F l max S max S = = S S s C = 1 F k R S m τ S = l g s S = C1 0,6 < C1 < 0,9 l g s R m cutting force F St :punch force F G :counter punch force shearing resistance F smax :maximum cutting force A S :shearing surface factor of shearing strength k S :shearing resistance R m :tensile strength calculation according to VDI-standard 3345 l g :total length of cutting lines s :material thickness τ S :shear strength C 1 :factor of shearing strength due to yield stress ratio R m :material tensile stress advised value is C 1 = 0,9 (safety)
27 Structure of the lecture Blanking Sheared surface and force Wear Blanking processes and blanking tools Errors on sheared workpieces Fine blanking Comparison to normal blanking Process details and degree of difficulty Tool setup and tool materials Examples of fine blanking parts Calculation of blanking processes analytical calculation method FEA of fine blanking processes Simulation fine blanking Simulation of fine blanking offers the opportunity to include: flow stress data friction properties thermomechanical coupling More exact input data can be enclosed: instead of F S = C 1 lg s Rm R m = const. This leads to the following results: force over punch travel stress field strain rate field draw-ins prediction of fracture
28 Simulation fine blanking: Example material flow detail Simulation fine blanking: Example damage
29 Simulation fine blanking: Example strain-rate Simulation fine blanking: Example strain
30 Simulation fine blanking: material flow as a function of friction Simulation fine blanking: Example maximum principle stress in blanking punch and workpiece forces in the tool: blanking die blankholder blanking punch counterpunch
31 Simulation fine blanking: Example stresses in the tool Simulation blanking: Example workpiece fracture - deleting elements detail
32 Simulation fine blanking: Example 3D-simulation - draw-ins Simulation fine blanking: Example 3D-simulation - strain
33 Questions What does the sheared surface look like in blanking? Why is this surface not completely smooth? Please explain the punch force over punch travel for blanking! Why are blanking tools made of hardened and tempered material? Why are sheet metal parts of high quantity made preferably through blanking and not through CNC-wire Electro-erosion? What is the maximum stroke frequency of a blanking machine? Why is there an increased fraction of smooth surface in fine blanking in comparison to normal blanking? What is the reason behind the difficulty classes in fine blanking? Why can a protruding part be not arbitrarily thin? Why can a radius not be arbitrarily small? Can hardened and annealed materials be used as workpiece material in fine blanking? What is the maximum plastic strain in fine blanking?
Sheet Metal Stamping Dies & Processes
 Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
Introduction. ε 1 θ=55 ε 2. Localized necking Because ν=0.5 in plasticity, ε 1 =-2ε 2 =-2ε 3. ε 3,ε 2
 SHEET METALWORKING 1. Cutting Operation 2. Bending Operation 3. Drawing 4. Other Sheet-metal Forming 5. Dies and Presses 6. Sheet-metal Operation 7. Bending of Tube Stock 1 Introduction Cutting and forming
SHEET METALWORKING 1. Cutting Operation 2. Bending Operation 3. Drawing 4. Other Sheet-metal Forming 5. Dies and Presses 6. Sheet-metal Operation 7. Bending of Tube Stock 1 Introduction Cutting and forming
Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels.
 IMPACT TESTING Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels. Equipment Coolants Standard Charpy V-Notched Test specimens Impact tester
IMPACT TESTING Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels. Equipment Coolants Standard Charpy V-Notched Test specimens Impact tester
LABORATORY EXPERIMENTS TESTING OF MATERIALS
 LABORATORY EXPERIMENTS TESTING OF MATERIALS 1. TENSION TEST: INTRODUCTION & THEORY The tension test is the most commonly used method to evaluate the mechanical properties of metals. Its main objective
LABORATORY EXPERIMENTS TESTING OF MATERIALS 1. TENSION TEST: INTRODUCTION & THEORY The tension test is the most commonly used method to evaluate the mechanical properties of metals. Its main objective
FEM analysis of the forming process of automotive suspension springs
 FEM analysis of the forming process of automotive suspension springs Berti G. and Monti M. University of Padua, DTG, Stradella San Nicola 3, I-36100 Vicenza (Italy) [email protected], [email protected].
FEM analysis of the forming process of automotive suspension springs Berti G. and Monti M. University of Padua, DTG, Stradella San Nicola 3, I-36100 Vicenza (Italy) [email protected], [email protected].
Cutting and Shearing die design Cutting die design
 Manufacturing Processes 2 Dr. Alaa Hasan Ali Cutting and Shearing die design Cutting die design A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired
Manufacturing Processes 2 Dr. Alaa Hasan Ali Cutting and Shearing die design Cutting die design A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired
Manufacturing Tooling Cutting Tool Design. Elements of Machining. Chip Formation. Nageswara Rao Posinasetti
 Manufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti Elements of Machining Cutting tool Tool holding Guiding device Work piece Machine tool January 29, 2008 Nageswara Rao Posinasetti 2 Chip
Manufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti Elements of Machining Cutting tool Tool holding Guiding device Work piece Machine tool January 29, 2008 Nageswara Rao Posinasetti 2 Chip
Sheet Metal Shearing & Bending
 Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth
 Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
Phenomenological aspects of a modified fragmentation of the ground material
 Phenomenological aspects of a modified fragmentation of the ground material Lucjan Dabrowski, Mieczyslaw Marciniak Warsaw University of Technology, Warsaw, Poland Summary: The main point of this paper
Phenomenological aspects of a modified fragmentation of the ground material Lucjan Dabrowski, Mieczyslaw Marciniak Warsaw University of Technology, Warsaw, Poland Summary: The main point of this paper
Lamination Production. by: John Roberts / Sko Die, Inc
 Lamination Production by: John Roberts / Sko Die, Inc Presentation Mission Understand the construction for magnetic cores Chose the best methods for producing Magnetic cores are constructed From soft magnetic
Lamination Production by: John Roberts / Sko Die, Inc Presentation Mission Understand the construction for magnetic cores Chose the best methods for producing Magnetic cores are constructed From soft magnetic
CH 6: Fatigue Failure Resulting from Variable Loading
 CH 6: Fatigue Failure Resulting from Variable Loading Some machine elements are subjected to static loads and for such elements static failure theories are used to predict failure (yielding or fracture).
