Scale Inhibition in Desalination Applications: An Overview
|
|
|
- Francis Nash
- 9 years ago
- Views:
Transcription
1 NACE Scale Inhibition in Desalination Applications: An Overview Zahid Amjad, PhD Noveon, Inc. (formerly BFGoodrich Performance Materials) 9911 Brecksville Road Cleveland, Ohio USA ABSTRACT Desalination is a process in which dissolved impurities are removed from water. Three processes commonly employed include: distillation, electrodialysis, and reverse osmosis. This paper provides a general discussion of various desalination processes including advantages and disadvantages of each, performance comparisons, and problems encountered in the operation of the process. An in-depth discussion of fouling by mineral scales, colloidal matter, and metal hydroxides is also included. The role of the foulant control agent in treating a desalination system is also presented. Basic chemistry and efficacy of the individual scale inhibitors is summarized. KEY WORDS: Antiscalant, Desalination, Dispersant, Distillation, Electrodialysis, Membranes, Reverse Osmosis, Scaling INTRODUCTION Water is the wellspring of life. It is the most important liquid in the world to maintaining the plant and animal life. It fills lakes, streams, the vast oceans, and flows under the ground. Water is a remarkable chemical, an excellent solvent capable of dissolving, to varying degrees, almost anything with which it comes in contact. Water picks up suspended matter as it runs across the ground and absorbs gases from the atmosphere. Impurities in the water come from many sources. It is important to understand the role of these impurities in desalination processes. This chapter presents an overview of scale inhibition in desalination processes. It starts with a brief introduction of various desalination processes, types and performance expectations, and comparative analysis of the desalination techniques. This is followed by a detailed presentation on types of foulants encountered in desalination processes and their effects on process performance. The last section deals with the application of pretreatment chemicals to prevent the deposition of foulants on heat exchanger and membrane surfaces.

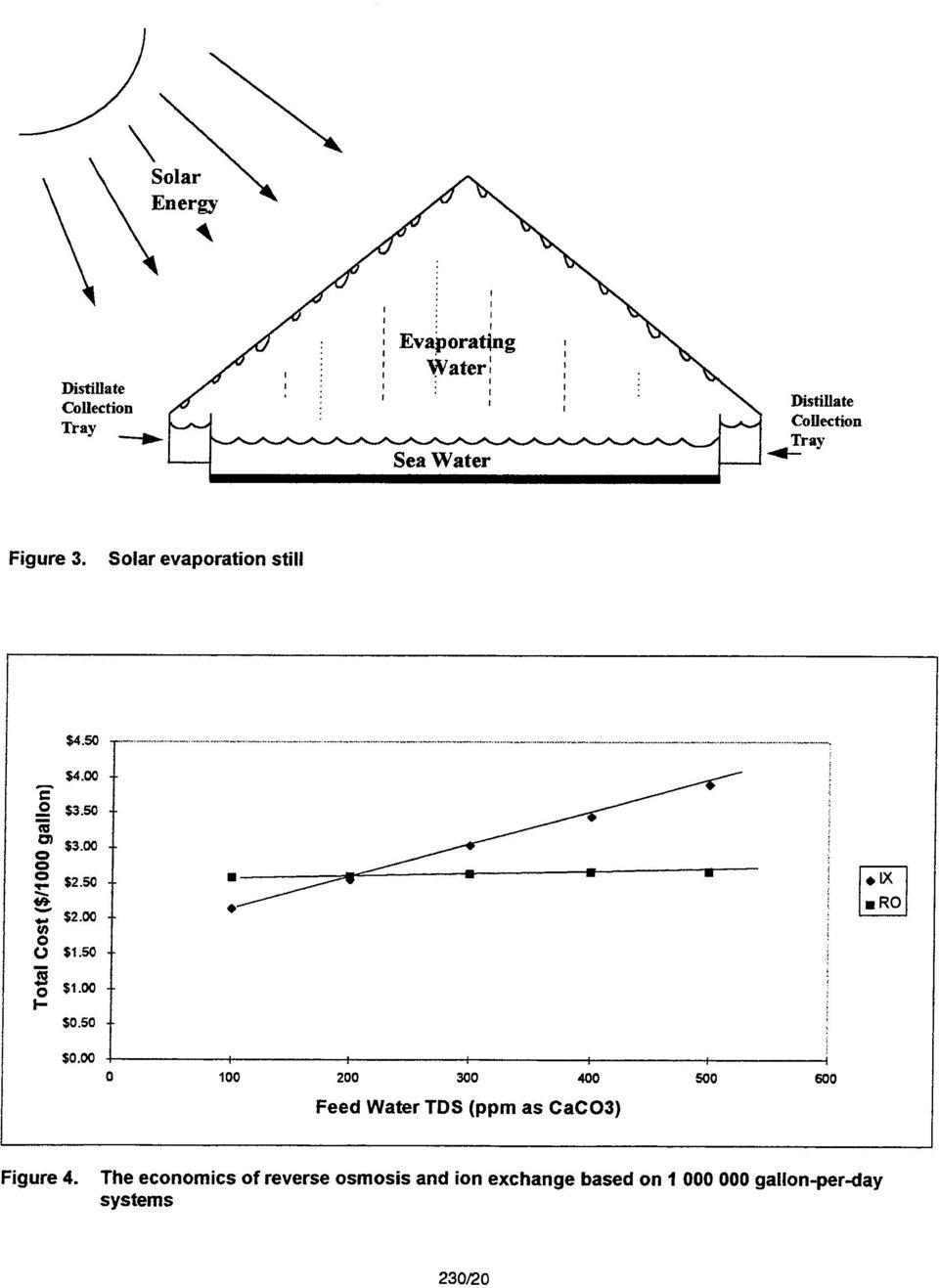
2 OVERVIEW OF DESALINATION PROCESSES Water may be purified by a number of desalination techniques in which the dissolved impurities are removed from water or, more correctly, pure water is removed from the impurities. Feed waters suitable for desalination are generally classified into four categories namely: sea water, brackish water (a mixture of sea water and fresh water), surface water, and ground water. Sea water is highly corrosive to iron pipes because of the high dissolved salt concentrations, especially sodium chloride which accounts for 60 to 70% of the total dissolved solids (TDS). River, lake, and pond waters may be classified as surface waters. Surface waters contain high levels of dissolved gases, such as carbon dioxide and oxygen, and suspended matter, both organic and inorganic in nature. Among the dissolved solids commonly seen in surface water are salts of calcium, magnesium, sodium, and aluminum. Clay, silt, and colloids form the inorganic type suspended matter impurity. The quality of surface water varies with the season. Pollution from industrial waste and sewage is frequently present. Ground water sources include springs, wells, and bore wells. The quality of ground waters depends upon the strata through which the water has passed. Ground waters normally contain both carbonate and bicarbonate hardness. Iron, present mainly as ferrous carbonate, is sometimes found in large amounts in ground water. The desalination of water can be achieved by a variety of techniques. These techniques, and the types of feed waters on which they are typically used, are reviewed below and summarized in Table 2. Distillation Distillation, the oldest type of desalination, is the process whereby a phase change is induced in the feed stream from which the pure water fraction may be separated by physical means. Thermal. Though distillation may be accomplished by any process which invokes a phase change, evaporative, or thermal distillation, is the most common distillation process. In this process, the feed stream is temperature and pressure treated until the water boils. The steam is then collected and condensed. A single step distillation is not very efficient. The efficiency of these systems may be increased by increasing the number of times pure water is removed from the brine. Figure 1 shows the schematic of a multistage thermal distillation system. The efficiency may be further increased by duplicating the entire multistage process to make a multi-effect, multi-stage (MEMS) system. MEMS distillation has been the dominant technology used for large sea water desalting plants around the world. Today, hybrid systems taking advantages of reverse osmosis (RO) and MEMS technologies can offer new opportunities to expand water production by blending the RO permeate water with multistage flash (MSF) distillate to meet World Health Organization (WHO) standards of less than 500 mg/l TDS. Crystallization. Crystallization, or freeze distillation, takes advantage of the lower energy toll for freezing water as opposed to boiling it. Freezing is also a phase change and, therefore, pure water frozen from a brine may be physically separated. The energy cost for raising the temperature from ambient to boiling is approximately 1 BTU (British Thermal Unit) per pound of water per F and the boiling process itself requires approximately 980 BTU per pound of water. Lowering the temperature of water to its freezing point requires the same 1 BTU / lb F but, in most cases, ambient temperature is closer to freezing temperature than to boiling. The energy toll to freeze water is only 144 BTU / lb, significantly less than for boiling. The crystallization distillation process (Figure 2) includes freezing part of the feed stream to form an ice slurry. This is accomplished by passing the sea water around cooling coils. The ice crystals are then separated from the brine, rinsed with small quantity of pure water (to remove any salts from the unfrozen surface), and then melted. Desalination by crystallization, compared to other processes, is not always economically attractive, largely due to difficulties involved in solids-handling and separating the ice crystals from brine, and is not commonly used. Solar Evaporation. Solar distillation is a method which takes advantage of the sun s energy to produce fresh water from brackish or sea waters. In this process solar energy heats a black plate over which the feed stream flows. As the plate heats, the water flowing across it also heats. Some of the water evaporates. As the steam rises, it contacts the optically clear, cool encasement. Pure water is collected as illustrated in Figure 3. Although the process appears rather simple (utilizing solar energy in place of another energy source), this technology is not yet fully developed.
.")
3 Ion Exchange Ion exchange (IX), as the term implies, is a process by which undesirable ions of dissolved inorganic salts are exchanged with the more desirable ions. This process has been used for years for the pretreatment of waters fed to distillation columns and boilers in order to minimize scaling and carry-over. Complete desalination is achieved by exchanging the cations (i.e., Na +, Ca ++, Mg ++, and other metal ions) and anions (i.e., Cl -, S0 4 --, etc.) with H + and OH - ions, respectively. At low salinity (<200 mg/l) IX is more economically attractive than RO to produce high purity water. For water containing high salt concentrations (such as brackish and sea waters), IX technology becomes prohibitively expensive because of increased need for regeneration and potential issues with waste disposal regulations. Currently, IX is used as a polishing aid in the production of high purity water. Figure 4 shows the cost comparison ($ US / 1000 gallons of water produced as a function of salinity) of IX and RO. As illustrated in Figure 4, RO becomes more cost effective when the salinity of feed water exceeds 200 mg/l. IX resins are also prone to fouling by colloids, metal hydroxides, silica, and dissolved organics. The long exhaustion step allows the adsorption of suspended foulants deep into the resin that cannot diffuse back out in the short regeneration. Membrane Electrodialysis and Electrodialysis Reversal. Dialysis is a natural physiological process by which a body relieves itself of contaminants by allowing the passage of those contaminants through a membrane into a sweep stream which is flushed away. The main difference between this process and membrane separation processes such as reverse osmosis (RO) or nanofiltration (NF) is that the contaminants are the passing species not the solvent (in fact, the solvent usually cannot pass through the membrane at all). In this process, the concentration gradient is the driving force. An enhancement of this process involves inducing a magnetic field in the membrane cell via electrodes placed on either side of a cell which contains a membrane through which anions may pass and cations may not (the anodic membrane) and a membrane through which cations may pass and anions may not (the cathodic ). By placing many of these cells in a parallel configuration (every second cell being a concentrating cell and the other of the pair depleting ), the unit can exhibit energy savings on the induced current. The electrodialysis process is illustrated in Figure 5. The attraction of the anions for the anode and the attraction of the cations for the cathode provide for enhanced separation through enhanced driving force of the induced current. One of the major limiting factors of this process is the build-up of foulants on the surface of the membranes due to the current polarity. Periodically reversing the polarity of the induced current (EDR, Electrodialysis Reversal) reduces fouling potential. When the polarity of the current is reversed, a concentrating cell becomes depleting. This allows for pseudo on-line cleaning. Of course, a certain amount of the product water must be sent to drain after a polarity reversal. The polarity of the applied direct current potential is usually reversed at regular 15 to 30 minute intervals. In the ED or EDR process, the amount of electricity consumed is directly proportional to the amount of salt removed. Desalination of sea water by this process is therefore not economical. Pretreatment is required for EDR, although perhaps not to the same extent as for distillation or RO. Typically, sulfuric acid and/or SHMP (sodium hexametaphosphate) is used to control scaling. Reverse Osmosis. A dissolved substance in water will tend to migrate through the water until its concentration is equal in all regions of its confinement. If a semi-permeable membrane (that is, permeable by one material but not by another) were to impede the flow of the dissolved salt but not the water, the water would flow from the lower concentration through the membrane to the higher concentration area to achieve concentration equilibrium. This process is called osmosis. Osmotic pressure is the measure of how strongly a water wants to be diluted by pure water. Reverse Osmosis (RO) is a process whereby pressure is exerted on the more concentrated side in excess of the osmotic pressure to cause the natural osmosis to reverse. The water is forced by this pressure to flow through the semi-permeable membrane from the more concentrated side to the less concentrated side. The pressure required to cause the water flow against its natural tendency is equal to the osmotic pressure (plus any other fractional losses in the system). This process typically reduces the dissolved inorganic salt content of the product water by 90 to 99% as compared to the feed water. In RO process, the salt and other contaminants in the water are concentrated in the waste stream called the brine or reject. Desalination of ground, brackish, or sea water by RO is dependent upon the osmotic pressure of the feed stream. For example, in sea water RO systems, high pressures are necessary to overcome the high osmotic pressure of sea water (375 to 500 psi) compared to <100 psi needed for desalting of brackish water.
 IX is more economically attractive than RO to produce high purity water.")
