FINAL DRAFT PREN ISO RESISTANCE WELDING PROCEDURES FOR DETERMINING THE WELDABILITY LOBE FOR RESISTANCE SPOT, PROJECTION AND SEAM
|
|
|
- Grace Mitchell
- 9 years ago
- Views:
Transcription
1 EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG CEN/TC 121 N 1060 FINAL DRAFT PREN ISO RESISTANCE WELDING PROCEDURES FOR DETERMINING THE WELDABILITY LOBE FOR RESISTANCE SPOT, PROJECTION AND SEAM WELDING (ISO/FDIS 14327) NOTE: This document contains the final draft of pren ISO prepared by CEN/TC 121/SC 4 and is submitted for adoption for parallel formal vote by CEN/TC 121 by written procedure. This final draft is adopted by CEN/TC 121/SC 4 resolution C5/ SECRETARIAT DS Kollegievej 6 DK-2920 Charlottenlund Tel: (+45) Fax: (+45)

2 CEN/TC 121 Date: pren ISO 14327:2003 CEN/TC 121 Secretariat: DS Resistance welding Procedures for determining the weldability lobe for resistance spot, projection and seam welding (ISO/FDIS 14327:2003(E)) Widerstandsschweißen Verfahren für das Bestimmen des Schweißbereichsdiagramms für das Widerstandspunkt-, Buckel- und Rollennahtschweißen Soudage par résistance Modes opératoires pour la détermination du domaine de soudabilité pour le soudage par résistance par points, par bossages et à la molette ICS: Descriptors: Document type: European Standard Document subtype: Document stage: Document language: E U:\LS\Dokumenter\cen 121\standarder\SC 4 standarder\pren ISO 14327\formal vote\en_iso_14327_(e).doc STD Version 2.1a
.")
3 Contents page Foreword...3 Introduction Scope Normative references Terms and definitions Weldability lobe limits Test equipment Welding electrodes Welding machine Welding procedure Spot or projection welding Seam welding Statistical evaluation of test results Report of test results...9 2

4 Foreword This document pren ISO 14327:2003 has been prepared by CEN /TC 121, Welding, the secretariat of which is held by DS, in collaboration with ISO/TC 44 Welding and allied processes. 3

5 Introduction This standard enables the weldability lobe to be determined for resistance spot, projection and seam welding. This standard does not invalidate procedures for the determination of the weldability lobe or their approval documents in current use which complied with the national or international standards or regulations existing at that time, provided the intent of the technical requirement is satisfied and the specified application, its performance and equipment with which it is performed remain unchanged. When this standard is referenced for contractual purposes, all questions relating to the specification and implementation of welding procedures shall be agreed between the contacting parties at the time of enquiry or at the contract stage. It has been assumed in this standard that the execution of its provisions is entrusted to appropriately trained, skilled and experienced personnel. For the quality of welded structures the relevant part of standard EN ISO should be applicable. The specification of procedures should follow guidelines as in standard pren ISO Scope This standard specifies procedures for determining the weldability lobe for producing quality welds. The tests are used in particular to determine the weldability lobe for coated/uncoated steels, stainless steels and aluminium and its alloys but may also be used for other metallic materials. The aim of this procedure is to allow determination of the range of welding parameters which give rise to an acceptable weld quality as defined within precise limits. The procedure can be used to determine: a) The influence of electrode material, electrode shape and dimensions on the available welding range for a particular material and welding machine. b) The influence of material type and thickness on the available welding range when using a particular combination of welding electrodes and welding machine. c) The influence of welding machine type, or electrode cooling on the available welding range for a particular material using a particular electrode shape. d) The available welding range in a production situation. 2 Normative references This European Standard incorporates by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of any of these publications apply to this European Standard only when incorporated in it by amendment or revision. For undated references the latest edition of the publication referred to applies (including amendments). EN ISO , Quality requirements for welding Resistance welding of metallic materials Part 1: Comprehensive quality requirement (ISO : 2000). EN ISO , Quality requirements for welding Resistance welding of metallic materials Part 2: Elementary quality requirements (ISO : 2000). pren ISO 8166, Resistance welding Procedure for the evaluation of the life of spot welding electrodes using constant machine settings (ISO/FDIS 8166: 2002). 4

6 pren ISO 14329, Welding Destructive testing of welds Failure types and geometric measurements for resistance spot, seam and projection welds (ISO/DIS 14329: 1999). pren ISO , Specification and qualification of welding procedures for metallic materials Welding procedure specification Part 5: Resistance welding (ISO/FDIS : 2001). ISO 669, Electric resistance welding Resistance welding equipment Mechanical and electrical requirements. ISO 693, Dimensions of seam welding wheel blanks. ISO 5182, Welding Materials for resistance welding electrodes and ancillary equipment. ISO 5184, Straight resistance spot welding electrodes. ISO 5821, Resistance spot welding electrode caps. ISO 5830, Resistance spot welding Male electrode caps. ISO 8167, Projections for resistance welding. ISO 10447, Welding Peel and chisel testing of resistance spot, projection and seam welds. ISO/DIS 14373, Welding Resistance spot welds Procedure for spot welding of uncoated and coated low carbon and high strength steels. ISO/DIS , Resistance welding Welding current measurement for resistance welding Part 1: Guideline for measurements. 3 Terms and definitions For the purposes of this European Standard, the relevant terms and definitions given in ISO 669, ISO/DIS and pren ISO apply and the following: 3.1 Weldability lobe welding current domain allowing the production without splash of spot welds of a diameter equal or more than a pre-determined value under either constant welding time or constant electrode force 4 Weldability lobe limits The weldability lobe will define the available welding conditions in terms of: a) Weld current and time at a constant electrode force or b) Weld current and electrode force at a constant weld time. In the case of resistance seam welding, welding speed (m/min) is used instead of weld time. To meet these requirements, the weldability lobes can be a two dimensional plot as indicated in a) and b) above or a three dimensional plot indicating the inter relationship between weld time (welding speed in the case of seam welding), welding current and electrode force. For the purpose of this standard, the lower and upper limits of the weldability lobe should be as follows: a) Lower limit This equates to the welding conditions which result in a weld diameter equal to 3,5 t where t equal sheet thickness in mm. In the case of two dissimilar thicknesses, "t" refers to the thinner sheet. NOTE 1 A limit other than 3,5 t may be acceptable by agreement between contracting parties provided the strength of the weld or welded assembly satisfy the necessary design requirements. 5

7 NOTE 2 Guidelines for measuring weld diameter for both plug and interface failure are given in pren ISO The weld diameter should be measured from a broken specimen, e. g. peel test. NOTE 3 In 3 or 4 thickness welding the minimum of the diameter specified will depend on the position of the thinner sheets from design process requirements. b) Upper limit This corresponds to the welding conditions which give rise to interfacial splash in the case of spot and projection welding. In seam welding the limit corresponds to surface splash or surface cracking in the weld or heat-affected zone areas. NOTE 4 Alternative criteria may be specified, such as the minimum value of the shear force that the weld can withstand based on recommendations made in ISO or product standards in the case of coated/uncoated steels. Minimum surface indentation or the amount of weld nugget penetration can be specified by agreement. In the case of resistance seam welding, other intermediate limits may be chosen based on alternative weld sizes or the onset of surface cracking. The use of such limits depend on the application being welded and should be by agreement between contracting parties. Typical weldability lobes are shown in figure 1. 5 Test equipment 5.1 Welding electrodes General The welding electrodes shall conform to alloys specified in ISO 5182 unless otherwise agreed between contracting parties. Electrodes should be of sufficient cross-sectional area and strength to carry the welding current and electrode force without overheating, deformation or excessive deflection Spot welding In the case of spot welding, the electrode dimensions should conform to the requirements of ISO 5184, ISO 5821 and ISO 5830 where applicable. Alternative electrode shapes and dimensions may be used by agreement between contracting parties. Pre-conditioned electrodes should be used for each individual weldability lobe determined. Electrodes shall be pre-conditioned as summarised below. Where appropriate, dimensions of the water cooling holes and pipes shall comply with the relevant requirements of the appropriate ISO standard. NOTE It is recommended that the water flow should be a minimum of 4 l/min per electrode although, higher flow rates are recommended when welding coated steels. The water cooling feed tube should be arranged to impinge the water onto the back face of the electrode. The distance between the back and the working face of the electrode should not exceed the values given in the appropriate ISO standard. Separate water supplies should be used for top and bottom electrodes and should be independent of other cooling circuits. It is recommended that the inlet water temperature should not exceed 20 C (293 K) and the outlet temperature should not exceed 30 C (303 K) (except when water cooling temperature is the parameter being studied). Higher inlet/outlet water temperatures can be used by agreement between contracting parties. Both top and bottom electrodes shall be properly aligned prior to commencement of the test. The electrode face of the top and bottom electrodes should be parallel to each other and have an electrode diameter that is within the specified tolerances of the diameter called for any given sheet thickness or that agreed between the contracting parties. Alignment of electrodes should be checked using carbon imprints. When welding uncoated/coated steels and stainless steels, the welding electrodes should be pre-conditioned for 50 welds prior to determining the weldability lobe. Pre-conditioning should be carried out at a nominal weld time of approximately e. g. 8 cycles at 50 Hz on uncoated sheets in the same material and with the same thickness. For preconditioning a welding current equal to that which gives a stuck weld condition or a weld of diameter equal to 3 t should be used. When welding aluminium and aluminium alloys, pre-conditioning of electrodes should not be carried out Seam welding In the case of wide wheel seam welding, the electrode face dimensions should conform with the requirements of ISO 693 and follow similar criteria as used for spot welding, i.e. tread width equal 5 t. However, for thin wheel seam 6