CH 6: Fatigue Failure Resulting from Variable Loading Some machine elements are subjected to static loads and for such elements static failure theories are used to predict failure (yielding or fracture).
Self-piercing riveting
 Self-piercing riveting Andre Stühmeyer, CAD-FEM GmbH Germany Self-piercing riveting Overview The self piercing riveting process FE analysis of the joining process Large deformation Material failure 2D
Self-piercing riveting Andre Stühmeyer, CAD-FEM GmbH Germany Self-piercing riveting Overview The self piercing riveting process FE analysis of the joining process Large deformation Material failure 2D
Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied
 Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied Stress and strain fracture or engineering point of view: allows to predict the
Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied Stress and strain fracture or engineering point of view: allows to predict the
Torsion Tests. Subjects of interest
 Chapter 10 Torsion Tests Subjects of interest Introduction/Objectives Mechanical properties in torsion Torsional stresses for large plastic strains Type of torsion failures Torsion test vs.tension test
Chapter 10 Torsion Tests Subjects of interest Introduction/Objectives Mechanical properties in torsion Torsional stresses for large plastic strains Type of torsion failures Torsion test vs.tension test
Characterization and Simulation of Processes
 Characterization and Simulation of Processes * M. Engelhardt 1, H. von Senden genannt Haverkamp 1, Y.Kiliclar 2, M. Bormann 1, F.-W. Bach 1, S. Reese 2 1 Institute of Materials Science, Leibniz University
Characterization and Simulation of Processes * M. Engelhardt 1, H. von Senden genannt Haverkamp 1, Y.Kiliclar 2, M. Bormann 1, F.-W. Bach 1, S. Reese 2 1 Institute of Materials Science, Leibniz University
NOTCHES AND THEIR EFFECTS. Ali Fatemi - University of Toledo All Rights Reserved Chapter 7 Notches and Their Effects 1
 NOTCHES AND THEIR EFFECTS Ali Fatemi - University of Toledo All Rights Reserved Chapter 7 Notches and Their Effects 1 CHAPTER OUTLINE Background Stress/Strain Concentrations S-N Approach for Notched Members
NOTCHES AND THEIR EFFECTS Ali Fatemi - University of Toledo All Rights Reserved Chapter 7 Notches and Their Effects 1 CHAPTER OUTLINE Background Stress/Strain Concentrations S-N Approach for Notched Members
PROPERTIES OF MATERIALS
 1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
VdS 2100-09en. VdS Guidelines for water extinguishing systems. Non-return valves. Requirements and test methods. VdS 2100-09en : 2011-05 (01)
") VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
Crimp Tooling Where Form Meets Function
 Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Homework solutions for test 2
 Homework solutions for test 2 HW for Lecture 7 22.2 What is meant by the term faying surface? Answer. The faying surfaces are the contacting surfaces in a welded joint. 22.3 Define the term fusion weld.
Homework solutions for test 2 HW for Lecture 7 22.2 What is meant by the term faying surface? Answer. The faying surfaces are the contacting surfaces in a welded joint. 22.3 Define the term fusion weld.
Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope
 Wire Rope") Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope Rakesh Sidharthan 1 Gnanavel B K 2 Assistant professor Mechanical, Department Professor, Mechanical Department, Gojan engineering college,
Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope Rakesh Sidharthan 1 Gnanavel B K 2 Assistant professor Mechanical, Department Professor, Mechanical Department, Gojan engineering college,
G1RT-CT-2001-05071 D. EXAMPLES F. GUTIÉRREZ-SOLANA S. CICERO J.A. ALVAREZ R. LACALLE W P 6: TRAINING & EDUCATION
 D. EXAMPLES 316 WORKED EXAMPLE I Infinite Plate under fatigue Introduction and Objectives Data Analysis 317 INTRODUCTION AND OBJECTIVES One structural component of big dimensions is subjected to variable
D. EXAMPLES 316 WORKED EXAMPLE I Infinite Plate under fatigue Introduction and Objectives Data Analysis 317 INTRODUCTION AND OBJECTIVES One structural component of big dimensions is subjected to variable
Description of mechanical properties
 ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
Simulation for the Collapse of WTC after Aeroplane Impact
 Simulation for the Collapse of WTC after Aeroplane Impact LU Xinzheng & JIANG Jianjing Department of Civil Engineering, Tsinghua University, Beijing, 100084 Abstract: Mechanical simulation and parameter
Simulation for the Collapse of WTC after Aeroplane Impact LU Xinzheng & JIANG Jianjing Department of Civil Engineering, Tsinghua University, Beijing, 100084 Abstract: Mechanical simulation and parameter
Hardened Concrete. Lecture No. 14
 Hardened Concrete Lecture No. 14 Strength of Concrete Strength of concrete is commonly considered its most valuable property, although in many practical cases, other characteristics, such as durability
Hardened Concrete Lecture No. 14 Strength of Concrete Strength of concrete is commonly considered its most valuable property, although in many practical cases, other characteristics, such as durability
Removing chips is a method for producing plastic threads of small diameters and high batches, which cause frequent failures of thread punches.