4 There are three major membrane types on the market today: cellulose acetate (CA), polyamide, and thin film composites (TFC). Table 3 compares relative performance of CA and TFC membranes. As shown in Table 3, the TFC membrane, from operational perspective, offers better overall performance in treating surface/brackish waters. A typical RO system is shown in Figure 6. The system consists of the pretreatment system, cartridge filters, the RO system, and the post treatment system. The pretreatment to the RO system may include a clarifier, sand filters, multi-media filters, softener (hot or cold process lime or sodium cycle cation exchange), chemical injection, degassifier, decade filtration, or other membrane processes depending on the quality of the feed water. The purpose of the pretreatment is to protect the RO membranes from being damaged by the feed water. There is almost always a cartridge type pre-filter immediately upstream of the high pressure pump. This filter serves the dual role of protection for the pump from particles that may damage the impellers and final protection for the membranes. The post treatment may include ion exchange, ultraviolet sterilization, ultrafiltration, ph adjustment or other chemical addition, or even distillation. The post treatment used will depend on the quality of the water required for the end use. The heart of the system is, of course the membranes. All membranes are prone to fouling and therefore great care must be taken in selecting the membranes, designing and building the RO system, and operating the system to avoid membrane fouling. This is the reason why correct and adequate pretreatment is so very important to RO plants. Table 4 summarizes some of the advantages and disadvantages of these various desalination processes. The selection of membrane versus thermal distillation for various feed water sources is an economic decision dependent upon several factors including, quality and quantity of product water, overall system performance, user friendliness, pretreatment chemicals requirement, environmental and disposal regulations related to brine disposal, etc. CAUSES OF HEAT EXCHANGER AND REVERSE OSMOSIS MEMBRANE FOULING The economics of desalination suggests that the more pure water that can be recovered from a stream, the higher the efficiency of the process. Any time that water is removed from the bulk feed stream, the brine becomes more concentrated. As the concentration of the salts in the brine increases, the potential for fouling also increases resulting in the precipitation of scale forming salts from brine. The density of a colloidal material may also increase during desalting of feed stream allowing coagulation and deposition of colloidal matter from brine. The major cause of performance deterioration in distillation and RO processes is the deposition of materials on heat exchanger (Hx) and RO membrane surfaces. The fouling of Hx and RO membrane is a complex phenomenon involving the deposition of several different but related types of foulants on the surfaces. The fouling problem in these processes is becoming more important as the use of lower quality feed water increases. Membrane and Hx fouling via deposits results in decreased production, unscheduled shutdowns, poor product water quality, and premature equipment failure. 1,2 FOULANT TYPES Commonly encountered foulants in desalination processes fall into the following three basic categories: Scale Suspended/colloidal matter Biological material Each will be looked at separately with a review of the causes, prevention, and restoration of performance. Scaling Scaling of equipment surfaces is caused by the precipitation of sparingly soluble salts dissolved in the feed water. During the desalination process, the solubility of the sparingly soluble salts can be exceeded which will lead to precipitation. Common scales encountered include calcium carbonate, calcium sulfate, silica, metal silicates, oxides/hydroxides of aluminum, iron, and manganese. Other less commonly encountered scales include calcium fluoride, barium sulfate, strontium sulfate, and cupric sulfide. Calcium Carbonate. Calcium carbonate is an important naturally occurring compound. It occurs in colloidal and amorphous states as well as in at least three polymorphs: calcite, vaterite, and aragonite. Many feed waters contain high concentrations of calcium bicarbonate. The primary mechanism leading to the deposition of calcium carbonate
, chemical injection, degassifier,")
5 on equipment surface is the conversion of soluble calcium bicarbonate salt into sparingly soluble calcium carbonate due to pressure drop and /or increase in temperature. The scale may be easily removed by cleaning with an acid. Calcium Sulfate. Calcium sulfate is another mineral scale frequently deposited by brines. Calcium sulfate can crystallize from solution in three forms: dihydrate (CaSO 4 2H 2 O, gypsum), hemihydrate (CaSO 4 1/2H 2 O, plaster of Paris), and anhydrite (CaSO 4 ). Most calcium sulfate deposits in the RO systems are gypsum (the predominant form at temperatures below 40 C) whereas anhydrite and hemihydrate are the sulfate deposits commonly found on heat exchangers in the distillation processes. Though this scale is more soluble than calcium carbonate, once it has formed it is more difficult to remove. The predominant method of removing this scale involved the use of chelating agents. Figure 7 shows heavy gypsum scaling on an RO membrane. In this case the amount of gypsum deposited on the membrane was almost 60% of the virgin membrane weight. Silica/Silicate Compounds. Silica, a common constituent of most natural waters, can occur at extremely high levels in well water supplies. At present, solubility is used to predict silica scaling. The precipitation of silica from solution is strongly affected by insoluble metal hydroxides/oxides present in the feed water. Silica, once deposited on the membrane, is difficult to remove and should be treated with caution. Two approaches which are often used to control silica in RO include lime softening and running the RO system at low recovery to keep the soluble silica concentration in the brine below the saturation point. Iron, Aluminum, and Manganese Hydroxides/Oxides. Iron in feed water may be present as colloidal or soluble species. The ferrous (Fe ++ ) form is quite soluble at ph ranges commonly encountered in RO. Ferrous iron is not a problem as long as it remains in that form. Upon oxidation to the ferric form, iron hydroxide can deposit on the membrane. It has been reported that iron present in feed water, if not properly controlled, can co-precipitate with soluble silica present in water which poses a completely different type of fouling problem. Aluminum based compounds have been used for years as coagulant aids to clarify RO feed waters. Depending on the ph and mode of operation, high concentrations of aluminum ions can be present in the feed water. Aluminum hydroxide precipitation can occur when its solubility is exceeded or when an acid is used to eliminate calcium carbonate scaling potential. Manganese, although not as common as iron, is often found in iron-containing water. Like iron, manganese can cause fouling problems when oxidized and precipitated in RO systems. Iron and manganese bacteria are not common and are usually not correctly identified, but where they occur, they may be factors in deposition of iron and manganese-based foulants. Suspended/Colloidal Matter Fouling The fouling of RO membrane by suspended/colloidal matter is an important problem in RO industry and is perhaps the major constraint in the efficient use of RO systems. 3 This type of fouling occurs due to the deposition of solids (e.g., clay, silt, mud, corrosion products, organic colloids, etc.) which were in suspension in feed water. As the feed water is concentrated in the desalination process, coagulation of colloids may occur resulting in plugging of the membrane and/or forming a deposit layer on the membrane surface. Figure 8 illustrates a membrane surface coated with a layer of silt. This RO system was operating on river water and the fouling occurred due to ineffective filtration preceding the RO module. This type of fouling is quite typical of RO systems operated on surface water. Biological Fouling Biological fouling is a serious problem if not properly controlled. Biofouling is a special case of particulate fouling in that it involves living organisms. The initial fouling is similar to other particulate foulants but once the organism has impacted on the surface of the membrane, it has the ability to grow and proliferate. Small amounts of biological materials present in desalination systems may rapidly grow and deposit on equipment surfaces. The biological material growing on membrane surface not only causes loss of flux but may physically degrade certain membranes. The removal of a biomass is difficult and simply killing it is not sufficient. A dead biomass will adhere as well as, and sometimes better than, a living one. Biofouling of membrane surfaces is invariably accompanied by other fouling. Scaling is common, however the types and the concentrations of mineral salts may vary greatly, depending on the specific chemical and microbiological characteristics of the feed water. 4 Particulate matter is also often trapped in a bacterial glycocalyx. A biologically fouled membrane is shown in Figure 9. Fouling of heat exchangers by biological mass is also a serious problem in distillation process. Certain species of bacteria thrive at the temperatures seen in
 whereas anhydrite and hemihydrate are the sulfate deposits commonly found on heat")
6 distillation. Additionally, because of the range of temperatures encountered in a typical MEMS system, the prevalent species may differ greatly from stage to stage making the sterilization and removal process very difficult. Physiochemical Degradation Oxidizing agents. Oxidizing agents, such as chlorine, are commonly used in water supplies as bacteriastats. In municipal supplies in this country, federal and local regulations require the use of a biostat for the health of the public served. Certain composite membranes do not tolerate the presence of oxidizing agents. These membranes undergo an oxidative de-crosslinking by which the membrane literally falls apart. Even the chlorine tolerant cellulose acetate/triacetate membranes have limit to their tolerance and will slowly degrade in an oxidizing environment. The rate of oxidation is increased at higher temperatures and ph levels. Hydrolysis. The acetyl groups in a CA membrane are susceptible to hydrolysis. The rate of hydrolysis is increased at higher temperatures and ph above 6.5 and below 3.5. This is the reason for the narrow temperature and ph range for CA membranes (as shown in Table 2). Physical Damage. An example of physical damage can be seen in Figure 10. This membrane was damaged by excessive pressure drop due to heavy fouling. The layer of particulate material in this membrane obstructed the feed flow causing a high differential pressure. Each time the system was cycled, the outer layers of the membranes moved in the direction of the brine flow, whereas the inner layers of the membrane remained stationary (attached to the permeate tube). Eventually, telescoping, the conical profile at both ends of the module, occurred. This displacement can, and often does, result in the tearing of the membrane (Figure 10) which allows direct passage of brine into the product water. The fouling of Hx and RO surfaces has a pronounced effect on the cost of the produced water. If the fouling of an RO membrane is allowed to go unchecked, the membrane may become irreversibly damaged which will necessitate replacement. According to Graham 5 membranes can account for approximately 20 % of the installed costs of a typical brackish water plant and 30 % of a sea water plant. This is significant enough to compel the operator to maintain the membranes in their best condition. The heat exchangers in a distillation system can usually be cleaned more rigorously when they foul, but the economic penalty for operating a fouled heat exchanger may be greater. This, again, suggests that vigilance is always warranted. FOULANT IDENTIFICATION Literature includes excellent sources of analytical techniques suitable for identifying and analyzing mineral scales, organic material, biological foulants, etc. The following is a brief overview of some of the techniques used to determine the nature of a foulant and the extent of the problem. 6,7 Water Analysis All feed waters, regardless of purification technique, should be analyzed regularly to assure that the system is being operated efficiently. The frequency of the analysis will depend on the water to be analyzed. Ground waters and open sea waters are typically more stable than surface or coastal waters. In RO, it is often beneficial to periodically analyze the permeate and concentrate streams as well. This can be a valuable tool in maintaining the system and may point out problems before they become serious Digestions/Extractions Samples of cartridge prefilters or filter media can be removed and foulants extracted chemically to determine how well the pretreatment is working. Even whole membrane may be autopsied to determine exact cause(s) of failure or to determine the nature of foulants on the surface.

7 Physicochemical Techniques There are many analytical techniques available today to assist in the identification of foulants encountered in water treatment systems. Physicochemical techniques such as X-ray diffraction spectroscopy (XRD), infrared spectroscopy (IR), optical microscopy, scanning and tunneling electron microscopies (SEM and TEM), energydispersive X-ray spectroscopy (EDX), elemental dot mapping (EDM), and atomic spectroscopies (absorption, AA, and emission, AES) can be extremely valuable in accurately identifying the cause of a failed surface. Though these methods may not be used often, they are often highly definitive. These techniques are able to identify the foulant composition, foulant-membrane surface interactions, and other physical characteristics that are necessary before making recommendations to correct the fouling problems. Figure 11 shows a scanning electron micrograph and EDX spectrum of a fouled membrane. The details seen here are indispensable in formulating a cleaning protocol. SCALE CONTROL Scale formation in desalination systems can be effectively controlled. Following is a discussion of several of the various approaches used in this endeavor: System Recovery In RO systems, membrane fouling by mineral scale can be controlled by operating the system under conditions where solubility of scale forming salts is not exceeded, i.e., running the RO system at low recovery. This technique is not always viable due to the decreased efficiency and may not be effective due to a concentration gradient within the membrane. In distillation, the temperature gradient across the Hx can be controlled in a similar fashion to limit the recovery and maintain solubility. In distillation systems, as in RO, the true concentration gradient may be difficult to predict and reducing the recovery may not be truly advantageous. Acid Feed Acids are among the oldest treatment chemicals used by industry to control calcium carbonate scale formation. Acid is injected into the feed water to reduce alkalinity to prevent calcium carbonate precipitation: Ca(HCO 3 ) 2 + H 2 SO > CaSO CO H 2 O (1) Normally sulfuric acid is used because it is easy to use (compared to HCl) and is relatively inexpensive. The use of sulfuric acid for alkalinity reduction increases the potential for sulfate scale (such as calcium sulfate, strontium sulfate, or barium sulfate) formation. Though calcium sulfate is relatively soluble, strontium sulfate is becoming a problem in certain areas of the world and barium sulfate is extremely difficult to remove once it has formed. When acid is used to control ph, the product water is often degassified to remove the resultant carbon dioxide. Gases are not rejected by RO membranes and will pass directly into the permeate stream, which will decrease product water quality. In distillation, gas on a Hx surface can lead to poor heat exchange and may cause localized corrosion of the tube. Softening Hot and cold process lime softening and sodium cycle cation exchange are commonly applied methods to remove hardness ions from RO feed water. Sodium (which replaces the hardness ion) salts are rarely scale forming and, therefore, can be tolerated. Antiscalant Antiscalants can prevent the precipitation of scale forming salts by preventing formation of crystals larger than the critical size (preventing nucleation) and by surface modification of those crystals which do form. The surface modification of the crystals causes them to distort as they grow. This distortion can slow and actually stop the growth of the usually highly-ordered crystals. Several types of antiscalants are commercially available now and the proper selection of an antiscalant depends upon the water chemistry and system design.