8 welding, alternative electrode dimensions, i. e. electrode thickness and face dimensions, may be used by agreement between contracting parties. The welding wheels should be pre-conditioned by producing 10 rotations of weld wheel at a welding current which gives a stuck weld condition Projection welding Similar criteria may be used for the lobe limits when projection welding. In this case, projection dimensions should conform with the requirements of ISO Welding machine The need to specify machine details depends on: a) Whether the lobe is being determined to assess the weldability of a metallic material or to determine the available welding range for a particular electrode type, shape design and/or material. b) Whether the weldability lobe is to determine production conditions using a particular machine. Both the static and dynamic mechanical characteristics should be determined in accordance with the requirements of ISO 669. Machine characteristics shall be specified in accordance with the requirements of ISO 669. NOTE 1 If electrode force values are used which are near the lower end of the available force range of the machine, then the welding process can be adversely influenced by the follow up behaviour of the electrode head assembly. If electrode force levels near the top end of the available range are used, then contact errors and electrode approach are important. Similar considerations apply at extremely high values of electrode force. NOTE 2 The machine squeeze time shall be of sufficient duration to overcome electrode bounce effects and machine inertia so as to allow the electrode force to build up to 100 % of the nominal value before the welding current is initiated. 6 Welding procedure 6.1 Spot or projection welding General In producing a weldability lobe, see figure 1, electrode wear/contamination can occur due to heavy splash, mushrooming or alloying. This can have an adverse affect on the reproducibility and validity of the results, particularly when welding coated steels or aluminium and aluminium alloys. To overcome this, the following welding sequence shall be used Weldability lobe at constant electrode force The weldability lobe is constructed from a series of growth curves at constant force (see figure 1a) and shall be produced at a predetermined value of electrode force, and the specified limits are determined by varying weld current and weld time. Wherever possible, a transformer tap setting should be selected which allows the secondary welding current to be achieved using a conduction angle greater than 120. At the minimum weld time, e. g. 5 cycles when welding uncoated/coated steels, the welding current is increased progressively in order to determine the stuck weld condition or 3,5 t limit, a nominal weld diameter (e.g. weld diameter equal to 5 t) and the splash limit. The minimum welding time may be lower than 5 cycles depending on the material being welded, e. g. 3 cycles in the case of aluminium alloys. The weld time is increased sequentially, at intervals depending on the purpose of the test and the application being welded, determining the stuck weld condition, nominal weld diameter condition and the splash limits at each weld time. When welding aluminium, aluminium alloys or material with extremely poor electrode live, e. g. zinc coated and zinc aluminium alloys steels, the electrodes should be replaced at the end of each weld growth curve. The procedure to determine the weldability lobe and the weldability range at constant electrode force has the following steps: 7
 Whether the lobe is being determined to assess the weldability of a metallic material or to determine the available welding range")
9 1) Start with welding data from standards e. g. ISO/DIS 14373, WPS, recommendation or pre-tests e.g. depending of the planed work, see annex A in pren ISO ) Check and optimize data. 3) Develop the growth diagram with weld growth curve by tests. Figure 2a with the principle description of the diagram and one weld growth curve is referred to one selected weld time t 1. The tests shall be repeated by varied weld times t 1 to t 4, see figure 2b. The characterisation of the failure type gives information of the quality of the welding process and the weld. 4) Develop with the data of the cross-points for fusion defects, minimal weld diameter, 5 t weld diameter, the diameter of the splash limit and the failure types the weldability lobe at constant electrode force, see figure 2c. 5) Choose the welding current range (WCR) for your work (wide range: good presumption for a controlled process), use annex B and annex C in pren ISO Weldability lobe at constant time The weldability lobe is constructed from a series of growth curves at constant time (see figure 1b) and shall be produced at a predetermined weld time, for example 10 cycles, and the specified lobe limits are determined by varying weld current and electrode force. Using the value of electrode force generally recommended for the sheet thickness being welded, the weld current is increased progressively to determine the stuck weld condition or 3,5 t limit, the nominal weld diameter condition and the splash limit. This procedure is then repeated at values of electrode force determined by production, equipment constraints and the surface requirements of the end application. When welding aluminium or aluminium alloys, the electrodes should be replaced at the end of each weld growth curve. The procedure to determine the weldability lobe and the weldability range at constant weld time has the following steps: 1) Start with welding data from standards e. g. ISO/DIS 14373, WPS, recommendation or pre-tests e.g. depending of the planed work, see annex A in pren ISO ) Check and optimize data. 3) Develop weld growth diagram by tests. Figure 2d with the principle of the diagram and one weld growth curve is referred at constant time and one selected electrode force F 1. The tests shall be repeated by varied electrode forces F 1 to F 4, see figure 2e. The characterisation of the failure type gives information of the quality of the welding process and the weld. 4) Develop with the data of the cross-points for fusion defects, minimal weld diameter, 5 t weld diameter, the diameter of the splash limit and the failure types the weldability lobe at weld time, see figure 2f. 5) Choose the welding current range (WCR) for your work (wide range: good presumption for a controlled process), use annex B and annex C in pren ISO Seam welding In the case of seam welding, the weldability lobe defines the available welding conditions in terms of the available welding current range plotted against welding speed. A typical example is shown in figure 1c. In this case, the following shall be kept constant: Electrode force; Current programme. 8
 Develop with the data of the cross-points for fusion defects, minimal weld diameter, 5 t weld diameter, the diameter of the splash limit and the failure types the weldability lobe at constant")
10 To determine the various limits, the predetermined values of electrode force and welding speed are first set, and the welding current is increased progressively in regular steps between the stuck and splash/cracking conditions. This procedure shall be repeated at other selected welding speeds appropriate to the application being welded. The maximum welding speed occurs when there is no range between weld formation and weld splash. 7 Statistical evaluation of test results The weldability lobe shall be constructed from a minimum 4 weld growth curves (see figure 2) made at 4 specified weld times or electrode force levels. A statistical estimate of the weld growth curve should then be obtained by a regression analysis based on the pooled results of the five individual growth curves. However, any lateral shift between individual growth curves can result in a mean slope which will not follow the true gradient indicated by the individual growth curves. Consequently, each growth curve should be analysed separately and a regression analysis, based on the slope of the line values should then be carried out rather than on individual points. Stuck and splash welds shall not be included in this regression analysis. However, these points should be included in all plotted weld growth curves. 8 Report of test results The test report shall contain at least the following and be based on the format given in pren ISO : a) Welding procedure number; b) Related specification and/or drawing number; c) Material to be welded: specification number or composition; type and thickness of material; type and thickness of coating, if applicable; d) Metallurgical condition of material; e) Welding equipment; f) Top electrode particulars; Type and initial tip size; Permissible increase of tip diameter before replacement; water inlet / water outlet temperature and water flow; g) Bottom electrode particulars; Type and initial tip size; Permissible increase of tip diameter before replacement; water inlet / water outlet temperature and water flow; h) Method of cleaning material, if applicable; i) Set-up of joints; j) Sequence of welding; k) Particulars of welding conditions or machine settings; Transformer tap setting; Heat control setting (percentage heat); 9
 made at 4 specified weld times or electrode force levels.")