 Plastic Threads Technical University of Gabrovo Yordanka Atanasova Threads in plastic products can be produced in three ways: a) by direct moulding with thread punch or die; b) by placing a threaded metal
Plastic Threads Technical University of Gabrovo Yordanka Atanasova Threads in plastic products can be produced in three ways: a) by direct moulding with thread punch or die; b) by placing a threaded metal
Naue GmbH&Co.KG. Quality Control and. Quality Assurance. Manual. For Geomembranes
 Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Solid shape molding is not desired in injection molding due to following reasons.
 PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
P. Lu, Sh. Huang and K. Jiang
 416 Rev. Adv. Mater. Sci. 33 (2013) 416-422 P. Lu, Sh. Huang and K. Jiang NUMERICAL ANALYSIS FOR THREE-DIMENSIONAL BULK METAL FORMING PROCESSES WITH ARBITRARILY SHAPED DIES USING THE RIGID/VISCO-PLASTIC
416 Rev. Adv. Mater. Sci. 33 (2013) 416-422 P. Lu, Sh. Huang and K. Jiang NUMERICAL ANALYSIS FOR THREE-DIMENSIONAL BULK METAL FORMING PROCESSES WITH ARBITRARILY SHAPED DIES USING THE RIGID/VISCO-PLASTIC
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING
 METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
MASTER DEGREE PROJECT
 MASTER DEGREE PROJECT Finite Element Analysis of a Washing Machine Cylinder Thesis in Applied Mechanics one year Master Degree Program Performed : Spring term, 2010 Level Author Supervisor s Examiner :
MASTER DEGREE PROJECT Finite Element Analysis of a Washing Machine Cylinder Thesis in Applied Mechanics one year Master Degree Program Performed : Spring term, 2010 Level Author Supervisor s Examiner :
Sheet metal operations - Bending and related processes
 Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key... Error! Bookmark not defined. 1.Bending
Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key... Error! Bookmark not defined. 1.Bending
EXPERIMENTAL AND NUMERICAL ANALYSIS OF THE COLLAR PRODUCTION ON THE PIERCED FLAT SHEET METAL USING LASER FORMING PROCESS
 JOURNAL OF CURRENT RESEARCH IN SCIENCE (ISSN 2322-5009) CODEN (USA): JCRSDJ 2014, Vol. 2, No. 2, pp:277-284 Available at www.jcrs010.com ORIGINAL ARTICLE EXPERIMENTAL AND NUMERICAL ANALYSIS OF THE COLLAR
JOURNAL OF CURRENT RESEARCH IN SCIENCE (ISSN 2322-5009) CODEN (USA): JCRSDJ 2014, Vol. 2, No. 2, pp:277-284 Available at www.jcrs010.com ORIGINAL ARTICLE EXPERIMENTAL AND NUMERICAL ANALYSIS OF THE COLLAR
DUCTILE DAMAGE PARAMETERS IDENTIFICATION FOR NUCLEAR POWER PLANTS EXPERIMENTAL PART. Antonín PRANTL, Jan DŽUGAN, Pavel KONOPÍK
 DUCTILE DAMAGE PARAMETERS IDENTIFICATION FOR NUCLEAR POWER PLANTS EXPERIMENTAL PART Antonín PRANTL, Jan DŽUGAN, Pavel KONOPÍK Škoda JS a.s., Pilsen, Czech Republic, EU, [email protected] COMTES
DUCTILE DAMAGE PARAMETERS IDENTIFICATION FOR NUCLEAR POWER PLANTS EXPERIMENTAL PART Antonín PRANTL, Jan DŽUGAN, Pavel KONOPÍK Škoda JS a.s., Pilsen, Czech Republic, EU, [email protected] COMTES
Bending, Forming and Flexing Printed Circuits
 Bending, Forming and Flexing Printed Circuits John Coonrod Rogers Corporation Introduction: In the printed circuit board industry there are generally two main types of circuit boards; there are rigid printed
Bending, Forming and Flexing Printed Circuits John Coonrod Rogers Corporation Introduction: In the printed circuit board industry there are generally two main types of circuit boards; there are rigid printed
Impact testing ACTIVITY BRIEF
 ACTIVITY BRIEF Impact testing The science at work Impact testing is of enormous importance. A collision between two objects can often result in damage to one or both of them. The damage might be a scratch,
ACTIVITY BRIEF Impact testing The science at work Impact testing is of enormous importance. A collision between two objects can often result in damage to one or both of them. The damage might be a scratch,
Manufacturing Technology II. Exercise 6. Tool materials for forming tools
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 6 Tool materials for forming tools Werkzeugmaschinenlabor Lehrstuhl
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 6 Tool materials for forming tools Werkzeugmaschinenlabor Lehrstuhl
Simulation of Residual Stresses in an Induction Hardened Roll
 2.6.4 Simulation of Residual Stresses in an Induction Hardened Roll Ludwig Hellenthal, Clemens Groth Walzen Irle GmbH, Netphen-Deuz, Germany CADFEM GmbH, Burgdorf/Hannover, Germany Summary A heat treatment
2.6.4 Simulation of Residual Stresses in an Induction Hardened Roll Ludwig Hellenthal, Clemens Groth Walzen Irle GmbH, Netphen-Deuz, Germany CADFEM GmbH, Burgdorf/Hannover, Germany Summary A heat treatment
Solution for Homework #1
 Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS
 INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS Tom Kimerling University of Massachusetts, Amherst MIE 605 Finite Element Analysis Spring 2002 ABSTRACT A FEA transient thermal structural
INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS Tom Kimerling University of Massachusetts, Amherst MIE 605 Finite Element Analysis Spring 2002 ABSTRACT A FEA transient thermal structural
Effective, latest technology for your products Contents
 Effective, latest technology for your products Contents Process description 1. Introduction 2. Procss technology 2.1. Design of the joint areas 2.2. The phases of ultrasonic welding 3. Welding types 3.1.