8 FOULANT CONTROL Equipment fouling by suspended solids can be controlled mechanically, chemically, or by a combination of the two. Mechanical control methods include sedimentation, side-stream filtration, pretreatment of feed water by clarification (i.e., coagulation and flocculation) or filtration. Chemical control is achieved by the dispersion of suspended matter such that it does not coagulate and settle out of solution. The role of chemical agent (i.e., dispersant) in such desalination systems is to keep the solid particles suspended so that they can be removed from an operational desalination system without settling out. Various factors including ph, temperature, and settling time as well as particle size, water chemistry, and ionic charge are known to affect the performance of a dispersant. Metal Ion Stabilization Metal ions (i.e., iron, manganese, copper, zinc) can be stabilized by the use of chelating agents. Common chelating agents are gluconic acid, citric acid, ethylenediaminetetraacetic acid (EDTA), and polymeric antiscalants/dispersants such as polyacrylic acid, or acrylic acid, maleic acid-based copolymers. FOULANT CONTROL AGENTS The use of foulant control agents (antiscalants / dispersants) is the key to the successful long-term performance of a desalination system and its performance in system design should not be underestimated. The role of antiscalant/dispersant in water treatment program is to prevent the deposition of unwanted materials on Hx and membrane surfaces. For optimum system performance, equipment manufacturers, consultants, or systems designers, should be consulted so that the correct treatment program can be designed for a given feed water. The following section discusses the types and characteristics of several antifoulants. Commonly used foulant control agents fall into the following four categories: Polyphosphates Phosphonates Synthetic polymers Proprietary, formulated blends Polyphosphates In 1939, Hatch and Rice 11 reported that low levels of polyphosphate prevented the precipitation of calcium carbonate from aqueous solution. According to Hatch and Rice, threshold treatment using sodium hexametaphosphate (SHMP) in the range of 1 to 5 mg/l was found to be very useful in preventing the formation of calcium carbonate scale in many industrial applications. 11 The term threshold inhibition describes the mechanism of scale inhibitor at sub-stoichiometric ratios. This threshold effect is explained by an adsorption of the inhibitor onto the crystal growth sites of sub-microscopic crystallites which are initially produced in the supersaturated solution, interfering with crystal growth and altering the morphology of those that grow. This process can prevent crystal growth or at least delay it for prolonged periods of time. Therefore, scale inhibition by threshold inhibitor is based on kinetic and not thermodynamic effects. Numerous papers have been published and several patents have been issued since the earlier work regarding the control of scale forming salts by threshold agents. 12 In addition, polyphosphates in the 2 to 10 mg/l range have been reported to exhibit particulate dispersion, stabilization of metal ions such as iron and manganese, and control of aqueous corrosion of metals. 13 Application of polyphosphates as scale control agents offers several advantages including high solubility in water, cost-effectiveness, and low order of toxicity. However, the major problem with the use of polyphosphates is hydrolysis of the phosphorus-oxygen (P-O) bond resulting in the formation of orthophosphate, an ineffective scale inhibitor. Further, orthophosphate can react with calcium ion to form relatively insoluble calcium phosphate scale. In addition, polyphosphates, when reverted to orthophosphate, are a potential nutrient for algae. 8 Several factors influence the reversion of polyphosphate, including temperature, ph, concentration, and water chemistry. 13 Organophosphonates

9 Organophosphonates are a class of compounds which contain a phosphorus-carbon bond (P-C). Unlike the P-O bond present in polyphosphates, the P-C bond is not as susceptible to hydrolysis. The structures of commonly used polyphosphates and organophosphonates are given in Table 5. Phosphonates have been successfully used as scale inhibitor in desalination systems where the Langelier Saturation Index or the Ryzner Stability Index indicated scaling conditions. However, it has been recently recognized that, under certain conditions of calcium hardness, ph, and temperature, phosphonates can react stoichiometrically with the calcium ion which leads to the precipitation of calcium phosphonates. The calcium phosphonate can be a troublesome deposit itself, but precipitation of calcium phosphonate can deplete the solution phosphonate concentration to such an extent that severe CaCO 3 scaling can occur. 14 Chlorine is a prevalent biocide in the desalination applications and, therefore, its influence on the stability of phosphonates has been examined. There is a general agreement in the literature that amine-containing phosphonates are susceptible to chlorine attack. Other, non-amine based phosphonates are still the subject of rigorous testing. Synthetic Polymers The development of synthetic polymers for controlling foulants in industrial water systems led to their evaluation as foulant control agents in desalination applications. These polymers contain a variety of functional groups along the polymer chain and are generally anionic in nature. Among the most commonly used polymers as scale control agents are: poly(acrylic acid), PAA; poly (methacrylic acid), PMAA; poly (maleic acid), PMA, and proprietary polymer-based formulated blends. The structures of these polymers are illustrated in Table 5. Poly (acrylic acid). Low molecular weight polyacrylic acids (PAAs) are the most widely used of the synthetic polymers in desalination feed water pretreatments. As shown in Table 5, PAA contains only one functional group (carboxyl, -COOH) and is generally used as a scale control agent. PAA also exhibits some activity in dispersing particulate matter. The performance of PAA has been shown to be strongly dependent upon the molecular weight 2,15,16 of the molecule. Poly (methacrylic acid). Polymethacrylic acid (PMAA) is another synthetic polymer commonly used as a dispersant. As shown in Table 5, PMAA contains both methyl and carboxyl groups. Poly (maleic acid). Table 5 shows the structure of polymaleic acid (PMA). This polymer contains 2 carboxyl groups on the adjacent carbon atoms, and has been used for scale and suspended matter control. The performance of PMA as a dispersant is somewhat lower than that of PAA. Unlike polyphosphates, PAA, PMAA, and PMA are not subject to a loss of activity due to hydrolysis. These polymers are more hydrolytically stable in highly alkaline formulations. The tolerance is due to the absence of labile hydrolyzable functional groups in the molecular structure. Proprietary Polymer-Based Formulations. Although effective in many applications, synthetic polymers such as PAA, PMAA, PMA like other scale control agents (e.g., phosphonates, polyphosphates, etc.) have low calcium tolerance, i.e., they will react with calcium ion to form the insoluble calcium-polymer salt. In many instances, the water to be treated is high in hardness because of high recovery within desalination system which becomes a potential problem. Under these conditions, PAA, PMA, phosphonates, and polyphosphate cannot always be safely used. The poor calcium tolerance of these inhibitors has been overcome with the development of new proprietary products (Table 6). Figure 12 compares the calcium tolerance of various commercial products. ANTIFOULANT EVALUATION This section presents a review of the literature and laboratory/field data on the performance of various antifoulants in desalination systems:

10 Polyphosphate and Phosphonates Monsanto has tested various phosphonates 17 (Table 5) and has shown that, for calcium carbonate scale control, the order of effectiveness among various phosphonates is HEDP > AMP > DETMP. Ralston 18 showed that AMP was more effective than polyphosphate for waters containing calcium carbonate at 3.9 times saturation. Increasing the temperature or increasing the degree of saturation necessitated an increase in AMP concentration. Nancollas et al. 19 have reported on their extensive studies of the effect of various phosphonates on the crystal growth of sparingly soluble salts. For calcium sulfate crystal growth inhibition under similar experimental conditions, the EDTMP showed superior performance compared to DETMP. The inhibition of calcium carbonate by various phosphonates, e.g., AMP, HEDP, PBTC (Table 5), under harsh conditions has been investigated. The inhibition data on these phosphonates reveal that at low supersaturation the order of effectiveness is HEDP >> AMP = PBTC. However, at high supersaturation, PBTC outperforms AMP and HEDP. 20 Pervov 21 evaluated the performance of various polyphosphates and phosphonates on the deposition of gypsum on cellulose acetate and composite membranes at different recovery ratios. The results of his investigation show that compared to phosphonates (i.e., AMP, HEDP), polyphosphates (i.e., sodium tripolyphosphate, STPP, and SHMP) exhibit superior performance. Similar observations were also reported in a study on the inhibition of gypsum scale growth for RO applications. 22 Polymer Composition Numerous studies have been reported on the precipitation of calcium sulfate in the presence of antiscalants. McCartney and Alexander 23 have examined the effect of a number of polyelectrolytes on the growth rate of calcium sulfate dihydrate. It was found that polymers containing carboxyl groups such as carboxymethyl cellulose, alginic acid, PMA, and PAA were particularly effective as gypsum growth inhibitors. Smith and Alexander 24 in their study on the evaluation of polymers as gypsum scale inhibitors reported that PAA was more effective than PMAA. Furthermore, growth inhibition results for a series of experiments with styrene/maleic anhydride polymers suggest an optimum effectiveness at a molecular weight (MW) of Amjad and Hooley 25 investigated the influence of polymer composition containing acrylic acid (AA), 2-acrylamido-2- methyl propane sulfonic acid (SA), and acrylamide (AM) on the precipitation of gypsum from aqueous solutions. The kinetic data show the following order of polymer effectiveness: PAA > AA:SA > AA:AM >>PAM (polyacrylamide) indicating that carboxyl group in the polymer plays a key role in the inhibitory activity of the polymer. A surface adsorption mechanism was proposed to explain gypsum inhibition by polymers. Amjad 22 in another study on the effect of various antiscalants (Tables 5, 6) on the crystal growth of gypsum reported the following order (in terms of decreasing effectiveness), of antiscalants: AF 600 (1) (PF-1) > SHMP >> PYP (pyrophosphate) > Polystyrenesulfonate ~ Polyacrylamide ~ control (no antiscalant) Weijnen and van Rosmalen 26 studied the inhibition properties of polymers on the precipitation of gypsum. The polymers studied included: PAA, PMA, copolymers of AA:styrene sulfonate, AA:acrylamide, and AA:vinyl sulfonic acid. Their results indicate that polycarboxylic acids (PAA and PMA) are effective gypsum growth inhibitors. In a study on the evaluation of various polymers for scale control in sea water evaporators, it was demonstrated that the order of effectiveness among polymers of similar molecular weight (5000) is PMA > PAA > PMAA. 27 Polymer Molecular Weight Amjad and Masler 14 in a seeded growth on the evaluation of PAA of varying molecular weight showed that the molecular weight of polymers plays an important role in the inhibition of gypsum crystal growth from solution. The optimum effectiveness, determined by induction period duration, occurred with a PAA molecular weight of Amjad, 27 in another study involving the deposition of gypsum on heat exchanger, also reported that the amount of (1) AF 600 is an acronym for AQUAFEED 600 Antiscalant a formulated polyelectrolyte available from The BFGoodrich Company.

11 gypsum scale deposited on the heat exchanger was found to be higher in the case of high molecular weight polyacrylates ( ) than that obtained in the presence of lower (2100) molecular weight PAA. Flesher et al., 28 in their study on the evaluation of a variety of polymers at high temperatures as calcium sulfate scale inhibitors, showed that the efficacy of the polyacrylates decreases with increasing molecular weight in the range 2000 to Jones 29 in his study on the effect of molecular weight ( to ) of carboxymethyl cellulose (CMC) reported that high molecular weight CMC polymers are the least effective and the effectiveness increases as the molecular weight of the polymer decreases. Similar observations were also reported by Sexsmith and Petrey 30 on the evaluation of PAA, PMAA, and PMA. In addition, the inhibition data on these polymers also show that at similar molecular weight PMA is a better inhibitor than PAA and PMAA. Solution ph Several studies have been reported on the influence of solution ph on the performance of polymeric and nonpolymeric inhibitors on the crystal growth of sparingly soluble salts. Griffith et al. 31 have shown that the performance of phosphonic acids as gypsum growth inhibitors improves with increasing ph and have attributed this to an increase in the degree of deprotonation. Leung and Nancollas, 32 using seeded growth technique, arrived at similar conclusions after studying the effect of benzene polycarboxylic acids on the crystal growth of gypsum. Recently, Amjad using the seeded growth technique has investigated the influence of solution ph in the range 2.5 to 9.0 on the performance of PAA as gypsum growth inhibitors. 33 The results show that solution ph has a marked effect on the induction period. The observed improvement in inhibition with increasing ph was interpreted in terms of degree of deprotonation of PAA with increasing ph. Recently, Smith and Hulin 34 evaluated the influence of various factors on the performance of gypsum scale inhibitors for RO applications. The results of this investigation reveal that the effectiveness of antiscalants (i.e., PAA and SHMP) increases with increasing ph in the range of 4 to 8. In addition, the kinetic data also show that the performance of antiscalants is decreased more in the presence of ferric ions than in the presence of zinc ions. This effect was presumably caused by the antiscalant preferentially chelating ferric ions, and becoming unable to be adsorbed onto the growing gypsum crystal faces. Weijnen and van Rosmalen 35 in their investigation on the influence of ph for PAA and PMA as gypsum crystal growth inhibitors reported that at ph 5 both antiscalants exhibit equal inhibitory activity. However, at relatively high ph values greater than 7, PMA, being a stronger acid, is a better antiscalant than PAA. Proprietary Formulated Blends During the last several years, a large number of proprietary formulated blends have been developed for desalination applications especially for RO and distillation processes. These formulations range from simple homopolymer (e.g., PAA, PMA, etc.) to acrylic acid-, maleic acid-based copolymers, and blended products containing copolymers and phosphonates. Table 6 provides the list of some of the formulations used in desalination processes. The following section summarizes the performance of these products in RO and MSF applications. Smith et al., 36 in their study on the evaluation of EL-5600 (2) (PF-2) at Roswell Test Facility in Roswell, New Mexico, using well water and a pilot facility using brackish water, reported that the blend provides good dispersion of silt, clay, and metal oxides. Logan and Kuroda 38 in the field testing of EL-2438 (3) (PF-3) showed that the deposition of alkaline scale on the heat exchanger surfaces can be prevented by the use of the high performance product. A physical inspection of the heat exchanger after 2 months of operation revealed only minor accumulation of deposits. The analysis of the deposit confirmed that the scale in the unit was principally calcium carbonate, as aragonite, with lesser amounts of magnesium hydroxide and absence of sulfate scales. 37 In another study on the evaluation of PF-3 and SHMP as gypsum scale inhibitor for RO application, Logan and Kimura established the superior performance of PF-3 against SHMP. (2) EL-5600 is a formulated blend of polycarboxylates and phosphonates available from the Calgon Corp. (3) EL-2438 is a formulated blend of an AA:SA copolymer and a phosphonate available from the Calgon Corp.