11 Electrode force; Pressure gauge setting; Squeeze time; Weld time; Hold time; Off time; Throat depth; Distance between electrodes; Distance between arms; Type of current; Type of current polarity; l) Routine for making test welds. 10
 Routine for making")
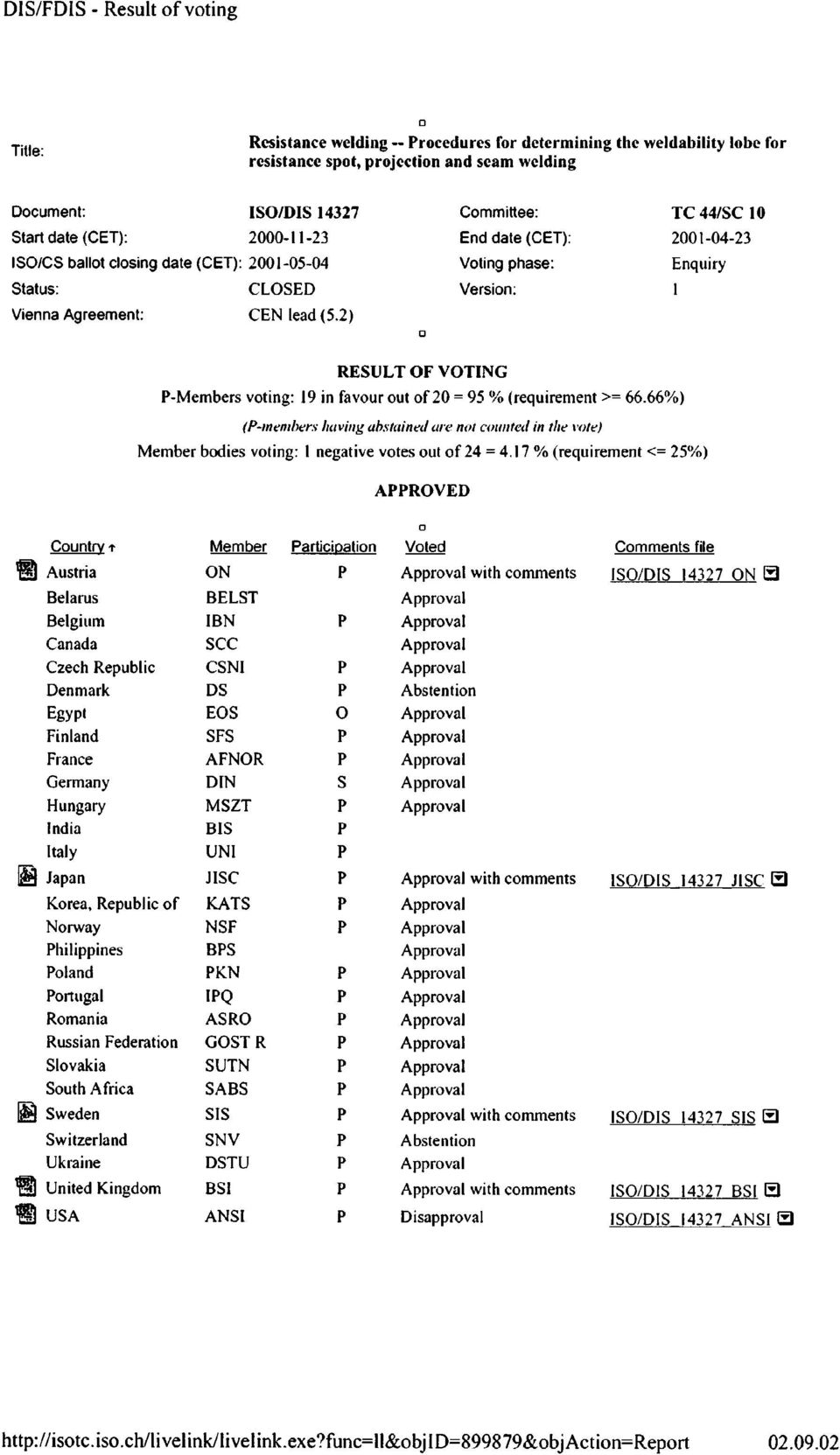
12 Key Y Weld time 2 3,5 t X Weld current 3 5 t 1 Weld diameter 4 Splash a) Spot welding Constant force Key Y Electrode force 2 5 t X Weld current 3 Splash 1 3,5 t b) Spot welding Constant weld time 11
 Spot welding Constant weld")
13 Key Y Weld current (ka) 2 Upper limit X Welding speed (m/min) 3 Start of cracking 1 Burning limit 4 Stuck weld limit c) Seam welding constant weld force Typical for zinc coated Steels Figure 1 Typical weldability lobes 12

14 Key Y weld diameter t 1 weld time X weld current interface failure 1 splash limit Ο partial plug failure 2 5 t plug failure 3 min. weld diameter splash a) Weld growth diagram by constant electrode force, weld time t 1 and varied weld current Key Y weld diameter t 1 to t 4 weld time X weld current Interface failure 1 Splash limit Ο partial plug failure 2 5 t plug failure 3 min. weld diameter splash b) Weld growth diagram by constant electrode force, weld time t 1 < t 2 < t 3 < t 4 and varied weld current 13
 Weld growth diagram by constant electrode force, weld time t 1 < t 2 < t 3 < t 4 and varied weld")
15 Key Y weld time WCR welding current range X weld current interface failure 1 fusion defect Ο partial plug failure 2 min. weld diameter plug failure 3 5 t splash 4 splash limit c) Weld time weld current weldability lobe by constant electrode force with an example for welding current range Key Y weld diameter F 1 electrode force X weld current interface failure 1 splash limit Ο partial plug failure 2 5 t plug failure 3 min. weld diameter splash d) Weld growth diagram by constant weld time, electrode force F 1 and varied weld current 14

16 Key Y weld diameter F 1 to F 4 electrode force X weld current interface failure 1 splash limit Ο partial plug failure 2 5 t plug failure 3 min. weld diameter splash e) Weld growth diagram by constant weld time, electrode force F 1 < F 2 < F 3 < F 4 and varied weld current Key Y electrode force WCR welding current range X weld current interface failure 1 fusion defect Ο partial plug failure 2 min. weld diameter plug failure 3 5 t splash 4 splash limit f) Electrode force weld current weldability lobe by constant weld time with an example for welding current range Figure 2 Diagrams for determine the weldability lobe 15
 Electrode force weld current weldability lobe by constant weld time with an example for welding")
17

18
19
20

21
22
23
24
25
26
Specification and qualification of welding procedures for metallic materials Welding procedure specification
 BRITISH STANDARD BS EN ISO 15609-1:2004 Specification and qualification of welding procedures for metallic materials Welding procedure specification Part 1: Arc welding The European Standard EN ISO 15609-1:2004
BRITISH STANDARD BS EN ISO 15609-1:2004 Specification and qualification of welding procedures for metallic materials Welding procedure specification Part 1: Arc welding The European Standard EN ISO 15609-1:2004
English Version. Fire safety storage cabinets - Part 2: Safety cabinets for pressurised gas cylinders
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 14470-2 August 2006 ICS 13.220.40; 71.040.10 English Version Fire safety storage cabinets - Part 2: Safety cabinets for pressurised gas cylinders
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 14470-2 August 2006 ICS 13.220.40; 71.040.10 English Version Fire safety storage cabinets - Part 2: Safety cabinets for pressurised gas cylinders
Installation and equipment for liquefied natural gas - Design and testing of loadinglunloading arms
 Edition: 1997-1 1-01 ldentical (IDT) with EN 1474:1997 Supersedes 1 ICS 75.200 Installation and equipment for liquefied natural gas - Design and testing of loadinglunloading arms Anlagen und Ausrüstung
Edition: 1997-1 1-01 ldentical (IDT) with EN 1474:1997 Supersedes 1 ICS 75.200 Installation and equipment for liquefied natural gas - Design and testing of loadinglunloading arms Anlagen und Ausrüstung
WINDOWS AND DOORS - WATERTIGHTNESS - TEST METHOD IRISH STANDARD I.S. EN 1027:2000. Price Code. Údarás um Chaighdeáin Náisiúnta na héireann
 IRISH STANDARD I.S. EN 1027:2000 ICS 91.060.50 National Standards Authority of Ireland Dublin 9 Ireland Tel: (01) 807 3800 Tel: (01) 807 3838 WINDOWS AND DOORS - WATERTIGHTNESS - TEST METHOD NSAI 2000
IRISH STANDARD I.S. EN 1027:2000 ICS 91.060.50 National Standards Authority of Ireland Dublin 9 Ireland Tel: (01) 807 3800 Tel: (01) 807 3838 WINDOWS AND DOORS - WATERTIGHTNESS - TEST METHOD NSAI 2000
Welding coordination Tasks and responsibilities
 BRITISH STANDARD BS EN ISO 14731:2006 Welding coordination Tasks and responsibilities The European Standard EN ISO 14731:2006 has the status of a British Standard ICS 25.160.01 BS EN ISO 14731:2006 National
BRITISH STANDARD BS EN ISO 14731:2006 Welding coordination Tasks and responsibilities The European Standard EN ISO 14731:2006 has the status of a British Standard ICS 25.160.01 BS EN ISO 14731:2006 National
Part 13: Determination of secant modulus of elasticity in compression
 ÖNORM EN 12390-13 Edition: 2013-12-15 Testing hardened concrete Part 13: Determination of secant modulus of elasticity in compression Prüfung von Festbeton Teil 13: Bestimmung des Elastizitätsmoduls unter
ÖNORM EN 12390-13 Edition: 2013-12-15 Testing hardened concrete Part 13: Determination of secant modulus of elasticity in compression Prüfung von Festbeton Teil 13: Bestimmung des Elastizitätsmoduls unter
Non-destructive testing of steel forgings - Part 2: Penetrant testing (BS EN 10228-2:1998)
") Non-destructive testing of steel forgings - Part 2: Penetrant testing (BS EN 10228-2:1998) 1 Scope This part of EN 10228 describes the method and acceptance criteria to be used for the penetrant testing
Non-destructive testing of steel forgings - Part 2: Penetrant testing (BS EN 10228-2:1998) 1 Scope This part of EN 10228 describes the method and acceptance criteria to be used for the penetrant testing