Effective, latest technology for your products Contents Process description 1. Introduction 2. Procss technology 2.1. Design of the joint areas 2.2. The phases of ultrasonic welding 3. Welding types 3.1.
There are as many reasons to test metals as there are metals:
 Testing Their Mettle Metals testing procedures ensure quality in raw materials and finished products BY BILL O NEIL, ADRIAN RIDDICK, FRANK LIO, PAUL KING, CHRIS WILSON, AND PATTY HARTZELL There are as
Testing Their Mettle Metals testing procedures ensure quality in raw materials and finished products BY BILL O NEIL, ADRIAN RIDDICK, FRANK LIO, PAUL KING, CHRIS WILSON, AND PATTY HARTZELL There are as
B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN
 PROGRAMME (BTAE) Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN") No. of Printed Pages : 7 BAS-01.0 B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) CV CA CV C:) O Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN Time : 3 hours Maximum Marks : 70 Note : (1)
No. of Printed Pages : 7 BAS-01.0 B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) CV CA CV C:) O Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN Time : 3 hours Maximum Marks : 70 Note : (1)
Unit 6: EXTRUSION. Difficult to form metals like stainless steels, nickel based alloys and high temperature metals can also be extruded.
 1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
Fatigue Performance Evaluation of Forged Steel versus Ductile Cast Iron Crankshaft: A Comparative Study (EXECUTIVE SUMMARY)
") Fatigue Performance Evaluation of Forged Steel versus Ductile Cast Iron Crankshaft: A Comparative Study (EXECUTIVE SUMMARY) Ali Fatemi, Jonathan Williams and Farzin Montazersadgh Professor and Graduate
Fatigue Performance Evaluation of Forged Steel versus Ductile Cast Iron Crankshaft: A Comparative Study (EXECUTIVE SUMMARY) Ali Fatemi, Jonathan Williams and Farzin Montazersadgh Professor and Graduate
SHEET METAL DESIGN HANDBOOK
 SHEET METAL DESIGN HANDBOOK Forming Basics. 2 Critical Dimensions Embosses and Offsets Bend Radius Bend Relief Forming Near Holes Form height to thickness ratio Edge Distortion Laser cutting 5 Tolerances
SHEET METAL DESIGN HANDBOOK Forming Basics. 2 Critical Dimensions Embosses and Offsets Bend Radius Bend Relief Forming Near Holes Form height to thickness ratio Edge Distortion Laser cutting 5 Tolerances
STRAIN IN THE UPSETTING PROCESS
 METALLURGY AND FOUNDRY ENGINEERING Vol. 33, 2007, No. 1 Jerzy Kajtoch * STRAIN IN THE UPSETTING PROCESS 1. INTRODUCTION Upsetting is an technological operation of open die forging, which is performed in
METALLURGY AND FOUNDRY ENGINEERING Vol. 33, 2007, No. 1 Jerzy Kajtoch * STRAIN IN THE UPSETTING PROCESS 1. INTRODUCTION Upsetting is an technological operation of open die forging, which is performed in
Lap Fillet Weld Calculations and FEA Techniques
 Lap Fillet Weld Calculations and FEA Techniques By: MS.ME Ahmad A. Abbas Sr. Analysis Engineer [email protected] www.advancedcae.com Sunday, July 11, 2010 Advanced CAE All contents Copyright
Lap Fillet Weld Calculations and FEA Techniques By: MS.ME Ahmad A. Abbas Sr. Analysis Engineer [email protected] www.advancedcae.com Sunday, July 11, 2010 Advanced CAE All contents Copyright
Theoretical and Practical Aspects of Thermo Mechanical Reliability in Printed Circuit Boards with Copper Plated Through Holes
 Theoretical and Practical Aspects of Thermo Mechanical Reliability in Printed Circuit Boards with Copper Plated Through Holes Stefan Neumann, Nina Dambrowsky, Stephen Kenny Atotech Deutschland GmbH Berlin,
Theoretical and Practical Aspects of Thermo Mechanical Reliability in Printed Circuit Boards with Copper Plated Through Holes Stefan Neumann, Nina Dambrowsky, Stephen Kenny Atotech Deutschland GmbH Berlin,
DSM http://www.dsmmfg.com 1 (800) 886-6376
 886-6376") DESIGN GUIDE FOR BENT SHEET METAL This guide discusses how the bends are made, what thicknesses of sheet metal are commonly used, recommended bend radius to use when modeling the part, some practical limits
DESIGN GUIDE FOR BENT SHEET METAL This guide discusses how the bends are made, what thicknesses of sheet metal are commonly used, recommended bend radius to use when modeling the part, some practical limits
Structural Integrity Analysis
 Structural Integrity Analysis 1. STRESS CONCENTRATION Igor Kokcharov 1.1 STRESSES AND CONCENTRATORS 1.1.1 Stress An applied external force F causes inner forces in the carrying structure. Inner forces
Structural Integrity Analysis 1. STRESS CONCENTRATION Igor Kokcharov 1.1 STRESSES AND CONCENTRATORS 1.1.1 Stress An applied external force F causes inner forces in the carrying structure. Inner forces
Chapter Outline. Mechanical Properties of Metals How do metals respond to external loads?