12 Butt et al. 39 carried out field trials using Albrivap-G (4) (PF-4) and the Albrivap-DSB (5) + (PF-5) acid (hybrid) treatments on an MSF unit at C brine temperature. The results of these trials show that compared to PF-4 treatment, hybrid treatment is overall ~50% more cost effective. In a field test conducted at Cape Coral, Hatch et al. 40 demonstrated that the acid feed can be eliminated by the application of AQUAFEED 100 Antiscalant (6) (PF-6) at high calcium carbonate scaling conditions. Recently, Fukumoto et al. 41 reported that a new copolymer based antiscalant called Aquakreen KC-550 (7) (PF-7) showed good performance in MSF applications especially in the presence of multivalent ions. Amjad et al. 42 in a field test demonstrated the efficacy of AQUAFEED 1000 Antiscalant (8) (PF-8) at a Southwestern United States site. The test data shows that, compared to SHMP/acid feed and PAA, PF-8 prevented the calcium carbonate and calcium sulfate scaling of RO membrane under adverse operating conditions, i.e., recycle of brine stream (Stiff & Davis Index = +1.7) and calcium sulfate supersaturation at approximately 1.7X. Other significant benefits provided by PF-8 are excellent stabilization of iron, manganese, zinc, and dispersion of iron oxide and clay. Metal Ion Stabilization The stabilization of metal ions (e.g., Al, Fe, Mn, etc.) in desalination systems can be achieved by the use of sequestering agents. These agents can be either inorganic or organic such as citric acid, ascorbic acid, gluconic acid, polyphosphate, PAA, PMA and copolymers containing acrylic acid and/or maleic acid.. The term sequestration, chelation, complexation, and stabilization are generally referred to phenomena where metal ions or complexed species are maintained in a soluble form. Figure 13 illustrates the performance of products for aluminum stabilization. The stabilization of aluminum is strongly dependent upon the composition of stabilizing agent. Poor to moderate improvement in stabilization of aluminum was obtained when either SHMP or PAA was added to the system. The addition of a AQUAFEED 800 Antiscalant (9) (PF-9) provided almost complete stabilization of aluminum. Amjad and Masler 43 evaluated various types of copolymers as iron stabilizing agents in high salinity water. Under the test conditions of their test, they found copolymers of AA:itaconate esters, AA:SA:vinyl acetate, and AA:substituted acrylamide, are more effective in stabilizing iron (III) than SHMP, PAA, citric acid, and ascorbic acid. Boffardi 44 also showed that copolymers of AA:SA were more effective than PAA in stabilizing iron (III). Figure 14 illustrates the performance of several commercial products used in desalination applications. The excellent performance properties of PF-8 and PF-9 are extremely important in the successful operation of desalination systems where presence of metal ions in feed water can cause serious fouling problems. For many years, the RO industry relied primarily on SHMP or PAA in controlling the deposition of various types of foulants. However, to control the formation of iron, aluminum, or manganese based foulants, the RO user needs a much higher level of performance than the SHMP or PAA can provide. Suspended Matter Dispersion An antifoulant must exhibit good dispersancy properties to prevent the settling of colloids and particulate matter on membrane and heat exchanger surfaces. The dispersancy power of an antifoulant can be measured by adding the antifoulant to a suspension of iron oxide particles. After a time, the amount of material in the dispersion may be measured colorimetrically. Figure 15 shows the effectiveness of different dispersants at 1 mg/l of product dosage. The data clearly indicates that copolymer based products (such as PF-8 or PF-9) exhibit superior performance as compared with SHMP, PAA, PMA, citric acid, and ascorbic acid. It is noteworthy that good iron stabilizing agents such as citric and ascorbic acids, are ineffective as iron oxide dispersants. Figure 16 shows photographs of iron oxide particles dispersed by PF-9, a highly effective dispersant. The incorporation of high performance dispersants in the desalination water treatment programs will help ensure that the optimum performance of the system is achieved. (4) Albrivap-G is a proprietary polymeric product available from Albright & Wilson UK Ltd. (5) Albrivap-DSB is a proprietary polymeric product available from Albright & Wilson UK Ltd. (6) AQUAFEED 100 Antiscalant (AF 100) is a discontinued formulated polyelectrolyte from The BFGoodrich Company (7) Aquakreen KC-550 is a copolymer based antiscalant. (8) AQUAFEED 1000 Antiscalant (AF 1000) is a formulated polyelectrolyte available from The BFGoodrich Company. (9) AQUAFEED 800 Antiscalant (AF 800) is a formulated polyelectrolyte available from The BFGoodrich Company.
 (PF-7) showed good performance in MSF applications especially in the presence of multivalent ions. Amjad et al.")
13 SUMMARY Water is used in more processes than any other chemical known to man. In its natural state, water contains too many impurities to be used for many applications and must be purified. Electrodialysis, distillation, and reverse osmosis are the three commercially applied desalination processes used to treat surface, brackish, and sea waters for industrial applications. The build-up of deposits such as mineral scales, colloidal matter, corrosion products, and biological growth on heat exchanger and membrane surfaces can severely reduce the performance and efficiency of the system. The long term success of a desalination system is largely dependent on three factors: system design, pretreatment, and operation and maintenance of the system. Fouling considerations currently set the upper limits of systems recovery in the case of RO process, and temperature and brine concentration for the distillation process, thus controlling their efficiency. Three commonly employed methods to control fouling include application of acid, antiscalant, and acid plus antiscalant. Currently, various types of antiscalants such as polyphosphates, phosphonates, acrylic, maleic homopolymers, copolymers, and blended products containing phosphonates and copolymers are employed to control foulants. The performance data based on both lab and field evaluation of several products show that the copolymer-based blended products offer the best overall performance in preventing the deposition of foulants on heat exchanger and membrane surfaces.

14 REFERENCES 1. Z. Amjad (Ed.), Reverse Osmosis: Membrane Technology, Water Chemistry, and Industrial Application, (New York, NY: Van Nostrand Reinhold Publishing Co., 1993). 2. B.L. Libutti, J.G. Knudsen, and R.W. Mueller, The Effects of Antiscalants on Fouling by Cooling Water, CORROSION/84, Paper No. 119, (Houston, TX: NACE International, 1984). 3. Z. Amjad, Ultrapure Water, 4, 6(1987). 4. H.F. Ridgeway, Reverse Osmosis Technology, Edited by B.S. Parekh, (New York: Marcel Decker, 1988) 5. S.I. Graham, R.L. Reitz, and C.E. Heckman, Desalination, 74, 113(1989). 6. Z. Amjad, J. Isner, and R.W. Williams, Ultrapure Water, 5, 20(1988). 7. F. Butt, F. Rahman, and U. Baduruthamal, Desalination, 101, 219(1995). 8. W. Himelstein and Z. Amjad, Ultrapure Water, 2, 33(1985). 9. J.P. Hooley, G. Pittner, and Z. Amjad, Reverse Osmosis: Membrane Technology, Water Chemistry, and Industrial Application, Edited by Z. Amjad, (New York: Van Nostrand Reinhold Publishing Co., 1993). 10. W. Himelstein and J. Gooche, Understanding Water Chemistry: The Need for Improved Analysis in Reverse Osmosis Plant Operation, (Washington D.C.: National Water Supply Improvement Association, 1986). 11. G.B. Hatch and O. Rice, Industrial Engineering Chemistry, 31, 15(1939). 12. J.C. Cowan and D.J. Weintritt, Water Formed Scale Deposits, (Houston, TX: Gulf Publishing Co., 1976). 13. B.P. Boffardi, Materials Performance, 50(1993). 14. Z. Amjad and W.F. Masler, Inhibition of Calcium Sulfate Dihydrate Crystal Growth by Polyacrylates, CORROSION/85, Paper No. 357, (Houston, TX: NACE International, 1985) Z. Amjad and J. Pugh, accepted for publication in Desalination. 16. W.F. Masler and Z. Amjad, Advances in the Control of Calcium Phosphonate with a Novel Polymeric Inhibitors, CORROSION/88, Paper No. 11, (Houston, TX: NACE International, 1988), 17. Monsanto Industrial Chemicals Co., (St. Louis, MO: Monsanto Chemical Company) 18. P. Ralston, J. Pet. Tech., August (1969): p S.T. Liu and G.H. Nancollas, J. Colloid Interface Sci., 44, 422(1973). 20. R.H. Ashcraft, Scale Inhibition under Harsh Conditions by 2-phosphosnobutane 1,2,4-tricarboxylic acid, CORROSION/85, Paper No. 123, (Houston, TX: NACE International, 1985). 21. A. Pervov, Desalination, 83, 77(1991). 22. Z. Amjad, Desalination, 54, 263(1985). 23. E.R. McCartney and A.E. Alexander, J.Colloid Science, 13, 383(1958). 24. B. Smith and A.E. Alexander, J. Colloid and Interface Science, 34, 81(1970). 25. Z. Amjad and J.P. Hooley, J. Colloid Interface Sci., 111, 496(1986).
. 7. F. Butt, F. Rahman, and U. Baduruthamal, Desalination, 101, 219(1995). 8. W. Himelstein and Z. Amjad, Ultrapure Water, 2, 33(1985). 9. J.P. Hooley, G.")
15 26. M.P.C. Weijnen and G.M. van Rosmalen, Desalination, 54, 55(1985). 27. Z. Amjad, J. Colloid Interface Sci., 123, 523(1988). 28. P. Flesher, E.L. Streatfield, A.S. Pearce, and O.D. Hydes, 3rd International Symposium on Fresh Water Sea 1, 493, (1970). 29. L.W. Jones, CORROSION, 17, 232(1961). 30. D.R. Sexsmith and E. Petrey, E., Desalination 13, 87(1973). 31. D.W. Griffith and S.D. Roberts, Inhibition of Calcium Sulfate Dihydrate Crystal Growth by Phosphonic Acids - Influence of Inhibitor Structure and Solution ph, Paper No. SPE 7862, (Society of Petroleum Engineers, 1979),. 32. W.H. Leung and G.H. Nancollas, J. Inorg. Nucl. Chem., 40, 187(1978). 33. Z. Amjad, Seeded Growth of Calcium Containing Scale Forming Minerals in the Presence of Additives, CORROSION/88, Paper No. 421, (Houston, TX: NACE International, 1988). 34. B.R. Smith and Y. Hulin, Water Treatment, 7, 51(1992). 35. M.P.C. Weijnen and G.M. van Rosmalen, Desalination 55, 192(1986). 36. A. Smith, D. Logan, H. Nehus, and M. Delitsky, Elimination of Mineral Acid Dosing to Control Water Formed Scale in Brackish Water RO Systems, Proceedings of Second World Congress on Desalination and Water Reuse, (IDA, 1985). 37. D. Logan and K. Kuroda, Improved High Temperature MSF Evaporator Operation for Potable Water Production, Proceedings of the Second World Congress on Desalination and Water Reuse, (IDA, 1985). 38. D. Logan and S. Kimura, Control of Gypsum Scale on Reverse Osmosis Membranes, Proceedings of Second World Congress on Desalination and Water Reuse, (IDA, 1985). 39. F. Butt, F. Rahman, A. Al-Abdallas, H. Al-Zaharani, A. Maadah, and M. Amin, Field Trials of Hybrid Acid- Dosing-Additive Treatment for Control of Scale in MSF Plants, Proceedings of the Second World Congress on Desalination and Water Reuse, (IDA, 1985). 40. R. Hatch, K.R. Workman, P. Comeau, and M. Ashton, Operating Results after Replacement of Acid and SHMP with the AF 100 Antiscalant at the Cape Coral Municipal RO Facility, Proceedings of the 12th WSIA conference, (Water Supply Improvement Association, 1983). 41. Y. Fukumoto, K. Isobe, N. Moriyama, and F. Pujadas, Desalination 83, 65(1991). 42. Z. Amjad, J. Hooley, and K.R. Workman, Copolymer-Based Reverse Osmosis Water Treatment Programs - New Developments which Expands their Application Areas, Proceedings of the NWSIA Biennial Conference, (National Water Supply Improvement Association, 1988). 43. Z. Amjad and W.F. Masler, Stabilization of Metal Ions with Terpolymers Containing Sulfonated Styrene Acid, US Patent 4,885, B.P. Boffardi and G.W. Schweitzer, Advances in the Chemistry of Alkaline Cooling Water Treatment, CORROSION/85, Paper No. 132, (Houston, TX: NACE International, 1985).
. 34. B.R. Smith and Y.")