Loose steel tubes for tube and coupler scaffolds Technical delivery conditions
 BRITISH STANDARD BS Loose steel tubes for tube and coupler scaffolds Technical delivery conditions The European Standard has the status of a British Standard ICS 77.140.75; 91.220 NO COPYING WITHOUT BSI
BRITISH STANDARD BS Loose steel tubes for tube and coupler scaffolds Technical delivery conditions The European Standard has the status of a British Standard ICS 77.140.75; 91.220 NO COPYING WITHOUT BSI
VdS 2100-09en. VdS Guidelines for water extinguishing systems. Non-return valves. Requirements and test methods. VdS 2100-09en : 2011-05 (01)
") VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
COPYRIGHT Danish Standards. NOT FOR COMMERCIAL USE OR REPRODUCTION. DS/EN 1515-1:2000
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 1515-1 November 1999 ICS 21.060.10; 21.060.20; 23.040.60 English version Flanges and their joints - Bolting - Part 1: Selection of bolting Brides
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 1515-1 November 1999 ICS 21.060.10; 21.060.20; 23.040.60 English version Flanges and their joints - Bolting - Part 1: Selection of bolting Brides
English version. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 4162 2012 ICS: 49.030.20 English version Aerospace series Screws 100 countersunk normal head, offset cruciform recess, coarse tolerance normal shank,
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 4162 2012 ICS: 49.030.20 English version Aerospace series Screws 100 countersunk normal head, offset cruciform recess, coarse tolerance normal shank,
FASTENERS - ACCEPTANCE INSPECTION (ISO 3269:2000) IRISH STANDARD I.S. EN ISO 3269:2000. Price Code. Údarás um Chaighdeáin Náisiúnta na héireann
 IRISH STANDARD I.S. EN ISO 3269:2000. Price Code. Údarás um Chaighdeáin Náisiúnta na héireann") IRISH STANDARD I.S. EN ISO 3269:2000 ICS 21.060.01 National Standards Authority of Ireland Dublin 9 Ireland Tel: (01) 807 3800 Tel: (01) 807 3838 FASTENERS - ACCEPTANCE INSPECTION (ISO 3269:2000) NSAI
IRISH STANDARD I.S. EN ISO 3269:2000 ICS 21.060.01 National Standards Authority of Ireland Dublin 9 Ireland Tel: (01) 807 3800 Tel: (01) 807 3838 FASTENERS - ACCEPTANCE INSPECTION (ISO 3269:2000) NSAI
Structural steel equal and unequal leg angles
 BRITISH STANDARD BS EN 10056-2:1993 Specification for Structural steel equal and unequal leg angles Part 2: Tolerances on shape and dimensions The European Standard EN 10056-2:1993 has the status of a
BRITISH STANDARD BS EN 10056-2:1993 Specification for Structural steel equal and unequal leg angles Part 2: Tolerances on shape and dimensions The European Standard EN 10056-2:1993 has the status of a
GK Packing System Welding Instructions
 GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL [email protected], www.roxtec.de Welding instructions
GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL [email protected], www.roxtec.de Welding instructions
English version. Raised access floors
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 12825 August 2001 ICS 91.060.30 English version Raised access floors Planchers surélevés Doppelböden This European Standard was approved by CEN on
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 12825 August 2001 ICS 91.060.30 English version Raised access floors Planchers surélevés Doppelböden This European Standard was approved by CEN on
This document is a preview generated by EVS
 EESTI STANDARD EVS-EN 10263-3:2001 Steel rod, bars and wire for cold heading and cold extrusion - Part 3: Technical delivery conditions for case hardening steels Steel rod, bars and wire for cold heading
EESTI STANDARD EVS-EN 10263-3:2001 Steel rod, bars and wire for cold heading and cold extrusion - Part 3: Technical delivery conditions for case hardening steels Steel rod, bars and wire for cold heading
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION. Generated: Sergiy Papyshev Engineering. Approved: Don Prysi Manufacturing. Approved: Merzuk Ramic Quality
 IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
INTERNATIONAL HOCKEY FEDERATION PERFORMANCE REQUIREMENTS AND TEST PROCEDURES FOR HOCKEY BALLS. Published: April 1999
 INTERNATIONAL HOCKEY FEDERATION PERFORMANCE REQUIREMENTS AND TEST PROCEDURES FOR HOCKEY BALLS Published: April 1999 CONTENTS 1 Introduction 2 Test Procedures General 3 Standards and Specific Test Procedures
INTERNATIONAL HOCKEY FEDERATION PERFORMANCE REQUIREMENTS AND TEST PROCEDURES FOR HOCKEY BALLS Published: April 1999 CONTENTS 1 Introduction 2 Test Procedures General 3 Standards and Specific Test Procedures
SMARTY 160 POWER page 4-5 SMARTY 180 / 220 XL page 4-6 SMARTY TX 250 page 4-7. SMARTY TX 160 Alu page 4-8 SMARTY TX 220 Alu page 4-9
 CHAPTER TIG welding Introduction pages - & - WELDING POWER SOURCES DC power sources SMARTY 60 POWER page -5 SMARTY 80 / 0 XL page -6 SMARTY TX 50 page -7 AC/DC power sources SMARTY TX 60 Alu page -8 SMARTY
CHAPTER TIG welding Introduction pages - & - WELDING POWER SOURCES DC power sources SMARTY 60 POWER page -5 SMARTY 80 / 0 XL page -6 SMARTY TX 50 page -7 AC/DC power sources SMARTY TX 60 Alu page -8 SMARTY
This document is a preview generated by EVS
 EESTI STANDARD EVS-EN 10226-1:2004 Pipe threads where pressure tight joints are made on the threads - Part 1 : Taper external threads and parallel internal threads - Dimensions, tolerances and designation
EESTI STANDARD EVS-EN 10226-1:2004 Pipe threads where pressure tight joints are made on the threads - Part 1 : Taper external threads and parallel internal threads - Dimensions, tolerances and designation
Steel tubes for precision applications Technical delivery conditions
 BRITISH STANDARD BS EN 10305-4:2003 Steel tubes for precision applications Technical delivery conditions Part 4: Seamless cold drawn tubes for hydraulic and pneumatic power systems The European Standard
BRITISH STANDARD BS EN 10305-4:2003 Steel tubes for precision applications Technical delivery conditions Part 4: Seamless cold drawn tubes for hydraulic and pneumatic power systems The European Standard
TARIFF CODE and updates standard
 TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