 Mechanical Properties of Metals How do metals respond to external loads? Stress and Strain Tension Compression Shear Torsion Elastic deformation Plastic Deformation Yield Strength Tensile Strength Ductility
Mechanical Properties of Metals How do metals respond to external loads? Stress and Strain Tension Compression Shear Torsion Elastic deformation Plastic Deformation Yield Strength Tensile Strength Ductility
JIS G3445 Carbon steel tubes for machine structural purposes
 JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
SEISMIC RETROFITTING TECHNIQUE USING CARBON FIBERS FOR REINFORCED CONCRETE BUILDINGS
 Fracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICA TIO Publishers, D-79104 Freiburg, Germany SEISMIC RETROFITTING TECHNIQUE USING CARBON FIBERS FOR REINFORCED CONCRETE BUILDINGS H.
Fracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICA TIO Publishers, D-79104 Freiburg, Germany SEISMIC RETROFITTING TECHNIQUE USING CARBON FIBERS FOR REINFORCED CONCRETE BUILDINGS H.
FATIGUE CONSIDERATION IN DESIGN
 FATIGUE CONSIDERATION IN DESIGN OBJECTIVES AND SCOPE In this module we will be discussing on design aspects related to fatigue failure, an important mode of failure in engineering components. Fatigue failure
FATIGUE CONSIDERATION IN DESIGN OBJECTIVES AND SCOPE In this module we will be discussing on design aspects related to fatigue failure, an important mode of failure in engineering components. Fatigue failure
Holes & Selective Laser Sintering
 SLS is one of the most accurate 3D printing processes. The process has a layer thickness of 0.1mm. This is the thickness with which a new layer is added to each part. In any direction therefore the maximum
SLS is one of the most accurate 3D printing processes. The process has a layer thickness of 0.1mm. This is the thickness with which a new layer is added to each part. In any direction therefore the maximum
Why intelligent machining
 Intelligent Machining What does intelligent machining means? Sensors Process model Dr. J. M. Zhou Avdelningen för mekanisk teknologi och verktygsmaskiner Lund Tekniska Högskola Machining processes - Metal
Intelligent Machining What does intelligent machining means? Sensors Process model Dr. J. M. Zhou Avdelningen för mekanisk teknologi och verktygsmaskiner Lund Tekniska Högskola Machining processes - Metal
Solid Mechanics. Stress. What you ll learn: Motivation
 Solid Mechanics Stress What you ll learn: What is stress? Why stress is important? What are normal and shear stresses? What is strain? Hooke s law (relationship between stress and strain) Stress strain
Solid Mechanics Stress What you ll learn: What is stress? Why stress is important? What are normal and shear stresses? What is strain? Hooke s law (relationship between stress and strain) Stress strain
Estimation of Work Hardening in Bent Sheet Metal Products at an Early Stage of Virtual Product Development
 Estimation of Work Hardening in Bent Sheet Metal Products at an Early Stage of Virtual Product Development RokneddinAzizi HosseinAmiryousefi Department of Mechanical Engineering Blekinge Institute of Technology
Estimation of Work Hardening in Bent Sheet Metal Products at an Early Stage of Virtual Product Development RokneddinAzizi HosseinAmiryousefi Department of Mechanical Engineering Blekinge Institute of Technology
Analytical Testing Services Commercial Price List ManTech International Corporation January 2016
 Analytical ing Services Commercial List ManTech International Corporation January 2016 TABLE OF CONTENTS MECHANICAL TENSILE TESTING... 1 DIFFERENTIAL SCANNING CALORIMETRY (DSC)... 2 THERMOMECHANICAL ANALYSIS
Analytical ing Services Commercial List ManTech International Corporation January 2016 TABLE OF CONTENTS MECHANICAL TENSILE TESTING... 1 DIFFERENTIAL SCANNING CALORIMETRY (DSC)... 2 THERMOMECHANICAL ANALYSIS
Understanding Plastics Engineering Calculations
 Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
The mechanical properties of metal affected by heat treatment are:
 Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
Chapter Outline Dislocations and Strengthening Mechanisms
 Chapter Outline Dislocations and Strengthening Mechanisms What is happening in material during plastic deformation? Dislocations and Plastic Deformation Motion of dislocations in response to stress Slip