16 Table 1 Typical Characteristics of Various Water Sources Water Source Salinity Range Colloidal Material ph Biological Surface <600 ppm high 6.5 to 8.0 high Ground <1100 ppm usually none variable usually low Brackish 2000 to ppm Sea to ppm Table 2 Desalination Techniques and Their Typical Naturally Occurring Waters Desalination Processes Distillation Solar Evaporation Freezing Ion Exchange Membrane Feed Waters < ppm (as NaCl) < ppm (as NaCl) < ppm (as NaCl) <300 ppm (as NaCl) < ppm (as NaCl) Table 3 Comparison of Operational Parameters for Cellulose Acetate (CA) and Thin Film Composite (TFC) Membranes Parameter CA TFC Pressure (to produce similar flux) 400 psi 250 psi Temperature <95 F <115 F ph Range 4 to 6 2 to 10 NaCl Rejection 95% 97.5% Cl 2 Stability 1 ppm continuous none Compaction yes no Cost low medium
 <45 000 ppm (as NaCl) Table 3 Comparison of Operational Parameters for Cellulose Acetate (CA) and Thin Film Composite (TFC) Membranes Parameter CA TFC Pressure (to produce similar flux) 400")
17 Table 4 Advantages and Disadvantages of Various Desalination Processes Desalination Process Advantages Disadvantages Distillation Produces good quality Very energy product water intensive Can effectively treat a wide range of feed streams Equipment corrosion and scaling means that antiscalants and corrosion inhibitors are needed Solar Evaporation Solar energy is free High initial costs Minimal scaling Process is still relatively inefficient Ion Exchange Produces good quality Handling and storage product water of regeneration chemicals Produces large waste streams Efficient operation possible Inefficient for treating high salinity streams Electrodialysis (ED) Limited chemicals Single stage does not and Electrodialysis requirements for normal produce high rejection Reversal (EDR) operation Produces fairly good quality water Membrane can operate over wide range of ph Increased operational cost for high recovery systems due to need for antiscalants Reverse Osmosis Inexpensive - both capital Susceptibility to fouling and operating costs requires operator vigilance Can effectively treat a wide range of feed streams Filtration needed for high SDI water Produces good quality product water
 Limited chemicals Single stage does not and Electrodialysis requirements for normal produce high rejection")
18 Table 5 Commonly Used Antiscalants Inhibitor Acronym Structure Sodium STPP Na 5 P 3 O 10 Tripolyphosphate Sodium SHMP (NaPO 3 ) 6 Hexametaphosphate Amino tri (methylene AMP N(CH 2 PO 3 H 2 ) 3 phosphonic acid) 1-Hydroxyethylidene-1,1- HEDP CH 3 C(PO 3 H 2 ) 2 OH diphosphonic acid Ethylenediaminetetra EDTMP (PO 3 H 2 CH 2 ) 2 N(CH 2 ) 2 N(CH 2 PO 3 H 2 ) 2 (methylene phosphonic acid) Hexamethylenediaminetetra HMTMP (CH 2 PO 3 H 2 CH 2 ) 2 N(CH 2 ) 6 N(CH 2 PO 3 H 2 ) 2 (methylene phosphonic acid) Diethylenetriaminepenta DETMP N(CH 2 )PO 3 H 2 [(CH 2 ) 2 N(PO 3 H 2 ) 2 ] 2 (methylene phosphonic acid) 2-Phosphonobutane 1,2,4- PBTC CH 2 COOHC(PO 3 H 2 )COOH(CH 2 ) 2 COOH tricarboxylic acid Poly (acrylic acid) PAA (CH 2 CHCOOH) n Poly (methacrylic acid) PMAA (CH 2 C(CH 3 )COOH) n Poly (maleic acid) PMA (CHCOOHCHCOOH) n Table 6 Commercially Available Proprietary Formulated Antiscalants Acronym PF-1 PF-2 PF-3 PF-4 PF-5 PF-6 PF-7 PF-8 PF-9 Composition Polyelectrolyte Blend of polycarboxylates and phosphonates Blend of AA:SA copolymer and phosphonate Proprietary phosphonate blend Proprietary phosphonate blend Polyelectrolyte blend Copolymer based antiscalant Polyelectrolyte blend Polyelectrolyte
![Hexamethylenediaminetetra HMTMP (CH 2 PO 3 H 2 CH 2 ) 2 N(CH 2 ) 6 N(CH 2 PO 3 H 2 ) 2 (methylene phosphonic acid) Diethylenetriaminepenta DETMP N(CH 2 )PO 3 H 2 [(CH 2 ) 2 N(PO 3 H 2 ) 2 ] 2](/docs-images/42/17154117/images/page_18.jpg "(methylene phosphonic acid) 2-Phosphonobutane 1,2,4- PBTC CH 2 COOHC(PO 3 H 2 )COOH(CH 2 ) 2 COOH tricarboxylic acid Poly (acrylic acid) PAA (CH 2 CHCOOH) n Poly (methacrylic acid) PMAA (CH 2 C(CH 3")
19 First Stage Makeup Water Condenser Coils Heater Concentrate Water Product Water Figure 1. Multi-stage thermal distillation process Rinse Water Chiller Coils Makeup Water Recycle Melting Lagoon Figure 2. Crystallization distillation process

20
21
22
23
24
25
26
Hardness ions also interfere with many chemical processes such as chemical compounding and aqueous cleaners.
 Water Softeners Industrial Water Purification (800) CAL-WATER By Dave Peairs, Cal Water, Technical Director Rev: 06/08/2004 Before any discussion of water softeners, we must first define what hard water
Water Softeners Industrial Water Purification (800) CAL-WATER By Dave Peairs, Cal Water, Technical Director Rev: 06/08/2004 Before any discussion of water softeners, we must first define what hard water
Scale and Deposit Control Polymers for Industrial Water Treatment
 5 Scale and Deposit Control Polymers for Industrial Water Treatment Robert W. Zuhl and Zahid Amjad Contents 5.1 Introduction... 81 5.2 Deposit Control Polymer Evaluation Process: An Overview...82 5.3 Deposit
5 Scale and Deposit Control Polymers for Industrial Water Treatment Robert W. Zuhl and Zahid Amjad Contents 5.1 Introduction... 81 5.2 Deposit Control Polymer Evaluation Process: An Overview...82 5.3 Deposit
The Impact of Thermal Stability on the Performance of Polymeric Dispersants for Boiler Water Systems
 The Impact of Thermal Stability on the Performance of ic Dispersants for Boiler Water Systems Zahid Amjad, Ph.D. and Robert W. Zuhl, P.E., Lubrizol Advanced Materials, Inc. Introduction The quality of
The Impact of Thermal Stability on the Performance of ic Dispersants for Boiler Water Systems Zahid Amjad, Ph.D. and Robert W. Zuhl, P.E., Lubrizol Advanced Materials, Inc. Introduction The quality of
TREATMENT OF PHOSPHATE FERTILIZER PLANT WASTE WATER IN FLORIDA FOR DISCHARGE AND RE USE PURPOSES
 TREATMENT OF PHOSPHATE FERTILIZER PLANT WASTE WATER IN FLORIDA FOR DISCHARGE AND RE USE PURPOSES JOHN F. BOSSLER, SIEMENS Water Technologies Corp., Hoffman Estates, IL RONALD TRAVIS, SIEMENS Water Technologies
TREATMENT OF PHOSPHATE FERTILIZER PLANT WASTE WATER IN FLORIDA FOR DISCHARGE AND RE USE PURPOSES JOHN F. BOSSLER, SIEMENS Water Technologies Corp., Hoffman Estates, IL RONALD TRAVIS, SIEMENS Water Technologies
Wastewater Reuse. Typical treated wastewater is:
 Wastewater Reuse Most metal finishing industries have in-house wastewater treatment to economically dispose of the acids, alkali, oils, and dissolved metals in the rinse water and occasional tank solution
Wastewater Reuse Most metal finishing industries have in-house wastewater treatment to economically dispose of the acids, alkali, oils, and dissolved metals in the rinse water and occasional tank solution
Chemistry at Work. How Chemistry is used in the Water Service
 Chemistry at Work How Chemistry is used in the Water Service WATER TREATMENT Everyday, more than 100 water treatment works in Northern Ireland put approximately 680 million litres of water into the supply
Chemistry at Work How Chemistry is used in the Water Service WATER TREATMENT Everyday, more than 100 water treatment works in Northern Ireland put approximately 680 million litres of water into the supply
RO / NF Cleaning Guidelines
 Nanostone Water, Inc. Carlsbad Office 2463 Impala Dr. Carlsbad, CA 92010 USA T: +1 (844) 765-7377 www.nanostone.com RO / NF Cleaning Guidelines 2015 Nanostone Water, Inc. www.nanostone.com RO/NF Cleaning
Nanostone Water, Inc. Carlsbad Office 2463 Impala Dr. Carlsbad, CA 92010 USA T: +1 (844) 765-7377 www.nanostone.com RO / NF Cleaning Guidelines 2015 Nanostone Water, Inc. www.nanostone.com RO/NF Cleaning
Subject: Technical Letter 22 April 1977 Removal of Water Supply Contaminants -- Copper and Zinc
 STATE OF ILLINOIS Department of Registration and Education JOAN G. ANDERSON DIRECTOR. SPRINGFIELD BOARD OF NATURAL RESOURCES AND CONSERVATION JOAN G. ANDERSON CHAIRMAN BIOLOGY THOMAS PARK CHEMISTRY H.
STATE OF ILLINOIS Department of Registration and Education JOAN G. ANDERSON DIRECTOR. SPRINGFIELD BOARD OF NATURAL RESOURCES AND CONSERVATION JOAN G. ANDERSON CHAIRMAN BIOLOGY THOMAS PARK CHEMISTRY H.
Water Softening for Hardness Removal. Hardness in Water. Methods of Removing Hardness 5/1/15. WTRG18 Water Softening and Hardness
 Water Softening for Removal 1 in Water High concentration of calcium (Ca2+) and magnesium (Mg2+) ions in water cause hardness Generally, water containing more than 100 mg/l of hardness expressed as calcium
Water Softening for Removal 1 in Water High concentration of calcium (Ca2+) and magnesium (Mg2+) ions in water cause hardness Generally, water containing more than 100 mg/l of hardness expressed as calcium
ECOAZUR BLUEWATER WATER PURIFICATION PLANTS
 ECOAZUR BLUEWATER WATER PURIFICATION PLANTS CONTACT EcoAzur Calle 11a #492 x 60 y 62 Tel: +52-999-920-1972 Col. Residencial Pensiones Email: [email protected] C.P. 97217 Merida, Yucatan, Mexico Website:
ECOAZUR BLUEWATER WATER PURIFICATION PLANTS CONTACT EcoAzur Calle 11a #492 x 60 y 62 Tel: +52-999-920-1972 Col. Residencial Pensiones Email: [email protected] C.P. 97217 Merida, Yucatan, Mexico Website:
GUIDELINES FOR LEACHATE CONTROL
 GUIDELINES FOR LEACHATE CONTROL The term leachate refers to liquids that migrate from the waste carrying dissolved or suspended contaminants. Leachate results from precipitation entering the landfill and
GUIDELINES FOR LEACHATE CONTROL The term leachate refers to liquids that migrate from the waste carrying dissolved or suspended contaminants. Leachate results from precipitation entering the landfill and
ABSTRACT. Keywords: iron oxide, dispersion, deposit control agents, mono-, di-, and trivalent metals effect INTRODUCTION
 Paper No. 5996 Water Chemistry Impacts on Cooling Water System Iron Oxide Dispersants Zahid Amjad, Libardo Perez, and Robert W. Zuhl The Lubrizol Corporation, Energy and Water, 294 Lakeland Blvd., Wickliffe,
Paper No. 5996 Water Chemistry Impacts on Cooling Water System Iron Oxide Dispersants Zahid Amjad, Libardo Perez, and Robert W. Zuhl The Lubrizol Corporation, Energy and Water, 294 Lakeland Blvd., Wickliffe,
Iron and Manganese BACTERIA AND IRON AND MANGANESE
 Iron and Manganese Iron and manganese control is the most common type of municipal water treatment in Minnesota. Iron and manganese occur naturally in groundwater. Neither element causes adverse heath
Iron and Manganese Iron and manganese control is the most common type of municipal water treatment in Minnesota. Iron and manganese occur naturally in groundwater. Neither element causes adverse heath
ION EXCHANGE FOR DUMMIES. An introduction
 ION EXCHANGE FOR DUMMIES An introduction Water Water is a liquid. Water is made of water molecules (formula H 2 O). All natural waters contain some foreign substances, usually in small amounts. The water
ION EXCHANGE FOR DUMMIES An introduction Water Water is a liquid. Water is made of water molecules (formula H 2 O). All natural waters contain some foreign substances, usually in small amounts. The water
THE USE OF OZONE IN COOLING TOWERS
 THE USE OF OZONE IN COOLING TOWERS Paul D. McNicholas Ozonia Ltd Duebendorf, Switzerland Abstract Ozone has been successfully applied to industrial cooling water systems with the resultant improvement
THE USE OF OZONE IN COOLING TOWERS Paul D. McNicholas Ozonia Ltd Duebendorf, Switzerland Abstract Ozone has been successfully applied to industrial cooling water systems with the resultant improvement
WATER TREATMENT GLOBAL PRODUCT SELECTION GUIDE
 WATER TREATMENT POLYMERS WATER TREATMENT GLOBAL PRODUCT SELECTION GUIDE product selection guide 1 2 3 Introduction characteristics 2 Introduction to Water Treatment Selection Guide 1 This bulletin provides
WATER TREATMENT POLYMERS WATER TREATMENT GLOBAL PRODUCT SELECTION GUIDE product selection guide 1 2 3 Introduction characteristics 2 Introduction to Water Treatment Selection Guide 1 This bulletin provides
Basics of Reverse Osmosis
 What is Reverse Osmosis? Reverse Osmosis is a technology that is used to remove a large majority of contaminants from water by pushing the water under pressure through a semi- permeable membrane. This
What is Reverse Osmosis? Reverse Osmosis is a technology that is used to remove a large majority of contaminants from water by pushing the water under pressure through a semi- permeable membrane. This
BASIC WATER TREATMENT OF STEAM BOILERS
 BASIC WATER TREATMENT OF STEAM BOILERS Steve Kenny and Dave Pope Chemco Water Technology Vancouver, WA This is a brief discussion on low-pressure steam boiler chemistry. It provides dry kiln boiler operators
BASIC WATER TREATMENT OF STEAM BOILERS Steve Kenny and Dave Pope Chemco Water Technology Vancouver, WA This is a brief discussion on low-pressure steam boiler chemistry. It provides dry kiln boiler operators
ION EXCHANGE RESINS INTRODUCTION
 ION EXANGE RESINS Ion exchange resins are polymers that are capable of exchanging particular ions within the polymer with ions in a solution that is passed through them. This ability is also seen in various
ION EXANGE RESINS Ion exchange resins are polymers that are capable of exchanging particular ions within the polymer with ions in a solution that is passed through them. This ability is also seen in various
Removing Heavy Metals from Wastewater
 Removing Heavy Metals from Wastewater Engineering Research Center Report David M. Ayres Allen P. Davis Paul M. Gietka August 1994 1 2 Removing Heavy Metals From Wastewater Introduction This manual provides
Removing Heavy Metals from Wastewater Engineering Research Center Report David M. Ayres Allen P. Davis Paul M. Gietka August 1994 1 2 Removing Heavy Metals From Wastewater Introduction This manual provides
Differentiation Summary. Revolutionizing Water Clean-Up Opportunities
 Differentiation Summary Revolutionizing Water Clean-Up Opportunities NanoClear is a water clean-up process that affordably and efficiently converts salt, brackish or waste water into pure, usable water.