Metal Pressfitting Pipe Systems
 VdS Guidelines for water extinguishing systems VdS 2100-26-3en Requirements and test methods Part 3: Additional provisions for Pipe Systems made of galvanized steel VdS 2100-26-3en : 2012-04 (01) Publishing
VdS Guidelines for water extinguishing systems VdS 2100-26-3en Requirements and test methods Part 3: Additional provisions for Pipe Systems made of galvanized steel VdS 2100-26-3en : 2012-04 (01) Publishing
ÖNORM EN 1504-8. The European Standard EN 1504-8 has the status of an Austrian Standard. Edition: 2005-02-01. Standards group B
 ÖNORM EN 1504-8 Edition: 2005-02-01 Standards group B Identical (IDT) with EN 1504-8:2004 ICS 91.080.40 Products and systems for the protection and repair of concrete structures Definitions, requirements,
ÖNORM EN 1504-8 Edition: 2005-02-01 Standards group B Identical (IDT) with EN 1504-8:2004 ICS 91.080.40 Products and systems for the protection and repair of concrete structures Definitions, requirements,
TECHNICAL SPECIFICATION FOR PROJECTION WELDING MACHINE (Qty. 2 Nos.)
") TECHNICAL SPECIFICATION FOR PROJECTION WELDING MACHINE (Qty. 2 Nos.) 1. Requirement: Two (02) Nos. DC Type, 3 phase, 3 wire Projection Welding Machine is required for welding of ventilation M.S. / Stainless
TECHNICAL SPECIFICATION FOR PROJECTION WELDING MACHINE (Qty. 2 Nos.) 1. Requirement: Two (02) Nos. DC Type, 3 phase, 3 wire Projection Welding Machine is required for welding of ventilation M.S. / Stainless
Ultrasonic Reference Blocks
 Ultrasonic Reference Blocks Custom and Standard Test Blocks for Nondestructive Testing Introduction 3 IIW Type 1 Calibration Block 4 Miniature Angle Beam (ROMPAS) Calibration Block 4 Distance Calibration
Ultrasonic Reference Blocks Custom and Standard Test Blocks for Nondestructive Testing Introduction 3 IIW Type 1 Calibration Block 4 Miniature Angle Beam (ROMPAS) Calibration Block 4 Distance Calibration
Chapter 31. Solid-State Welding Processes
 Chapter 31 Solid-State Welding Processes Roll Bonding Figure 31.1 Schematic illustration of the roll bonding or cladding process. Ultrasonic Welding Figure 31.2 (a) Components of an ultrasonic welding
Chapter 31 Solid-State Welding Processes Roll Bonding Figure 31.1 Schematic illustration of the roll bonding or cladding process. Ultrasonic Welding Figure 31.2 (a) Components of an ultrasonic welding
NEW SIX-SEALS CUTTING RING. INTERNATIONAL INDUSTRIAL PATENT Nr. 864061 of the 10/03/99 FLANKS AND DOES NOT REPLACE THE STANDARD RING CURRENTLY IN USE
 B4 NEW SIX-SEALS CUTTING RING. INTERNATIONAL INDUSTRIAL PATENT Nr. 864061 of the 10/03/99 FLANKS AND DOES NOT REPLACE THE STANDARD RING CURRENTLY IN USE AVAILABLE IN CARBON AND STAINLESS STEEL 23 THEORY
B4 NEW SIX-SEALS CUTTING RING. INTERNATIONAL INDUSTRIAL PATENT Nr. 864061 of the 10/03/99 FLANKS AND DOES NOT REPLACE THE STANDARD RING CURRENTLY IN USE AVAILABLE IN CARBON AND STAINLESS STEEL 23 THEORY
Outdoor furniture Seating and tables for camping, domestic and contract use
 BRITISH STANDARD BS EN 581-1:2006 Outdoor furniture Seating and tables for camping, domestic and contract use Part 1: General safety requirements The European Standard EN 581-1:2006 has the status of a
BRITISH STANDARD BS EN 581-1:2006 Outdoor furniture Seating and tables for camping, domestic and contract use Part 1: General safety requirements The European Standard EN 581-1:2006 has the status of a
Typical TIG-plasma solutions
 Typical -plasma solutions 2228-005 2003-670 Boilers maker solutions 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Pipework solutions or plasma welded
Typical -plasma solutions 2228-005 2003-670 Boilers maker solutions 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Pipework solutions or plasma welded
DEUTSCHE NORM June 2003. Plastics Determination of flexural properties (ISO 178 : 2001) English version of DIN EN ISO 178
 English version of DIN EN ISO 178") DEUTSCHE NORM June 2003 Plastics Determination of flexural properties (ISO 178 : 2001) English version of DIN EN ISO 178 { EN ISO 178 ICS 83.080.01 Kunststoffe Bestimmung der Biegeeigenschaften (ISO 178
DEUTSCHE NORM June 2003 Plastics Determination of flexural properties (ISO 178 : 2001) English version of DIN EN ISO 178 { EN ISO 178 ICS 83.080.01 Kunststoffe Bestimmung der Biegeeigenschaften (ISO 178
English version Version Française Deutsche Fassung
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN ISO 2861:21/AC August 213 Août 213 August 213 ICS 17.4.1 English version Version Française Deutsche Fassung Geometrical product specifications (GPS)
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN ISO 2861:21/AC August 213 Août 213 August 213 ICS 17.4.1 English version Version Française Deutsche Fassung Geometrical product specifications (GPS)
FINAL DRAFT FprEN 13381-2
 EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM FINAL DRAFT FprEN 13381-2 April 2014 ICS 13.220.50 Will supersede ENV 13381-2:2002 English Version Test methods for determining the contribution to the
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM FINAL DRAFT FprEN 13381-2 April 2014 ICS 13.220.50 Will supersede ENV 13381-2:2002 English Version Test methods for determining the contribution to the
ÖNORM EN 1643. Valve proving systems for automatic shut-off valves for gas burners and gas appliances
 ÖNORM EN 1643 Edition: 2001-01-01 Standards groups H and M Identical (IDT) with ICS 23.060.20 Valve proving systems for automatic shut-off valves for gas burners and gas appliances Ventilüberwachungssysteme
ÖNORM EN 1643 Edition: 2001-01-01 Standards groups H and M Identical (IDT) with ICS 23.060.20 Valve proving systems for automatic shut-off valves for gas burners and gas appliances Ventilüberwachungssysteme
ASTM A860/A860M-09 Standard Specification for Wrought High Strength. Ferritic Steel Butt Welding Fittings. 1. Scope :- 2. Reference Documents :-
 Standard Specification for Wrought High Strength Ferritic Steel Butt Welding Fittings 1. Scope :- 1.1 This specification covers wrought high strength ferritic steel butt-welding fitting of seamless and
Standard Specification for Wrought High Strength Ferritic Steel Butt Welding Fittings 1. Scope :- 1.1 This specification covers wrought high strength ferritic steel butt-welding fitting of seamless and