Chapter Outline Dislocations and Strengthening Mechanisms What is happening in material during plastic deformation? Dislocations and Plastic Deformation Motion of dislocations in response to stress Slip
KIRÁLY TRADING KFT H-1151 Budapest Mogyoród útja 12-14 tel: 061307-3801 [email protected]. Clamps Clamping devices
 04000 Clamps Clamping devices 23000 22000 21000 20000 09000 08000 07000 06000 05000 04000 03000 02000 01000 297 04010 Adjustable straps Tempered steel 1.1191 Black oxide finish nlm 04010-101 Suitable thrust
04000 Clamps Clamping devices 23000 22000 21000 20000 09000 08000 07000 06000 05000 04000 03000 02000 01000 297 04010 Adjustable straps Tempered steel 1.1191 Black oxide finish nlm 04010-101 Suitable thrust
CHAPTER 6 WEAR TESTING MEASUREMENT
 84 CHAPTER 6 WEAR TESTING MEASUREMENT Wear is a process of removal of material from one or both of two solid surfaces in solid state contact. As the wear is a surface removal phenomenon and occurs mostly
84 CHAPTER 6 WEAR TESTING MEASUREMENT Wear is a process of removal of material from one or both of two solid surfaces in solid state contact. As the wear is a surface removal phenomenon and occurs mostly
Material Damage and Failure
 ABAQUS/Exicit Advanced Topics Lecture 9 Material Damage and Failure ABAQUS/Exicit Advanced Topics L9.2 Overview Progressive Damage and Failure Damage Initiation for Ductile Metals Damage Evolution Element
ABAQUS/Exicit Advanced Topics Lecture 9 Material Damage and Failure ABAQUS/Exicit Advanced Topics L9.2 Overview Progressive Damage and Failure Damage Initiation for Ductile Metals Damage Evolution Element
Fundamentals of Extrusion
 CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
INFLUENCE OF THERMOMECHANICAL TREATMENT ON THE STEEL C45 FATIGUE PROPERTIES
 CO-MAT-TECH 2005 TRNAVA, 20-21 October 2005 INFLUENCE OF THERMOMECHANICAL TREATMENT ON THE STEEL C45 FATIGUE PROPERTIES Jiří MALINA 1+2, Hana STANKOVÁ 1+2, Jaroslav DRNEK 3, Zbyšek NOVÝ 3, Bohuslav MAŠEK
CO-MAT-TECH 2005 TRNAVA, 20-21 October 2005 INFLUENCE OF THERMOMECHANICAL TREATMENT ON THE STEEL C45 FATIGUE PROPERTIES Jiří MALINA 1+2, Hana STANKOVÁ 1+2, Jaroslav DRNEK 3, Zbyšek NOVÝ 3, Bohuslav MAŠEK
Properties of Materials
 CHAPTER 1 Properties of Materials INTRODUCTION Materials are the driving force behind the technological revolutions and are the key ingredients for manufacturing. Materials are everywhere around us, and
CHAPTER 1 Properties of Materials INTRODUCTION Materials are the driving force behind the technological revolutions and are the key ingredients for manufacturing. Materials are everywhere around us, and
AISI O1 Cold work tool steel
 T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
CRITERIA FOR PRELOADED BOLTS
 National Aeronautics and Space Administration Lyndon B. Johnson Space Center Houston, Texas 77058 REVISION A JULY 6, 1998 REPLACES BASELINE SPACE SHUTTLE CRITERIA FOR PRELOADED BOLTS CONTENTS 1.0 INTRODUCTION..............................................
National Aeronautics and Space Administration Lyndon B. Johnson Space Center Houston, Texas 77058 REVISION A JULY 6, 1998 REPLACES BASELINE SPACE SHUTTLE CRITERIA FOR PRELOADED BOLTS CONTENTS 1.0 INTRODUCTION..............................................
A Business Intelligence tool applied to a Manufacturing simulation environment Authors: Alfredo Elia ( Advanced Engineering Solutions ), Guido
, Guido") A Business Intelligence tool applied to a Manufacturing simulation environment Authors: Alfredo Elia ( Advanced Engineering Solutions ), Guido Vindrola ( Amet Italy ). Topics Simulation of a manufacturing
A Business Intelligence tool applied to a Manufacturing simulation environment Authors: Alfredo Elia ( Advanced Engineering Solutions ), Guido Vindrola ( Amet Italy ). Topics Simulation of a manufacturing
Causes & Preventation of Defects (Burr) In Sheet Metal Component
 In Sheet Metal Component") s & Preventation of Defects (Burr) In Sheet Metal Component Pawan Kumar Rai 1, Dr. Aas Mohammad 2, Hasan Zakir Jafri 3 1 Research Scholar, Al-Falah School of Engineering & Technology, Dhauj, Faridabad,
s & Preventation of Defects (Burr) In Sheet Metal Component Pawan Kumar Rai 1, Dr. Aas Mohammad 2, Hasan Zakir Jafri 3 1 Research Scholar, Al-Falah School of Engineering & Technology, Dhauj, Faridabad,
High-strength and ultrahigh-strength. Cut sheet from hot-rolled steel strip and heavy plate. voestalpine Steel Division www.voestalpine.