Differentiation Summary Revolutionizing Water Clean-Up Opportunities NanoClear is a water clean-up process that affordably and efficiently converts salt, brackish or waste water into pure, usable water.
Phosphate Recovery from Municipal Wastewater through Crystallization of Calcium Phosphate
 Phosphate Recovery from Municipal Wastewater through Crystallization of Calcium Phosphate A. Alamdari, Ph.D. * and S. Rohani, M.Sc. * Department of Chemical Engineering, School of Engineering, Shiraz University,
Phosphate Recovery from Municipal Wastewater through Crystallization of Calcium Phosphate A. Alamdari, Ph.D. * and S. Rohani, M.Sc. * Department of Chemical Engineering, School of Engineering, Shiraz University,
Development of Advanced Wastewater Treatment and Reclamation System
 14 Development of Advanced Wastewater Treatment and Reclamation System TAKESHI TERAZAKI *1 HOZUMI OTOZAI *2 KOSUKE SHIGIISHI *2 HIDEO SUZUKI *3 HIROSHI NAKASHOJI *4 HIROYUKI KAWAMOTO *5 Recycling and the
14 Development of Advanced Wastewater Treatment and Reclamation System TAKESHI TERAZAKI *1 HOZUMI OTOZAI *2 KOSUKE SHIGIISHI *2 HIDEO SUZUKI *3 HIROSHI NAKASHOJI *4 HIROYUKI KAWAMOTO *5 Recycling and the
Hydranautics. RO Water Chemistry
 Hydranautics RO Water Chemistry Alkalinity: Alkalinity is comprised primarily of bicarbonate, carbonate and hydroxide ions. Naturally occurring alkalinity functions as the earth s natural buffering system.
Hydranautics RO Water Chemistry Alkalinity: Alkalinity is comprised primarily of bicarbonate, carbonate and hydroxide ions. Naturally occurring alkalinity functions as the earth s natural buffering system.
Chemistry B11 Chapter 6 Solutions and Colloids
 Chemistry B11 Chapter 6 Solutions and Colloids Solutions: solutions have some properties: 1. The distribution of particles in a solution is uniform. Every part of the solution has exactly the same composition
Chemistry B11 Chapter 6 Solutions and Colloids Solutions: solutions have some properties: 1. The distribution of particles in a solution is uniform. Every part of the solution has exactly the same composition
Troubleshooting Your RO
 Troubleshooting Your RO Summary: There can be many reasons why a RO system suffers a loss in performance, and is unable to produce the proper quantity and/or quality of permeate water. Similar to a doctor
Troubleshooting Your RO Summary: There can be many reasons why a RO system suffers a loss in performance, and is unable to produce the proper quantity and/or quality of permeate water. Similar to a doctor
Ion Exchange Softening
 Ion Exchange Softening Ion-exchange is used extensively in small water systems and individual homes. Ion-exchange resin, (zeolite) exchanges one ion from the water being treated for another ion that is
Ion Exchange Softening Ion-exchange is used extensively in small water systems and individual homes. Ion-exchange resin, (zeolite) exchanges one ion from the water being treated for another ion that is
(1) e.g. H hydrogen that has lost 1 electron c. anion - negatively charged atoms that gain electrons 16-2. (1) e.g. HCO 3 bicarbonate anion
 e.g. H hydrogen that has lost 1 electron c. anion - negatively charged atoms that gain electrons 16-2. (1) e.g. HCO 3 bicarbonate anion") GS106 Chemical Bonds and Chemistry of Water c:wou:gs106:sp2002:chem.wpd I. Introduction A. Hierarchy of chemical substances 1. atoms of elements - smallest particles of matter with unique physical and
GS106 Chemical Bonds and Chemistry of Water c:wou:gs106:sp2002:chem.wpd I. Introduction A. Hierarchy of chemical substances 1. atoms of elements - smallest particles of matter with unique physical and
Membrane Filtration Technology: Meeting Today s Water Treatment Challenges
 Membrane Filtration Technology: Meeting Today s Water Treatment Challenges Growing global demand for clean water and increasing environmental concerns make membrane filtration the technology of choice
Membrane Filtration Technology: Meeting Today s Water Treatment Challenges Growing global demand for clean water and increasing environmental concerns make membrane filtration the technology of choice
Reuse of Alternative Water Sources for Cooling Tower Systems Two Case Studies Using Non-Traditional Water Sources
 Reuse of Alternative Water Sources for Cooling Tower Systems Two Case Studies Using Non-Traditional Water Sources Matthew L. Haikalis Veolia Water Solutions & Technologies April 24, 2013 Operational Priorities
Reuse of Alternative Water Sources for Cooling Tower Systems Two Case Studies Using Non-Traditional Water Sources Matthew L. Haikalis Veolia Water Solutions & Technologies April 24, 2013 Operational Priorities
Total Suspended Solids Total Dissolved Solids Hardness
 Total Suspended Solids (TSS) are solids in water that can be trapped by a filter. TSS can include a wide variety of material, such as silt, decaying plant and animal matter, industrial wastes, and sewage.
Total Suspended Solids (TSS) are solids in water that can be trapped by a filter. TSS can include a wide variety of material, such as silt, decaying plant and animal matter, industrial wastes, and sewage.
Irrigation Water Quality for Greenhouse Production
 Agricultural Extension Service The University of Tennessee PB 1617 Irrigation Water Quality for Greenhouse Production 1 Table of Contents Factors Affecting Water Quality 3 ph 3 Alkalinity/Carbonates and
Agricultural Extension Service The University of Tennessee PB 1617 Irrigation Water Quality for Greenhouse Production 1 Table of Contents Factors Affecting Water Quality 3 ph 3 Alkalinity/Carbonates and
CHEMICAL CLEANING EXPERIMENTS FOR PERFORMANCE RESTORATION OF NF MEMBRANES OPERATED ON SEAWATER FEED 1
 CHEMICAL CLEANING EXPERIMENTS FOR PERFORMANCE RESTORATION OF NF MEMBRANES OPERATED ON SEAWATER FEED 1 A. Mohammed Farooque, Ahamed S. Al-Amoudi and Ata M. Hassan Saline Water Conversion Corporation P.O.Box
CHEMICAL CLEANING EXPERIMENTS FOR PERFORMANCE RESTORATION OF NF MEMBRANES OPERATED ON SEAWATER FEED 1 A. Mohammed Farooque, Ahamed S. Al-Amoudi and Ata M. Hassan Saline Water Conversion Corporation P.O.Box
1. Inspection and monitoring... 3
 1 Index 1. Inspection and monitoring... 3 1.1 Handling of new elements... 3 1.1.1 Storage of original packaged RO elements... 3 1.1.2 Packing... 3 1.2 Initial start- up checks of a plant... 3 1.2.1 Preparation
1 Index 1. Inspection and monitoring... 3 1.1 Handling of new elements... 3 1.1.1 Storage of original packaged RO elements... 3 1.1.2 Packing... 3 1.2 Initial start- up checks of a plant... 3 1.2.1 Preparation
 IMPACT OF CHEMICALS ADDITION IN WATER/WASTEWATER TREATMENT ON TDS CONCENTRATION AND SLUDGE GENERATION Jurek Patoczka, PhD, PE Hatch Mott MacDonald 27 Bleeker Str., Millburn, NJ 07041 (973) 912 2541 [email protected]
IMPACT OF CHEMICALS ADDITION IN WATER/WASTEWATER TREATMENT ON TDS CONCENTRATION AND SLUDGE GENERATION Jurek Patoczka, PhD, PE Hatch Mott MacDonald 27 Bleeker Str., Millburn, NJ 07041 (973) 912 2541 [email protected]
Use of Nano-scale materials in Water Purification
 Use of Nano-scale materials in Water Purification Robert Meservy Dept. Physics I chose this subject because I m a reefkeeper and as such have to use distilled water in order to not poison the corals and
Use of Nano-scale materials in Water Purification Robert Meservy Dept. Physics I chose this subject because I m a reefkeeper and as such have to use distilled water in order to not poison the corals and
Scale and Deposit Formation in Steam Assisted Gravity Drainage (SAGD) Facilities
 Facilities") Scale and Deposit Formation in Steam Assisted Gravity Drainage (SAGD) Facilities Reprint R-1014 By W. Hugh Goodman, Martin R. Godfrey, and Thomas M. Miller, Nalco Comany, Naperville, IL ABSTRAST Produced
Scale and Deposit Formation in Steam Assisted Gravity Drainage (SAGD) Facilities Reprint R-1014 By W. Hugh Goodman, Martin R. Godfrey, and Thomas M. Miller, Nalco Comany, Naperville, IL ABSTRAST Produced
Silica Over-Saturation, Precipitation, Prevention and Remediation In Hot Water Systems Edited By Dave Peairs, Cal Water, Technical Director
 Silica Over-Saturation, Precipitation, Prevention and Remediation In Hot Water Systems Edited By Dave Peairs, Cal Water, Technical Director Background Silica scaling becomes a problem when any hot water
Silica Over-Saturation, Precipitation, Prevention and Remediation In Hot Water Systems Edited By Dave Peairs, Cal Water, Technical Director Background Silica scaling becomes a problem when any hot water
Sulfites for Oxygen Control
 If you would like a more detailed version of this report, please request SOS from [email protected] along with your e-mail address. A. Introduction Sulfites for Oxygen Control Robert R. Cavano
If you would like a more detailed version of this report, please request SOS from [email protected] along with your e-mail address. A. Introduction Sulfites for Oxygen Control Robert R. Cavano
Coagulation and Flocculation
 Coagulation and Flocculation Groundwater and surface water contain both dissolved and suspended particles. Coagulation and flocculation are used to separate the suspended solids portion from the water.
Coagulation and Flocculation Groundwater and surface water contain both dissolved and suspended particles. Coagulation and flocculation are used to separate the suspended solids portion from the water.
The Grand Miramare Hotel Santa Margherita (Portofino) Italy March 19 22, 2013. Inspiring Innovation and Excellence
 Italy March 19 22, 2013. Inspiring Innovation and Excellence") The Grand Miramare Hotel Santa Margherita (Portofino) Italy March 19 22, 2013 Inspiring Innovation and Excellence About the IDA Desalination Academy The IDA Desalination Academy aspires to increase knowledge
The Grand Miramare Hotel Santa Margherita (Portofino) Italy March 19 22, 2013 Inspiring Innovation and Excellence About the IDA Desalination Academy The IDA Desalination Academy aspires to increase knowledge
The Use of Polymers to Improve Control of Calcium Phosphonate and Calcium Carbonate in High Stressed Cooling Water Systems
 AWT-F-04 (Nov-04) Association of Water Technologies, Inc. 2004 Annual Convention November 3 to 6, 2004 Nashville, TN The Use of Polymers to Improve Control of Calcium Phosphonate and Calcium Carbonate
AWT-F-04 (Nov-04) Association of Water Technologies, Inc. 2004 Annual Convention November 3 to 6, 2004 Nashville, TN The Use of Polymers to Improve Control of Calcium Phosphonate and Calcium Carbonate
Water Treatment and Reverse Osmosis Systems
 Water 2012 Treatment Pure Aqua, and Inc. Reverse All Rights Osmosis Reserved. ystems Worldwide Experience uperior Technology About the Company Pure Aqua is a company with a strong philosophy and drive
Water 2012 Treatment Pure Aqua, and Inc. Reverse All Rights Osmosis Reserved. ystems Worldwide Experience uperior Technology About the Company Pure Aqua is a company with a strong philosophy and drive
Industrial Water Reuse and Wastewater Minimization
 Technical Paper Industrial Water Reuse and Wastewater Minimization Author: James P. McIntyre, P.E. Abstract Many industrial users of fresh water are under increasing pressure to reuse water within their
Technical Paper Industrial Water Reuse and Wastewater Minimization Author: James P. McIntyre, P.E. Abstract Many industrial users of fresh water are under increasing pressure to reuse water within their
Wastewater Treatment Additives
 Chemicals BV for tomorrow s Technology Wastewater Treatment Additives for tomorrow s World 2 Contents 1. Introduction 2 2. Water treatment methods 3 2.1 Mechanical-chemical treatment 3 2.2 Biological treatment
Chemicals BV for tomorrow s Technology Wastewater Treatment Additives for tomorrow s World 2 Contents 1. Introduction 2 2. Water treatment methods 3 2.1 Mechanical-chemical treatment 3 2.2 Biological treatment
Christopher Harto Argonne National Laboratory
 Managing Water from CCS Programs Christopher Harto Argonne National Laboratory John A. Veil - Argonne National Laboratory Andrea McNemar - DOE/NETL GWPC Energy and Water Sustainability Symposium Pittsburgh,
Managing Water from CCS Programs Christopher Harto Argonne National Laboratory John A. Veil - Argonne National Laboratory Andrea McNemar - DOE/NETL GWPC Energy and Water Sustainability Symposium Pittsburgh,
WATER CHEMISTRY AND POOL WATER BALANCE
 C R6 H A PT E WATER CHEMISTRY AND POOL WATER BALANCE LEARNING OBJECTIVES After completely studying this chapter, you should be able to: Understand and list the parameters upon which water balance is based.