A COMPARISON OF AC TO INVERTER DC RESISTANCE SPOT WELDING AND THE EFFECTS ON DUAL-PHASE 600
 A COMPARISON OF AC TO INVERTER DC RESISTANCE SPOT WELDING AND THE EFFECTS ON DUAL-PHASE 600 Kurt Hofman, Mike Soter, Charles Orsette, Shawn Villaire, and Matt Prokator RoMan Engineering Services Inc. Abstract
A COMPARISON OF AC TO INVERTER DC RESISTANCE SPOT WELDING AND THE EFFECTS ON DUAL-PHASE 600 Kurt Hofman, Mike Soter, Charles Orsette, Shawn Villaire, and Matt Prokator RoMan Engineering Services Inc. Abstract
EN 13445-4:2002 (E) Issue 1 (2002-05)
 Issue 1 (2002-05)") Issue 1 (2002-05) 8.4.4 Impact test...26 8.4.5 Bend test...26 8.4.6 Macro examination...27 8.4.7 Micro examination...27 8.4.8 Hardness test...27 8.4.9 Retests...27 8.4.10 Test report...28 9 Forming of
Issue 1 (2002-05) 8.4.4 Impact test...26 8.4.5 Bend test...26 8.4.6 Macro examination...27 8.4.7 Micro examination...27 8.4.8 Hardness test...27 8.4.9 Retests...27 8.4.10 Test report...28 9 Forming of
PROPERTIES OF MATERIALS
 1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
1 PROPERTIES OF MATERIALS 1.1 PROPERTIES OF MATERIALS Different materials possess different properties in varying degree and therefore behave in different ways under given conditions. These properties
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes
 JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
Non-destructive testing Ð Ultrasonic examination
 BRITISH STANDARD BS EN 583-3 : 1997 The European Standard has the status of a British Standard ICS 19.100 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Non-destructive testing
BRITISH STANDARD BS EN 583-3 : 1997 The European Standard has the status of a British Standard ICS 19.100 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Non-destructive testing
Aluminium and aluminium alloys Ð Extruded rod/bar, tube and profiles Ð
 BRITISH STANDARD BS EN 755-7:1998 The European Standard has the status of a British Standard ICS 23.4.15; 77.15.1 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Aluminium and aluminium
BRITISH STANDARD BS EN 755-7:1998 The European Standard has the status of a British Standard ICS 23.4.15; 77.15.1 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Aluminium and aluminium
EJOT Spiralform. The thread formers for metal. EJOT The Quality Connection
 EJOT Spiralform The thread formers for metal EJOT The Quality Connection Imprint Editor: EJOT GmbH & Co. KG Industrial Fasteners Division D 57319 Bad Berleburg Layout and Realisation: EJOT GmbH & Co. KG
EJOT Spiralform The thread formers for metal EJOT The Quality Connection Imprint Editor: EJOT GmbH & Co. KG Industrial Fasteners Division D 57319 Bad Berleburg Layout and Realisation: EJOT GmbH & Co. KG
Quality requirements for fusion welding of metallic materials
 BRITISH STANDARD BS EN ISO 3834-2:2005 Quality requirements for fusion welding of metallic materials Part 2: Comprehensive quality requirements The European Standard EN ISO 3834-2:2005 has the status of
BRITISH STANDARD BS EN ISO 3834-2:2005 Quality requirements for fusion welding of metallic materials Part 2: Comprehensive quality requirements The European Standard EN ISO 3834-2:2005 has the status of
SOLDERING PROCEDURE SPECIFICATIONS PROCEDURE QUALIFICATION RECORDS. and SOLDERER PERFORMANCE QUALIFICATION RECORDS
 SOLDERING PROCEDURE SPECIFICATIONS PROCEDURE QUALIFICATION RECORDS and SOLDERER PERFORMANCE QUALIFICATION RECORDS COPPER DEVELOPMENT ASSOCIATION INC. 260 Madison Avenue New York, NY 10016 (212) 251-7200
SOLDERING PROCEDURE SPECIFICATIONS PROCEDURE QUALIFICATION RECORDS and SOLDERER PERFORMANCE QUALIFICATION RECORDS COPPER DEVELOPMENT ASSOCIATION INC. 260 Madison Avenue New York, NY 10016 (212) 251-7200
ENGLISH FORK GUIDE 2013
 FORK GUIDE 2013 ENGLISH 1 With a brand which is synonymous with specialists in forest products handling attachments, BOLZONI AURAMO offers its expertise and market leading attachments for all requirements,
FORK GUIDE 2013 ENGLISH 1 With a brand which is synonymous with specialists in forest products handling attachments, BOLZONI AURAMO offers its expertise and market leading attachments for all requirements,
Steel radiators Quality assessment RAL-GZ 618
 Steel radiators Quality assessment RAL-GZ 618 June 2007 edition DEUTSCHES INSTITUT FÜR GÜTESICHERUNG UND KENNZEICHNUNG E.V. Published by RAL Deutsches Institut für Gütesicherung und Kennzeichnung e.v.
Steel radiators Quality assessment RAL-GZ 618 June 2007 edition DEUTSCHES INSTITUT FÜR GÜTESICHERUNG UND KENNZEICHNUNG E.V. Published by RAL Deutsches Institut für Gütesicherung und Kennzeichnung e.v.
ISO 13845 INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 13845 First edition 2000-04-15 Plastics piping systems Elastomeric-sealing-ring-type socket joints for use with unplasticized poly(vinyl chloride) (PVC-U) pipes Test method for
INTERNATIONAL STANDARD ISO 13845 First edition 2000-04-15 Plastics piping systems Elastomeric-sealing-ring-type socket joints for use with unplasticized poly(vinyl chloride) (PVC-U) pipes Test method for
Krav til sikkerhed for sekundære batterier og installationer af batterier Del 2: Stationære batterier
 Dansk standard DS/EN 50272-2 1. udgave 2001-08-10 Krav til sikkerhed for sekundære batterier og installationer af batterier Del 2: Stationære batterier Safety requirements for secondary batteries and battery
Dansk standard DS/EN 50272-2 1. udgave 2001-08-10 Krav til sikkerhed for sekundære batterier og installationer af batterier Del 2: Stationære batterier Safety requirements for secondary batteries and battery
A World Class Manufacturer of Induction Bends
 A World Class Manufacturer of Induction Bends COFELY FABRICOM BENDING A leading position in bending High Flexibility and Close Tolerances As a world leading manufacturer of pipe bends, produced by induction
A World Class Manufacturer of Induction Bends COFELY FABRICOM BENDING A leading position in bending High Flexibility and Close Tolerances As a world leading manufacturer of pipe bends, produced by induction
Solid shape molding is not desired in injection molding due to following reasons.
 PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
Australian/New Zealand Standard
 AS/NZS ISO 3834.5:2008 ISO 3834-5:2005 AS/NZS ISO 3834.5:2008 Australian/New Zealand Standard Quality requirements for fusion welding of metallic materials Part 5: Documents with which it is necessary
AS/NZS ISO 3834.5:2008 ISO 3834-5:2005 AS/NZS ISO 3834.5:2008 Australian/New Zealand Standard Quality requirements for fusion welding of metallic materials Part 5: Documents with which it is necessary
AISI O1 Cold work tool steel
 T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
STANDARDS FOR THE MATERIALS
 STANDARDILUETTELO 1(15) Kpl Standardin numero STANDARDS FOR THE MATERIALS 1 EN 10204 2004-10 Metallic products.types of inspection documents 2 EN 10079 1992-10 Definition of steel products 3 EN 10027-1
STANDARDILUETTELO 1(15) Kpl Standardin numero STANDARDS FOR THE MATERIALS 1 EN 10204 2004-10 Metallic products.types of inspection documents 2 EN 10079 1992-10 Definition of steel products 3 EN 10027-1
Hot rolled products of structural steels
 BRITISH STANDARD BS EN 10025-6:2004 +A1:2009 Hot rolled products of structural steels Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and
BRITISH STANDARD BS EN 10025-6:2004 +A1:2009 Hot rolled products of structural steels Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and
EUROPEAN STANDARDS PERSONAL PROTECTIVE CLOTHING FOR FLAME RESISTANT. Alexander Gstettner, Lenzing AG Austria
 EUROPEAN STANDARDS FOR FLAME RESISTANT PERSONAL PROTECTIVE CLOTHING Alexander Gstettner, Lenzing AG Austria W a t e r How are the standards organized? A 1 Testing Methods Standards specifiying performance
EUROPEAN STANDARDS FOR FLAME RESISTANT PERSONAL PROTECTIVE CLOTHING Alexander Gstettner, Lenzing AG Austria W a t e r How are the standards organized? A 1 Testing Methods Standards specifiying performance
Think precision, Think HSS REAMING
 Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
Metallic products Types of inspection documents
 BRITISH STANDARD BS EN 10204:2004 Metallic products Types of inspection documents The European Standard EN 10204:2004 has the status of a British Standard ICS 01.110; 77.080.01; 77.120.01 BS EN 10204:2004
BRITISH STANDARD BS EN 10204:2004 Metallic products Types of inspection documents The European Standard EN 10204:2004 has the status of a British Standard ICS 01.110; 77.080.01; 77.120.01 BS EN 10204:2004
Seawater corrosion resistant piping systems for large diameters up to 100 / 2.5 metres O.D.
 OSNA -10 Copper-Nickel Lined Pipes Seawater corrosion resistant piping systems for large diameters up to 100 / 2.5 metres O.D. KME Germany AG & Co. KG Copper-Nickel Lined Pipes [GB] Member of the KME Group
OSNA -10 Copper-Nickel Lined Pipes Seawater corrosion resistant piping systems for large diameters up to 100 / 2.5 metres O.D. KME Germany AG & Co. KG Copper-Nickel Lined Pipes [GB] Member of the KME Group
Sheet Metal Shearing & Bending
 Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
MARKING CODES FOR RESISTORS AND CAPACITORS (IEC 60062:2004) IRISH STANDARD I.S. EN 60062:2005. Price Code. Údarás um Chaighdeáin Náisiúnta na héireann
 IRISH STANDARD I.S. EN 60062:2005. Price Code. Údarás um Chaighdeáin Náisiúnta na héireann") IRISH STANDARD I.S. EN 60062:2005 ICS 31.020 National Standards Authority of Ireland Glasnevin, Dublin 9 Ireland Tel: +353 1 807 3800 Fax: +353 1 807 3838 http://www.nsai.ie MARKING CODES FOR RESISTORS
IRISH STANDARD I.S. EN 60062:2005 ICS 31.020 National Standards Authority of Ireland Glasnevin, Dublin 9 Ireland Tel: +353 1 807 3800 Fax: +353 1 807 3838 http://www.nsai.ie MARKING CODES FOR RESISTORS
Description of mechanical properties
 ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
AMPSEAL* Automotive Plug Connector and Header Assembly
 AMPSEAL* Automotive Plug Connector and Header Assembly Application Specification 24 SEP 97 Rev E All dimensions are given in millimeters unless otherwise specified. All dimensional tolerances are +0.2
AMPSEAL* Automotive Plug Connector and Header Assembly Application Specification 24 SEP 97 Rev E All dimensions are given in millimeters unless otherwise specified. All dimensional tolerances are +0.2
European Technical Approval ETA-12/0500
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
European Welding Standards
 European Welding Standards John Dyson 15 th March 2004 European Standards Harmonised Standards Not all EN Standards are Harmonised, only those that are considered to satisfy relevant ESRs in product directives.
European Welding Standards John Dyson 15 th March 2004 European Standards Harmonised Standards Not all EN Standards are Harmonised, only those that are considered to satisfy relevant ESRs in product directives.
Test Report No. C829QPEN
 Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Tel +41 55 222 48 21, Fax +41 55 222 48 44 www.solarenergy.ch Ordered by: Westech Components Wuxi Co.,
Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Tel +41 55 222 48 21, Fax +41 55 222 48 44 www.solarenergy.ch Ordered by: Westech Components Wuxi Co.,
Butt Fusion Welding of HDPE Pipes Work Procedure
 Butt Fusion Welding of HDPE Pipes Work Procedure A pipeline is as good as its weakest point. Accordingly it is not only important that quality pipes and components are used in a piping system, but also
Butt Fusion Welding of HDPE Pipes Work Procedure A pipeline is as good as its weakest point. Accordingly it is not only important that quality pipes and components are used in a piping system, but also
Chapter 5 - Aircraft Welding
 Chapter 5 - Aircraft Welding Chapter 5 Section A Study Aid Questions Fill in the Blanks 1. There are 3 types of welding:, and, welding. 2. The oxy acetylene flame, with a temperature of Fahrenheit is produced
Chapter 5 - Aircraft Welding Chapter 5 Section A Study Aid Questions Fill in the Blanks 1. There are 3 types of welding:, and, welding. 2. The oxy acetylene flame, with a temperature of Fahrenheit is produced
DRAFT AMENDMENT ISO 8637:2010/DAM 1 2011-12-20 2012-05-20
 DRAFT AMENDMENT ISO 8637:2010/DAM 1 ISO/TC 150/SC 2 Secretariat: ANSI Voting begins on Voting terminates on 2011-12-20 2012-05-20 INTERNATIONAL ORGANIZATION FOR STANDARDIZATION МЕЖДУНАРОДНАЯ ОРГАНИЗАЦИЯ
DRAFT AMENDMENT ISO 8637:2010/DAM 1 ISO/TC 150/SC 2 Secretariat: ANSI Voting begins on Voting terminates on 2011-12-20 2012-05-20 INTERNATIONAL ORGANIZATION FOR STANDARDIZATION МЕЖДУНАРОДНАЯ ОРГАНИЗАЦИЯ
This document is a preview generated by EVS
 EESTI STANDARD EVS-EN 927-6:2006 Paints and varnishes - Coating materials and coating systems for exterior wood - Part 6: Exposure of wood coatings to artificial weathering using fluorescent UV lamps and
EESTI STANDARD EVS-EN 927-6:2006 Paints and varnishes - Coating materials and coating systems for exterior wood - Part 6: Exposure of wood coatings to artificial weathering using fluorescent UV lamps and
DRAFT ÖNORM EN ISO 22476-9
 DRAFT ÖNORM EN ISO 22476-9 Edition: 2009-11-15 Geotechnical investigation and testing Field testing Part 9: Field vane test (ISO/DIS 22476-9:2009) Geotechnische Erkundung und Untersuchung Felduntersuchungen
DRAFT ÖNORM EN ISO 22476-9 Edition: 2009-11-15 Geotechnical investigation and testing Field testing Part 9: Field vane test (ISO/DIS 22476-9:2009) Geotechnische Erkundung und Untersuchung Felduntersuchungen
Emergency safety showers Part 3: Body showers for production and logistic sites
 Date: 2008 February DIN 12899-3 Emergency safety showers Part 3: Body showers for production and logistic sites Sicherheitsnotduschen Teil 3: Körperduschen für Betriebe und Umschlaganlagen Douches de sécurité
Date: 2008 February DIN 12899-3 Emergency safety showers Part 3: Body showers for production and logistic sites Sicherheitsnotduschen Teil 3: Körperduschen für Betriebe und Umschlaganlagen Douches de sécurité