 High-strength and ultrahigh-strength TM steels Cut sheet from hot-rolled steel strip and heavy plate Josef Elmer, Key account manager voestalpine Steel Division www.voestalpine.com/steel Weight savings
High-strength and ultrahigh-strength TM steels Cut sheet from hot-rolled steel strip and heavy plate Josef Elmer, Key account manager voestalpine Steel Division www.voestalpine.com/steel Weight savings
Numerical modelling of shear connection between concrete slab and sheeting deck
 7th fib International PhD Symposium in Civil Engineering 2008 September 10-13, Universität Stuttgart, Germany Numerical modelling of shear connection between concrete slab and sheeting deck Noémi Seres
7th fib International PhD Symposium in Civil Engineering 2008 September 10-13, Universität Stuttgart, Germany Numerical modelling of shear connection between concrete slab and sheeting deck Noémi Seres
CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION
 155 CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION Martin Gaško 1,*, Gejza Rosenberg 1 1 Institute of materials research, Slovak Academy
155 CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION Martin Gaško 1,*, Gejza Rosenberg 1 1 Institute of materials research, Slovak Academy
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati
 Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
Design of Impact Load Testing Machine for COT
 Design of Impact Load Testing Machine for COT Sandesh G.Ughade 1, Dr. A.V.Vanalkar 2, Prof P.G.Mehar 2 1 Research Scholar (P.G), Dept of Mechanical Engg, KDK College of Engg, Nagpur, R.T.M, Nagpur university,
Design of Impact Load Testing Machine for COT Sandesh G.Ughade 1, Dr. A.V.Vanalkar 2, Prof P.G.Mehar 2 1 Research Scholar (P.G), Dept of Mechanical Engg, KDK College of Engg, Nagpur, R.T.M, Nagpur university,
International Journal of Engineering Research-Online A Peer Reviewed International Journal Articles available online http://www.ijoer.
 RESEARCH ARTICLE ISSN: 2321-7758 DESIGN AND DEVELOPMENT OF A DYNAMOMETER FOR MEASURING THRUST AND TORQUE IN DRILLING APPLICATION SREEJITH C 1,MANU RAJ K R 2 1 PG Scholar, M.Tech Machine Design, Nehru College
RESEARCH ARTICLE ISSN: 2321-7758 DESIGN AND DEVELOPMENT OF A DYNAMOMETER FOR MEASURING THRUST AND TORQUE IN DRILLING APPLICATION SREEJITH C 1,MANU RAJ K R 2 1 PG Scholar, M.Tech Machine Design, Nehru College
AMADA MODULAR FLEXIBLE MANUFACTURING CELL ASL250 + VIPROS 358K + ASPR250-UL + SS12
 AMADA MODULAR FLEXIBLE MANUFACTURING CELL ASL250 + VIPROS 358K + ASPR250-UL + SS12 As At 08/01/03 1. OVERVIEW Amada Modular Flexible Manufacturing Cell The proposal enclosed is for a fully Automated, flexible
AMADA MODULAR FLEXIBLE MANUFACTURING CELL ASL250 + VIPROS 358K + ASPR250-UL + SS12 As At 08/01/03 1. OVERVIEW Amada Modular Flexible Manufacturing Cell The proposal enclosed is for a fully Automated, flexible
Materials Issues in Fatigue and Fracture
 Materials Issues in Fatigue and Fracture 5.1 Fundamental Concepts 5.2 Ensuring Infinite Life 5.3 Finite Life 5.4 Summary FCP 1 5.1 Fundamental Concepts Structural metals Process of fatigue A simple view
Materials Issues in Fatigue and Fracture 5.1 Fundamental Concepts 5.2 Ensuring Infinite Life 5.3 Finite Life 5.4 Summary FCP 1 5.1 Fundamental Concepts Structural metals Process of fatigue A simple view
GOM Optical Measuring Techniques. Deformation Systems and Applications
 GOM Optical Measuring Techniques Deformation Systems and Applications ARGUS Forming Analysis ARGUS Deformation analysis in sheet metal and forming industry Forming Characteristics of Sheet Metals Material
GOM Optical Measuring Techniques Deformation Systems and Applications ARGUS Forming Analysis ARGUS Deformation analysis in sheet metal and forming industry Forming Characteristics of Sheet Metals Material
Finite Element Analysis of Sheet Metal Forming Process
 European Journal of Scientific Research ISSN 1450-216X Vol.33 No.1 (2009), pp.57-69 EuroJournals Publishing, Inc. 2009 http://www.eurojournals.com/ejsr.htm Finite Element Analysis of Sheet Metal Forming
European Journal of Scientific Research ISSN 1450-216X Vol.33 No.1 (2009), pp.57-69 EuroJournals Publishing, Inc. 2009 http://www.eurojournals.com/ejsr.htm Finite Element Analysis of Sheet Metal Forming
MODIFICATION OF FLD EVALUATION FOR ULTRA HIGH-STRENGTH STEELS AS A RESULT OF USING CONTACT-LESS SYSTEMS FOR MEASURING DEFORMATION
 MODIFICATION OF FLD EVALUATION FOR ULTRA HIGH-STRENGTH STEELS AS A RESULT OF USING CONTACT-LESS SYSTEMS FOR MEASURING DEFORMATION Abstract Jiří SOBOTKA a, Pavel DOUBEK a, Michaela KOLNEROVÁ a, Pavel SOLFRONK
MODIFICATION OF FLD EVALUATION FOR ULTRA HIGH-STRENGTH STEELS AS A RESULT OF USING CONTACT-LESS SYSTEMS FOR MEASURING DEFORMATION Abstract Jiří SOBOTKA a, Pavel DOUBEK a, Michaela KOLNEROVÁ a, Pavel SOLFRONK
Status quo of stress simulation for hot and warm work piece temperatures in forging