C R6 H A PT E WATER CHEMISTRY AND POOL WATER BALANCE LEARNING OBJECTIVES After completely studying this chapter, you should be able to: Understand and list the parameters upon which water balance is based.
CHAPTER 7 THE DEHYDRATION AND SWEETENING OF NATURAL GAS
 CHAPTER 7 THE DEHYDRATION AND SWEETENING OF NATURAL GAS Natural gases either from natural production or storage reservoirs contain water, which condense and form solid gas hydrates to block pipeline flow
CHAPTER 7 THE DEHYDRATION AND SWEETENING OF NATURAL GAS Natural gases either from natural production or storage reservoirs contain water, which condense and form solid gas hydrates to block pipeline flow
Technical Presentation IMPORTANT TOPICS
 BOILER WATER TREATMENT FOR KILN DRY OPERATIONS Technical Presentation IMPORTANT TOPICS PRETREATMENT TEMPERATURE VS OXYGEN FEED WATER / DA BOILER WATER CONDENSATE 1 Boiler Water Pretreatment Purpose - Statistically
BOILER WATER TREATMENT FOR KILN DRY OPERATIONS Technical Presentation IMPORTANT TOPICS PRETREATMENT TEMPERATURE VS OXYGEN FEED WATER / DA BOILER WATER CONDENSATE 1 Boiler Water Pretreatment Purpose - Statistically
The Use of Phosphates For Potable Water Treatment
 The Use of Phosphates For Potable Water Treatment The Phosphate Forum of the Americas has prepared this document as an educational resource for the general public. I. Introduction Phosphates have many
The Use of Phosphates For Potable Water Treatment The Phosphate Forum of the Americas has prepared this document as an educational resource for the general public. I. Introduction Phosphates have many
ROSS Technology Removal of Oil, Solids and Scale Formers
 ROSS Technology Removal of Oil, Solids and Scale Formers Frac Flowback and Produced Treatment for Reuse WATER TECHNOLOGIES Treatment for Reuse and Enhanced Oil Recovery ROSS Technology is a an effective
ROSS Technology Removal of Oil, Solids and Scale Formers Frac Flowback and Produced Treatment for Reuse WATER TECHNOLOGIES Treatment for Reuse and Enhanced Oil Recovery ROSS Technology is a an effective
PRINCIPLES AND PRACTICES OF REVERSE OSMOSIS
 PRINCIPLES AND PRACTICES OF REVERSE OSMOSIS O.J. Morin Black and Veatch, Florida, USA Keywords : Acidity, Alkaline scale, Anion, Anionic, Antiscalant, Aquifer, Avogadro's number, Brackish water, Buffer,
PRINCIPLES AND PRACTICES OF REVERSE OSMOSIS O.J. Morin Black and Veatch, Florida, USA Keywords : Acidity, Alkaline scale, Anion, Anionic, Antiscalant, Aquifer, Avogadro's number, Brackish water, Buffer,
Evaluation of Alternatives to Domestic Ion Exchange Water Softeners. Mara Wiest Dr. Peter Fox Dr. Lee Wontae, HDR Tim Thomure, HDR
 Evaluation of Alternatives to Domestic Ion Exchange Water Softeners Mara Wiest Dr. Peter Fox Dr. Lee Wontae, HDR Tim Thomure, HDR April 26, 2011 OUTLINE Water Quality and reuse in the Southwest US Ion
Evaluation of Alternatives to Domestic Ion Exchange Water Softeners Mara Wiest Dr. Peter Fox Dr. Lee Wontae, HDR Tim Thomure, HDR April 26, 2011 OUTLINE Water Quality and reuse in the Southwest US Ion
Hardness - Multivalent metal ions which will form precipitates with soaps. e.g. Ca 2+ + (soap) Ca(soap) 2 (s)
 Ca(soap) 2 (s)") Water Softening (Precipitation Softening) (3 rd DC 178; 4 th DC 235) 1. Introduction Hardness - Multivalent metal ions which will form precipitates with soaps. e.g. Ca 2+ + (soap) Ca(soap) 2 (s) Complexation
Water Softening (Precipitation Softening) (3 rd DC 178; 4 th DC 235) 1. Introduction Hardness - Multivalent metal ions which will form precipitates with soaps. e.g. Ca 2+ + (soap) Ca(soap) 2 (s) Complexation
Dissolved Mineral Radioactivity in Drinking Water
 WD-WSEB-3-11 2004 Dissolved Mineral Radioactivity in Drinking Water General New Hampshire's bedrock contains naturally occurring radioactivity. A few examples with health importance include radon, radium
WD-WSEB-3-11 2004 Dissolved Mineral Radioactivity in Drinking Water General New Hampshire's bedrock contains naturally occurring radioactivity. A few examples with health importance include radon, radium
Environmental Technology March/April 1998
 Treating Metal Finishing Wastewater Sultan I. Amer, Ph.D. AQUACHEM INC. Environmental Technology March/April 1998 Wastewater from metal finishing industries contains high concentrations of contaminants
Treating Metal Finishing Wastewater Sultan I. Amer, Ph.D. AQUACHEM INC. Environmental Technology March/April 1998 Wastewater from metal finishing industries contains high concentrations of contaminants
Reverse Osmosis Membranes for Wastewater Reclamation By Craig R. Bartels, PhD Hydranautics, 401 Jones Road, Oceanside California, USA 92054
 Reverse Osmosis Membranes for Wastewater Reclamation By Craig R. Bartels, PhD Hydranautics, 401 Jones Road, Oceanside California, USA 92054 Abstract Wastewater reclamation has become a viable alternative
Reverse Osmosis Membranes for Wastewater Reclamation By Craig R. Bartels, PhD Hydranautics, 401 Jones Road, Oceanside California, USA 92054 Abstract Wastewater reclamation has become a viable alternative
Portable Swimming Pool Reverse Osmosis Systems
 Portable Swimming Pool Reverse Osmosis Systems C. Brent Cluff, Ph.D. Clean Water Products A standard practice for pool owners is to periodically drain the swimming pool to reduce calcium and magnesium
Portable Swimming Pool Reverse Osmosis Systems C. Brent Cluff, Ph.D. Clean Water Products A standard practice for pool owners is to periodically drain the swimming pool to reduce calcium and magnesium
Case Study: Optimizing Scale Inhibition Costs in Reverse Osmosis Desalination Plants
 Case Study: Optimizing Scale Inhibition Costs in Reverse Osmosis Desalination Plants Mohannad Malki, American Water Chemicals, Inc. Abstract Over the last few decades, advancements in technology and engineering
Case Study: Optimizing Scale Inhibition Costs in Reverse Osmosis Desalination Plants Mohannad Malki, American Water Chemicals, Inc. Abstract Over the last few decades, advancements in technology and engineering
Treatment options for hydrogen sulfide. Testing for hydrogen sulfide
 Sometimes hot water will have a sour smell, similar to that of an old damp rag. This smell often develops when the thermostat has been lowered to save energy or reduce the potential for scalding. Odor-causing
Sometimes hot water will have a sour smell, similar to that of an old damp rag. This smell often develops when the thermostat has been lowered to save energy or reduce the potential for scalding. Odor-causing
Factors Affecting Precipitation of Calcium Carbonate
 Factors Affecting Precipitation of Calcium Carbonate John A. Wojtowicz Chemcon Laboratory tests with clear solutions showed that precipitation of calcium carbonate does not occur in the ph range 7.5 to
Factors Affecting Precipitation of Calcium Carbonate John A. Wojtowicz Chemcon Laboratory tests with clear solutions showed that precipitation of calcium carbonate does not occur in the ph range 7.5 to
Complexometric Titrations
 Complexometric Titrations Complexometric titrations are based on the formation of a soluble complex upon the reaction of the species titrated with the titrant. M + L ML In the module Chemistry 2 you were
Complexometric Titrations Complexometric titrations are based on the formation of a soluble complex upon the reaction of the species titrated with the titrant. M + L ML In the module Chemistry 2 you were
Chapter 14 Solutions
 Chapter 14 Solutions 1 14.1 General properties of solutions solution a system in which one or more substances are homogeneously mixed or dissolved in another substance two components in a solution: solute
Chapter 14 Solutions 1 14.1 General properties of solutions solution a system in which one or more substances are homogeneously mixed or dissolved in another substance two components in a solution: solute
Well Water Iron Removal Using Quantum DMI-65 Granular Filter Media
 Well Water Iron Removal Using Quantum DMI-65 Granular Filter Media ASME Research Committee Power Plant and Environmental Chemistry Overland Park, Kansas April 2-4, 2007 Prepared by: W. H. Stroman Primary
Well Water Iron Removal Using Quantum DMI-65 Granular Filter Media ASME Research Committee Power Plant and Environmental Chemistry Overland Park, Kansas April 2-4, 2007 Prepared by: W. H. Stroman Primary
The chemical components of detergents and their roles in the washing process
 The chemical components of detergents and their roles in the washing process Laundry detergents are formulated from six groups of substances :. surfactants. builders. bleachingagents. enzymes. fillers.
The chemical components of detergents and their roles in the washing process Laundry detergents are formulated from six groups of substances :. surfactants. builders. bleachingagents. enzymes. fillers.
WHAT IS IN FERTILIZER OTHER THAN NUTRIENTS?
 WHAT IS IN FERTILIZER OTHER THAN NUTRIENTS? Raymond C. Ward Ward Laboratories Inc. Kearney, NE Commercial fertilizer is a source of plant nutrients that can be applied to soil to nourish crops when the
WHAT IS IN FERTILIZER OTHER THAN NUTRIENTS? Raymond C. Ward Ward Laboratories Inc. Kearney, NE Commercial fertilizer is a source of plant nutrients that can be applied to soil to nourish crops when the
2014 Service Technician Training Program Closed Loop Systems
 1/20/14 2014 Service Technician Training Program Closed Loop Systems Daniel S. Krack, CWT 2 Closed Loop Cooling and Heating The Closed Loop Cooling Advantages High Efficiency Chillers, Heat Exchangers,
1/20/14 2014 Service Technician Training Program Closed Loop Systems Daniel S. Krack, CWT 2 Closed Loop Cooling and Heating The Closed Loop Cooling Advantages High Efficiency Chillers, Heat Exchangers,
Chapter 13 Properties of liquids
 Chapter 13 Properties of liquids 1 over 75% of earth is covered with water water supports and enhance life in chemistry, water provides the medium of numerous reactions 13.1 What is a liquid? liquids lie
Chapter 13 Properties of liquids 1 over 75% of earth is covered with water water supports and enhance life in chemistry, water provides the medium of numerous reactions 13.1 What is a liquid? liquids lie
WISCONSIN WASTEWATER OPERATORS ASSOCIATION
 Integrity. People. Knowledge. WISCONSIN WASTEWATER OPERATORS ASSOCIATION ANNUAL CONFERENCE GREEN BAY Resources. MEETING LOW LEVEL PHOSPHORUS LIMITS BY CHEMICAL ADDITION WHAT IS PHOSPHORUS Atomic # 15 Electron
Integrity. People. Knowledge. WISCONSIN WASTEWATER OPERATORS ASSOCIATION ANNUAL CONFERENCE GREEN BAY Resources. MEETING LOW LEVEL PHOSPHORUS LIMITS BY CHEMICAL ADDITION WHAT IS PHOSPHORUS Atomic # 15 Electron
Iron and manganese are two similar elements
 L-5451 2-04 Drinking Water Problems: Iron and Manganese Mark L. McFarland, Associate Professor and Extension Soil Fertility Specialist Monty C. Dozier, Assistant Professor and Extension Water Resources
L-5451 2-04 Drinking Water Problems: Iron and Manganese Mark L. McFarland, Associate Professor and Extension Soil Fertility Specialist Monty C. Dozier, Assistant Professor and Extension Water Resources
Separation by Solvent Extraction
 Experiment 3 Separation by Solvent Extraction Objectives To separate a mixture consisting of a carboxylic acid and a neutral compound by using solvent extraction techniques. Introduction Frequently, organic
Experiment 3 Separation by Solvent Extraction Objectives To separate a mixture consisting of a carboxylic acid and a neutral compound by using solvent extraction techniques. Introduction Frequently, organic
Desalination of Sea Water E7-1
 Experiment 7 Desalination of Sea Water E7-1 E7-2 The Task The goal of this experiment is to investigate the nature and some properties of sea water. Skills At the end of the laboratory session you should
Experiment 7 Desalination of Sea Water E7-1 E7-2 The Task The goal of this experiment is to investigate the nature and some properties of sea water. Skills At the end of the laboratory session you should
SODIUM CATION EXCHANGE (ZEOLITE) WATER SOFTENING PROCESS
 WATER SOFTENING PROCESS") SODIUM CATION EXCHANGE (ZEOLITE) WATER SOFTENING PROCESS A. History The name zeolite comes from the two Greek words zein and lithos which mean boiling stone. It was first applied by Granstedt, a Swedish
SODIUM CATION EXCHANGE (ZEOLITE) WATER SOFTENING PROCESS A. History The name zeolite comes from the two Greek words zein and lithos which mean boiling stone. It was first applied by Granstedt, a Swedish
Guide to Reverse Phase SpinColumns Chromatography for Sample Prep
 Guide to Reverse Phase SpinColumns Chromatography for Sample Prep www.harvardapparatus.com Contents Introduction...2-3 Modes of Separation...4-6 Spin Column Efficiency...7-8 Fast Protein Analysis...9 Specifications...10
Guide to Reverse Phase SpinColumns Chromatography for Sample Prep www.harvardapparatus.com Contents Introduction...2-3 Modes of Separation...4-6 Spin Column Efficiency...7-8 Fast Protein Analysis...9 Specifications...10
VCE CHEMISTRY UNIT 2 Environmental Chemistry SAMPLE COURSE OUTLINE
 VCE CHEMISTRY UNIT 2 Environmental Chemistry SAMPLE COURSE OUTLINE Week Area of Study Key knowledge Possible activities Key skills 1 1 Water Role of water in maintaining life in the environment unique
VCE CHEMISTRY UNIT 2 Environmental Chemistry SAMPLE COURSE OUTLINE Week Area of Study Key knowledge Possible activities Key skills 1 1 Water Role of water in maintaining life in the environment unique
Remediation of Water-Based Drilling Fluids and Cleaning of Cuttings
 OVERVIEW Water-Based Drilling Fluids are environmentally friendly compared with oil-based drilling fluids; however their safe disposal can still be a challenge. There are normally no hydrocarbons present,
OVERVIEW Water-Based Drilling Fluids are environmentally friendly compared with oil-based drilling fluids; however their safe disposal can still be a challenge. There are normally no hydrocarbons present,
Water Info. What is Reverse Osmosis?