Thermocline Management of Stratified Tanks for Heat Storage
 Thermocline Management of Stratified Tanks for Heat Storage M.R.W. Walmsley, M. J. Atkins, J. Riley Energy Research Group, Department of Engineering, University of Waikato Hamilton, NZ Stratified tanks
Thermocline Management of Stratified Tanks for Heat Storage M.R.W. Walmsley, M. J. Atkins, J. Riley Energy Research Group, Department of Engineering, University of Waikato Hamilton, NZ Stratified tanks
SECTION 15076 CEMENT-MORTAR LINED AND COATED STEEL PIPE
 SECTION 15076 CEMENT-MORTAR LINED AND COATED (CML&C) STEEL PIPE PART 1 GENERAL 1.01 DESCRIPTION This section designates the requirements for steel pipe fabrication, test in shop, installation of steel
SECTION 15076 CEMENT-MORTAR LINED AND COATED (CML&C) STEEL PIPE PART 1 GENERAL 1.01 DESCRIPTION This section designates the requirements for steel pipe fabrication, test in shop, installation of steel
Application of Welding Standards in Hong Kong. S. K. Babu Laboratory Manager - Foundation Techniques Ltd
 Application of Welding Standards in Hong Kong S. K. Babu Laboratory Manager - Foundation Techniques Ltd Introduction: This paper summarizes the current welding standards practiced in Hong Kong & also outlines
Application of Welding Standards in Hong Kong S. K. Babu Laboratory Manager - Foundation Techniques Ltd Introduction: This paper summarizes the current welding standards practiced in Hong Kong & also outlines
Field Welding Inspection Guide
 Field Welding Inspection Guide Assistance in interpretation of any specification or questions concerning field welding issues can be obtained from the Office of Materials Management, Structural Welding
Field Welding Inspection Guide Assistance in interpretation of any specification or questions concerning field welding issues can be obtained from the Office of Materials Management, Structural Welding
Explosion proof enclosures
 1 of 7 Explosion proof enclosures DE8 C 2 of 7 The Ex d enclosures are rugged and designed for harsh environment like: Oil and gas industry Chemical industry Pharmaceutical industry Agribusiness Without
1 of 7 Explosion proof enclosures DE8 C 2 of 7 The Ex d enclosures are rugged and designed for harsh environment like: Oil and gas industry Chemical industry Pharmaceutical industry Agribusiness Without
Conceptual Design of Buildings (Course unit code 1C2)
") (Course unit code 1C2) Module C Design of Steel Members J.P. Jaspart (University of Liège) 520121-1-2011-1-CZ-ERA MUNDUS-EMMC Bolts are the main type of fasteners used in steel joints. The main geometrical
(Course unit code 1C2) Module C Design of Steel Members J.P. Jaspart (University of Liège) 520121-1-2011-1-CZ-ERA MUNDUS-EMMC Bolts are the main type of fasteners used in steel joints. The main geometrical
Alternative Steel Materials to BS 5950
 BC 1: 2008 Design Guide on Use of Alternative Steel Materials to BS 5950 BCA Sustainable Construction Series 3 The education and research arm of the Building and Construction Authority 200 Braddell Road
BC 1: 2008 Design Guide on Use of Alternative Steel Materials to BS 5950 BCA Sustainable Construction Series 3 The education and research arm of the Building and Construction Authority 200 Braddell Road
SERIES NG 1800 STRUCTURAL STEELWORK
 MANUAL OF CONTRACT DOCUMENTS FOR HIGHWAY WORKS VOLUME 2 NOTES FOR GUIDANCE ON THE SPECIFICATION FOR HIGHWAY WORKS SERIES NG 1800 STRUCTURAL STEELWORK Contents Clause Title Page NG 1800 (08/14) General
MANUAL OF CONTRACT DOCUMENTS FOR HIGHWAY WORKS VOLUME 2 NOTES FOR GUIDANCE ON THE SPECIFICATION FOR HIGHWAY WORKS SERIES NG 1800 STRUCTURAL STEELWORK Contents Clause Title Page NG 1800 (08/14) General
JIS G3445 Carbon steel tubes for machine structural purposes
 JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
EUROPEAN STANDARD DRAFT NORME EUROPÉENNE pren 13474-3 EUROPÄISCHE NORM October 2009
 CEN/TC129/WG8 N258E EUROPEAN STANDARD DRAFT NORME EUROPÉENNE pren 13474-3 EUROPÄISCHE NORM October 2009 ICS Descriptors : English version Glass in building - Determination of the strength of glass panes
CEN/TC129/WG8 N258E EUROPEAN STANDARD DRAFT NORME EUROPÉENNE pren 13474-3 EUROPÄISCHE NORM October 2009 ICS Descriptors : English version Glass in building - Determination of the strength of glass panes
American Petroleum Institute Purchasing Guidelines Purchase API Spec 5CT online at www.api.org/publications
 API Specification 5CT ISO 11960:2011 Petroleum and natural gas industries Steel pipes for use as casing or tubing for wells 9th Edition, June 2011 Table of Contents 1.0 Product 1.1 Products 1.2 Casing
API Specification 5CT ISO 11960:2011 Petroleum and natural gas industries Steel pipes for use as casing or tubing for wells 9th Edition, June 2011 Table of Contents 1.0 Product 1.1 Products 1.2 Casing
Check-list for auditors. Audit visit at candidate registered laboratories
 Check-list for auditors Audit visit at candidate registered laboratories 1 Contents Introduction Laboratory documentation required by the standard(s), available for inspection by the auditor Items to be
Check-list for auditors Audit visit at candidate registered laboratories 1 Contents Introduction Laboratory documentation required by the standard(s), available for inspection by the auditor Items to be
INDIAN STANDARDS (BIS) ON WELDING
 ON WELDING") ** IS 82:957 Glossary of terms relating to welding and cutting of Sep 2008 metals 2 IS 83:986 Scheme of symbols for welding (revised) Sep 2008 3 IS 84:2004 Covered electrodes for manual metal arc welding
** IS 82:957 Glossary of terms relating to welding and cutting of Sep 2008 metals 2 IS 83:986 Scheme of symbols for welding (revised) Sep 2008 3 IS 84:2004 Covered electrodes for manual metal arc welding
Premium Tubular Solutions Super Duplex Welded Tubes for Umbilical Applications
 Premium Tubular Solutions Super Duplex Welded Tubes for Umbilical Applications Premium Tubular Solutions Innovative Tubes for Umbilical Applications Over 35 years of experience in Premium welded t ubular
Premium Tubular Solutions Super Duplex Welded Tubes for Umbilical Applications Premium Tubular Solutions Innovative Tubes for Umbilical Applications Over 35 years of experience in Premium welded t ubular
Reference in RID/ADR (restructured) to published standards and standards in preparation at CEN TC 23/256/261/268/286/296
 to published standards and standards in preparation at CEN TC 23/256/261/268/286/296") Attachment 2 to quarterly report of CEN Consultant ADR/RID Reference in RID/ADR (restructured) to published standards and standards in preparation at CEN TC 23/256/261/268/286/296 Notes: the standards
Attachment 2 to quarterly report of CEN Consultant ADR/RID Reference in RID/ADR (restructured) to published standards and standards in preparation at CEN TC 23/256/261/268/286/296 Notes: the standards
DRAFT ÖNORM EN ISO 11986
 DRAFT ÖNORM EN ISO 11986 Edition: 2009-10-01 Ophthalmic optics Contact lenses and contact lens care products Determination of preservative uptake and release (ISO/DIS 11986:2009) Augenoptik Kontaktlinsen
DRAFT ÖNORM EN ISO 11986 Edition: 2009-10-01 Ophthalmic optics Contact lenses and contact lens care products Determination of preservative uptake and release (ISO/DIS 11986:2009) Augenoptik Kontaktlinsen
High-strength and ultrahigh-strength. Cut sheet from hot-rolled steel strip and heavy plate. voestalpine Steel Division www.voestalpine.
 High-strength and ultrahigh-strength TM steels Cut sheet from hot-rolled steel strip and heavy plate Josef Elmer, Key account manager voestalpine Steel Division www.voestalpine.com/steel Weight savings
High-strength and ultrahigh-strength TM steels Cut sheet from hot-rolled steel strip and heavy plate Josef Elmer, Key account manager voestalpine Steel Division www.voestalpine.com/steel Weight savings