 Status quo of stress simulation for hot and warm work piece temperatures in forging Dipl.-Ing. Johannes Knust, Dr.-Ing. Malte Stonis, Prof. Dr.-Ing. Bernd-Arno Behrens IPH - Institute of Integrated Production
Status quo of stress simulation for hot and warm work piece temperatures in forging Dipl.-Ing. Johannes Knust, Dr.-Ing. Malte Stonis, Prof. Dr.-Ing. Bernd-Arno Behrens IPH - Institute of Integrated Production
Measurement of Residual Stress in Plastics
 Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes
 JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
ANALYSIS OF A LAP JOINT FRICTION CONNECTION USING HIGH STRENGTH BOLTS
 Nordic Steel Construction Conference 212 Hotel Bristol, Oslo, Norway 5-7 September 212 ANALYSIS OF A LAP JOINT FRICTION CONNECTION USING HIGH STRENGTH BOLTS Marouene Limam a, Christine Heistermann a and
Nordic Steel Construction Conference 212 Hotel Bristol, Oslo, Norway 5-7 September 212 ANALYSIS OF A LAP JOINT FRICTION CONNECTION USING HIGH STRENGTH BOLTS Marouene Limam a, Christine Heistermann a and
Module 5 Couplings. Version 2 ME, IIT Kharagpur
 Module 5 Couplings Lesson 1 Introduction, types and uses Instructional Objectives At the end of this lesson, the students should have the knowledge of The function of couplings in machinery. Different
Module 5 Couplings Lesson 1 Introduction, types and uses Instructional Objectives At the end of this lesson, the students should have the knowledge of The function of couplings in machinery. Different
Impacts of Tunnelling on Ground and Groundwater and Control Measures Part 1: Estimation Methods
 Impacts of Tunnelling on Ground and Groundwater and Control Measures Part 1: Estimation Methods Steve Macklin Principal Engineering Geologist GHD Melbourne 1. Introduction, scope of Part 1 2. Terminology
Impacts of Tunnelling on Ground and Groundwater and Control Measures Part 1: Estimation Methods Steve Macklin Principal Engineering Geologist GHD Melbourne 1. Introduction, scope of Part 1 2. Terminology
ENGINEERING COUNCIL CERTIFICATE LEVEL
 ENGINEERING COUNCIL CERTIICATE LEVEL ENGINEERING SCIENCE C103 TUTORIAL - BASIC STUDIES O STRESS AND STRAIN You should judge your progress by completing the self assessment exercises. These may be sent
ENGINEERING COUNCIL CERTIICATE LEVEL ENGINEERING SCIENCE C103 TUTORIAL - BASIC STUDIES O STRESS AND STRAIN You should judge your progress by completing the self assessment exercises. These may be sent
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen
 Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
SPECIFICATIONS, LOADS, AND METHODS OF DESIGN
 CHAPTER Structural Steel Design LRFD Method Third Edition SPECIFICATIONS, LOADS, AND METHODS OF DESIGN A. J. Clark School of Engineering Department of Civil and Environmental Engineering Part II Structural
CHAPTER Structural Steel Design LRFD Method Third Edition SPECIFICATIONS, LOADS, AND METHODS OF DESIGN A. J. Clark School of Engineering Department of Civil and Environmental Engineering Part II Structural
Lecture 14. Chapter 8-1
 Lecture 14 Fatigue & Creep in Engineering Materials (Chapter 8) Chapter 8-1 Fatigue Fatigue = failure under applied cyclic stress. specimen compression on top bearing bearing motor counter flex coupling
Lecture 14 Fatigue & Creep in Engineering Materials (Chapter 8) Chapter 8-1 Fatigue Fatigue = failure under applied cyclic stress. specimen compression on top bearing bearing motor counter flex coupling
WERKZEUGMASCHINEN BENDING TOOLS
 WRKZUGMASCHINN BNDING TOOLS Press Brakes HT Werkzeugmaschinen GmbH mmendinger Str. 21 D-79331 Teningen Germany Tel. + 49 (0) 76 41 46 09-0 Fax + 49 (0) 76 41 46 09-290 email: [email protected] Internet: www.eht.de
WRKZUGMASCHINN BNDING TOOLS Press Brakes HT Werkzeugmaschinen GmbH mmendinger Str. 21 D-79331 Teningen Germany Tel. + 49 (0) 76 41 46 09-0 Fax + 49 (0) 76 41 46 09-290 email: [email protected] Internet: www.eht.de
Module 2 GEARS. Lecture 3 - INVOLUTE SPUR GEARS
 Module 2 GEARS Lecture 3 - INVOLUTE SPUR GEARS Contents 3.1 Introduction 3.2 Standard tooth systems for spur gears 3.3 Profile shifted gears 3.4 Involutometry 3.5 Design of gear blanks 3.1 INTRODUCTION
Module 2 GEARS Lecture 3 - INVOLUTE SPUR GEARS Contents 3.1 Introduction 3.2 Standard tooth systems for spur gears 3.3 Profile shifted gears 3.4 Involutometry 3.5 Design of gear blanks 3.1 INTRODUCTION
Chapter Outline Dislocations and Strengthening Mechanisms
 Chapter Outline Dislocations and Strengthening Mechanisms What is happening in material during plastic deformation? Dislocations and Plastic Deformation Motion of dislocations in response to stress Slip
Chapter Outline Dislocations and Strengthening Mechanisms What is happening in material during plastic deformation? Dislocations and Plastic Deformation Motion of dislocations in response to stress Slip