 Water Info What is Reverse Osmosis? Anyone who has been through a high school science class will likely be familiar with the term osmosis. The process was first described by a French Scientist in 1748,
Water Info What is Reverse Osmosis? Anyone who has been through a high school science class will likely be familiar with the term osmosis. The process was first described by a French Scientist in 1748,
DOW Ultrafiltration. Case History. High Turbidity and Temperature Fluctuation No Obstacle for DOW Ultrafiltration
 Case History High Turbidity and Temperature Fluctuation No Obstacle for Site Information Location: HeBei, China Capacity: 12 m 3 /h (5283 gpm) Purpose: Pretreat sea water prior to RO system Time in Operation:
Case History High Turbidity and Temperature Fluctuation No Obstacle for Site Information Location: HeBei, China Capacity: 12 m 3 /h (5283 gpm) Purpose: Pretreat sea water prior to RO system Time in Operation:
Experiment #10: Liquids, Liquid Mixtures and Solutions
 Experiment #10: Liquids, Liquid Mixtures and Solutions Objectives: This experiment is a broad survey of the physical properties of liquids. We will investigate solvent/solute mixtures. We will study and
Experiment #10: Liquids, Liquid Mixtures and Solutions Objectives: This experiment is a broad survey of the physical properties of liquids. We will investigate solvent/solute mixtures. We will study and
Balancing chemical reaction equations (stoichiometry)
") Balancing chemical reaction equations (stoichiometry) This worksheet and all related files are licensed under the Creative Commons Attribution License, version 1.0. To view a copy of this license, visit
Balancing chemical reaction equations (stoichiometry) This worksheet and all related files are licensed under the Creative Commons Attribution License, version 1.0. To view a copy of this license, visit
Lenntech [email protected] www.lenntech.com Tel. +31-15-261.09.00 Fax. +31-15-261.62.89
 TSB107.21 Page 1 Lenntech [email protected] www.lenntech.com Tel. +31-15-261.09.00 Fax. +31-15-261.62.89 Technical Service Bulletin October 2011 TSB107.21 Foulants and Cleaning Procedures for composite
TSB107.21 Page 1 Lenntech [email protected] www.lenntech.com Tel. +31-15-261.09.00 Fax. +31-15-261.62.89 Technical Service Bulletin October 2011 TSB107.21 Foulants and Cleaning Procedures for composite
Enhanced Organic Precursor Removals Using Aged Filter Media Page 1. Enhanced Organic Precursor Removals Using Aged Filter Media
 Enhanced Organic Precursor Removals Using Aged Media Page 1 Enhanced Organic Precursor Removals Using Aged Media O b j e c t i v e s The main goals of this project was to evaluate the dissolved organic
Enhanced Organic Precursor Removals Using Aged Media Page 1 Enhanced Organic Precursor Removals Using Aged Media O b j e c t i v e s The main goals of this project was to evaluate the dissolved organic
VIPCLEAN Via Goretta 96/A Mappano di Caselle (TO) Tel 011.2207783 Fax 011.2207927 e-mail [email protected]
 Tel 011.2207783 Fax 011.2207927 e-mail info@vipclean.it") INTRODUCTION VIP Clean, acronym of Very Important Purewater, is an exclusive and innovative line dedicated to cleaning systems with pure water. VIP Clean products are been designed and conceived to meet
INTRODUCTION VIP Clean, acronym of Very Important Purewater, is an exclusive and innovative line dedicated to cleaning systems with pure water. VIP Clean products are been designed and conceived to meet
Cambridge International Examinations Cambridge International General Certificate of Secondary Education
 Cambridge International Examinations Cambridge International General Certificate of Secondary Education *0123456789* CHEMISTRY 0620/03 Paper 3 Theory (Core) For Examination from 2016 SPECIMEN PAPER 1 hour
Cambridge International Examinations Cambridge International General Certificate of Secondary Education *0123456789* CHEMISTRY 0620/03 Paper 3 Theory (Core) For Examination from 2016 SPECIMEN PAPER 1 hour
DEIONIZATION IN A "NUT SHELL"
 Deionized Water (DI) DEIONIZATION IN A "NUT SHELL" City water is passed through dark amber colored, caviar sized plastic beads called cation ion exchange resin. The cation resin is in the hydrogen form
Deionized Water (DI) DEIONIZATION IN A "NUT SHELL" City water is passed through dark amber colored, caviar sized plastic beads called cation ion exchange resin. The cation resin is in the hydrogen form
2.500 Desalination and Water Purification
 MIT OpenCourseWare http://ocw.mit.edu 2.500 Desalination and Water Purification Spring 2009 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms. Institut für
MIT OpenCourseWare http://ocw.mit.edu 2.500 Desalination and Water Purification Spring 2009 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms. Institut für
Using EDI to Meet the Needs of Pure Water Production
 Technical Paper Using EDI to Meet the Needs of Pure Water Production Authors: Ted Prato and Christopher Gallagher, Ionics This paper was originally presented at the 61st Annual International Water Conference
Technical Paper Using EDI to Meet the Needs of Pure Water Production Authors: Ted Prato and Christopher Gallagher, Ionics This paper was originally presented at the 61st Annual International Water Conference
TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS
 TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS Dr. Abhay Kumar Sahay, AGM(CC OS) Bijay Manjul, AGM( Operation) Kahalgaon Boiler has three inputs Steam generator 1. WATER 2. COAL 3. AIR Burner Air preheater
TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS Dr. Abhay Kumar Sahay, AGM(CC OS) Bijay Manjul, AGM( Operation) Kahalgaon Boiler has three inputs Steam generator 1. WATER 2. COAL 3. AIR Burner Air preheater
Nine Industrial Scale V SEPs. Feed Tank V SEP. Feed Pumps (Three) Concentrate. Tank. V SEP Treatment System
 Concentrate. Tank. V SEP Treatment System") River Treatment for Ultrapure Production A cost-effective and environmentally-sound solution Abstract New Logic International installed its Vibratory Shear Enhanced Processing (VSEP) Phase I system in
River Treatment for Ultrapure Production A cost-effective and environmentally-sound solution Abstract New Logic International installed its Vibratory Shear Enhanced Processing (VSEP) Phase I system in
SEAR Wastewater Treatment: Contaminant Removal and Material Recovery
 ESTCP SEAR Wastewater Treatment: Contaminant Removal and Material Recovery U.S. Environmental Protection Agency National Risk Management Research Laboratory Cincinnati, Ohio SEAR Workshop Outline Motivation
ESTCP SEAR Wastewater Treatment: Contaminant Removal and Material Recovery U.S. Environmental Protection Agency National Risk Management Research Laboratory Cincinnati, Ohio SEAR Workshop Outline Motivation
RO Reverse Osmosis equipments
 RO SYSTEMS RO Reverse Osmosis equipments A range of Reverse Osmosis equipment designed to provide the highest performances with flow rates demand from 50 to 1000 l/h. Every component of the equipment is
RO SYSTEMS RO Reverse Osmosis equipments A range of Reverse Osmosis equipment designed to provide the highest performances with flow rates demand from 50 to 1000 l/h. Every component of the equipment is
DOWEX Resins as Organic Solvent Desiccants
 Product Information DOWEX Resins as Organic Solvent Desiccants DOWEX* ion exchange resins can be used as desiccants for organic solvents, after having been dried to a low moisture level, in a manner similar
Product Information DOWEX Resins as Organic Solvent Desiccants DOWEX* ion exchange resins can be used as desiccants for organic solvents, after having been dried to a low moisture level, in a manner similar
The National Board of Boiler and Pressure Vessel Inspectors 1055 Crupper Avenue Columbus, Ohio 43229 614.888.8320
 TheNationalBoardofBoilerandPressureVesselInspectors 1055CrupperAvenue Columbus,Ohio43229 614.888.8320 NB-410, Revision 3 Sept, 2015 1 1.0 GENERAL The purpose of this document is to provide basic guidelines
TheNationalBoardofBoilerandPressureVesselInspectors 1055CrupperAvenue Columbus,Ohio43229 614.888.8320 NB-410, Revision 3 Sept, 2015 1 1.0 GENERAL The purpose of this document is to provide basic guidelines
Chapter 6. Solution, Acids and Bases
 Chapter 6 Solution, Acids and Bases Mixtures Two or more substances Heterogeneous- different from place to place Types of heterogeneous mixtures Suspensions- Large particles that eventually settle out
Chapter 6 Solution, Acids and Bases Mixtures Two or more substances Heterogeneous- different from place to place Types of heterogeneous mixtures Suspensions- Large particles that eventually settle out
Dispelling the Myths of Heat Transfer Fluids. Kevin Connor The Dow Chemical Company
 Dispelling the Myths of Heat Transfer Fluids Kevin Connor The Dow Chemical Company Heat Transfer Chill Water Loop Secondary Coolant (Heat Transfer Fluid) Primary Refrigerant Expansion Device Air Handler
Dispelling the Myths of Heat Transfer Fluids Kevin Connor The Dow Chemical Company Heat Transfer Chill Water Loop Secondary Coolant (Heat Transfer Fluid) Primary Refrigerant Expansion Device Air Handler
Best Practice in Boiler Water Treatment
 Best Practice in Boiler Water Treatment Boiler Water Treatment Part 2 Internal Treatment Objectives of Internal Water Treatment 1 To control the level of total dissolved solids (TDS) within the boiler
Best Practice in Boiler Water Treatment Boiler Water Treatment Part 2 Internal Treatment Objectives of Internal Water Treatment 1 To control the level of total dissolved solids (TDS) within the boiler
THE NWF WATER PURIFICATION PROCESS FRESH WATER IN A NATURAL WAY. Esko Meloni Ferroplan Oy
 THE NWF WATER PURIFICATION PROCESS FRESH WATER IN A NATURAL WAY Esko Meloni Ferroplan Oy 1 The NWF Water Purification Process: list of contents 1. NWF biological purification of groundwater Iron and manganese
THE NWF WATER PURIFICATION PROCESS FRESH WATER IN A NATURAL WAY Esko Meloni Ferroplan Oy 1 The NWF Water Purification Process: list of contents 1. NWF biological purification of groundwater Iron and manganese
Hydrogen Exchange Resin. Steam Purity Analysis
 Circular No. 47 1955 STATE OF ILLINOIS WILLIAM G. STRATTON, Governor Hydrogen Exchange Resin ror Steam Purity Analysis by R. W. Lane, T. E. Larson and J. W. Pankey Issued by Department of Registration
Circular No. 47 1955 STATE OF ILLINOIS WILLIAM G. STRATTON, Governor Hydrogen Exchange Resin ror Steam Purity Analysis by R. W. Lane, T. E. Larson and J. W. Pankey Issued by Department of Registration
Guidelines for Selecting and Maintaining Glycol Based Heat Transfer Fluids
 Guidelines for Selecting and Maintaining Based Heat Transfer Fluids David Berry Engineering Manager, Chem-Aqua Canada Allan Browning Technical Marketing Manager, Chem-Aqua, Inc. Based Heat Transfer Fluids
Guidelines for Selecting and Maintaining Based Heat Transfer Fluids David Berry Engineering Manager, Chem-Aqua Canada Allan Browning Technical Marketing Manager, Chem-Aqua, Inc. Based Heat Transfer Fluids
TECHNICAL AND ECONOMIC EVALUATION AND SELECTION OF SULFATE ION REMOVAL TECHNOLOGIES FOR RECOVERY OF WATER FROM MINERAL CONCENTRATE TRANSPORT SLURRY
 TECHNICAL AND ECONOMIC EVALUATION AND SELECTION OF SULFATE ION REMOVAL TECHNOLOGIES FOR RECOVERY OF WATER FROM MINERAL CONCENTRATE TRANSPORT SLURRY ABSTRACT Paul J. Usinowicz, Ph.D., P.E., BCEE*, Bruce
TECHNICAL AND ECONOMIC EVALUATION AND SELECTION OF SULFATE ION REMOVAL TECHNOLOGIES FOR RECOVERY OF WATER FROM MINERAL CONCENTRATE TRANSPORT SLURRY ABSTRACT Paul J. Usinowicz, Ph.D., P.E., BCEE*, Bruce