FLOW CHARTS. These Flowcharts are designed to show typical systems and should not be construed as specifications for any specific job.
|
|
|
- Kathleen Gallagher
- 9 years ago
- Views:
Transcription

1 FLOW CHARTS
2 FLOW CHARTS What are they? These flow charts represent the most commonly recommended systems used in the yacht division. Note that some PC or Marine products show up in one or two of the more specialised coating specifications. The charts will be updated on an as required basis when new products, deleted old ones or changed specifications occur. They will at any time then, represent the latest way of doing things. How can they be used? They can be used as teaching tools to explain to a variety of customers how our products fit in with each other. By selection of specific flow diagrams you can talk about below waterline schemes only, above waterline schemes only or perhaps just how to paint timber or steel boats. The combinations are almost endless. They can be used to generate specifications for most requirements simply by finding the appropriate codes in the specification system for each of the products within the flow diagram boxes. Individual sheets can be handed out to customers so they can better understand how to paint their boat and what products are required. The flow diagrams also match the specifications in the BPG. Can specifications other than those represented by the flow diagrams be produced? Quite simply the answer is yes. It is virtually impossible to present every possible combination of product in a flow diagram format. There will always be cases where standard specifications do not fit in with the exact job requirements.

3 FLOW CHARTS Numbering The charts are numbered with gaps so that new ones can be added in later if required. The Index gives you the chart number and the slide number so you can quickly find the slide you want. Each slide has the Chart Number on the bottom right hand corner again for easy reference. Boxes The flow diagram boxes are colour matched to our labels so that primers are grey, undercoats yellow, top coats red and antifoulings blue. Boxes with a green outline are optional and can be left out of the system if required without affecting the integrity of the system. Other boxes are mandatory. Can the flow diagrams be changed? Flow diagrams should not be changed otherwise non-standard information is being given out which has been shown in the past to be the cause of many of our problems. If you need a change refer back to the technical or marketing department as your request may be something that everybody could benefit by.

4 INDEX CHART: SLIDE: GENERAL HOW-TO INFORMATION PAINTING GUIDE OVERVIEW 0 8 SURFACE PREPARATION FOR ALUMINIUM 2 10 SURFACE PREPARATION FOR STEEL 3 11 SURFACE PREPARATION FOR POLYESTER AND EPOXY 4 12 ANTIFOULING GUIDE 5 13 FILLER GUIDE 6 14 THINNER GUIDE 7 15 EPOXY GUIDE 8 16 TIMBER ABOVE WATERLINE SINGLE PACK 9 18 BELOW WATERLINE SINGLE PACK PRIMOCON ABOVE WATERLINE TWO PACK BELOW WATERLINE TWO PACK ALUMINIUM & STEEL POLYESTER / EPOXY VARNISHING ABOVE WATERLINE SINGLE PACK BELOW WATERLINE SINGLE PACK ABOVE WATERLINE TWO PACK BELOW WATERLINE TWO PACK ABOVE WATERLINE SINGLE PACK BELOW WATERLINE SINGLE PACK ABOVE WATERLINE TWO PACK BELOW WATERLINE TWO PACK VARNISHING SINGLE PACK VARNISHING TWO PACK CLEAR TRANSPARENT FINISH 23 35

5 INDEX CHART: SLIDE: MISCELLANEOUS SINGLE AND TWO PACK STERN DRIVE UNITS ABOVE WATERLINE TWO PACK SMALL ALUMINIUM CRAFT AND MAST PROPELLERS, KEELS AND SHAFTS OSMOSIS SYSTEMS TANK SYSTEMS TWO PACK STAINLESS STEEL TWO PACK BILGE AREAS COMPOSITE TWO PACK CHAIN LOCKERS HIGH IMPACT INTERIOR SYSTEMS (FIRE RATED) PROFESSIONAL ABOVE WATERLINE POLY / VINYL ESTER / EPOXY COMPOSITE or SHEATHED (INTERPROTECT) BELOW WATERLINE POLY / VINYL ESTER / EPOXY COMPOSITE or SHEATHED (INTERPROTECT) ABOVE WATERLINE POLY / VINYL ESTER / EPOXY / COMPOSITE or SHEATHED (INTERPRIME 820) BELOW WATERLINE POLY / VINYL ESTER / EPOXY COMPOSITE or SHEATHED (INTERPRIME 820) INTERIOR FINISH POLYESTER / VINYL ESTER / EPOXY COMPOSITE or SHEATHED (POLYURETHANE AND EPOXY PRIMERS) ABOVE WATERLINE SUPERYACHT SPEC FOR ALUMINIUM AND STEEL (INTERPRIME 820) BELOW WATERLINE SUPERYACHT SPEC FOR ALUMINIUM AND STEEL ALUMINIUM SPARS HIGH PERFORMANCE SYSTEM (INTERPRIME 820) ALUMINIUM SPARS HIGH PERFORMANCE SYSTEM (INTERPROTECT) 41 55
 35 49 BELOW WATERLINE POLY / VINYL ESTER / EPOXY COMPOSITE or SHEATHED (INTERPRIME 820) 36 50 INTERIOR FINISH POLYESTER / VINYL ESTER / EPOXY COMPOSITE or")
6 INDEX CHART: SLIDE: REPAINTS REPAINT ABOVE WATERLINE AGED PAINT IN GOOD CONDITION REPAINT ABOVE WATERLINE TO APPLY INTERSPRAY 900 (EPOXY AND POLYURETHANE PRIMERS) REPAINT BELOW WATERLINE USING TIE COAT OF PRIMOCON REPAINT ABOVE WATERLINE WITH SPOT-FILLING (EPOXY AND POLYURETHANE PRIMERS) 45 60

7 How To General How-to Information

8 Chart 0 Painting guide overview SINGLE PACK ABOVE WATERLINE SINGLE PACK BELOW WATERLINE TWO PACK ABOVE WATERLINE TWO PACK BELOW WATERLINE TWO PACK PRIMER SINGLE PACK FINISHING YACHT PRIMER PRIMOCON INTERPROTECT INTERPROTECT INTERPROTECT PREKOTE NO UNDERCOAT PERFECTION UNDERCOAT NO UNDERCOAT PREKOTE TOPCOAT ANTIFOULING TOPCOAT ANTIFOULING TOPCOAT This flow chart gives a simplistic overview of the basic International painting systems. Filling and fairing obviously reduces the simplicity slightly as do the choices of surface preparation and interior versus exterior work on various substrates. SOME BASIC RULES TO FOLLOW: Fill and fair direct to most GRP, Epoxy or Timber surfaces but always apply a tie coat of epoxy paint to Aluminium or Steel, usually between 50 and 75 microns dry is recommended. Film builds above waterline should be around 200 microns between filler and top coat or substrate and top coat if no filling has been carried out. Film builds below the waterline should be around 250 microns between filler and antifouling or substrate and antifouling if no filling has been carried out. Apply at least one coat of Perfection Undercoat as a tie coat before applying any two pack top coat. If using a 2 pack system and you wish to apply a single pack finish apply one coat of Prekote. After applying Microsurfacer or Interfill 835 seal it with Interprotect or Interprime 820. Direct application of Perfection Undercoat (polyurethane) is not recommended.

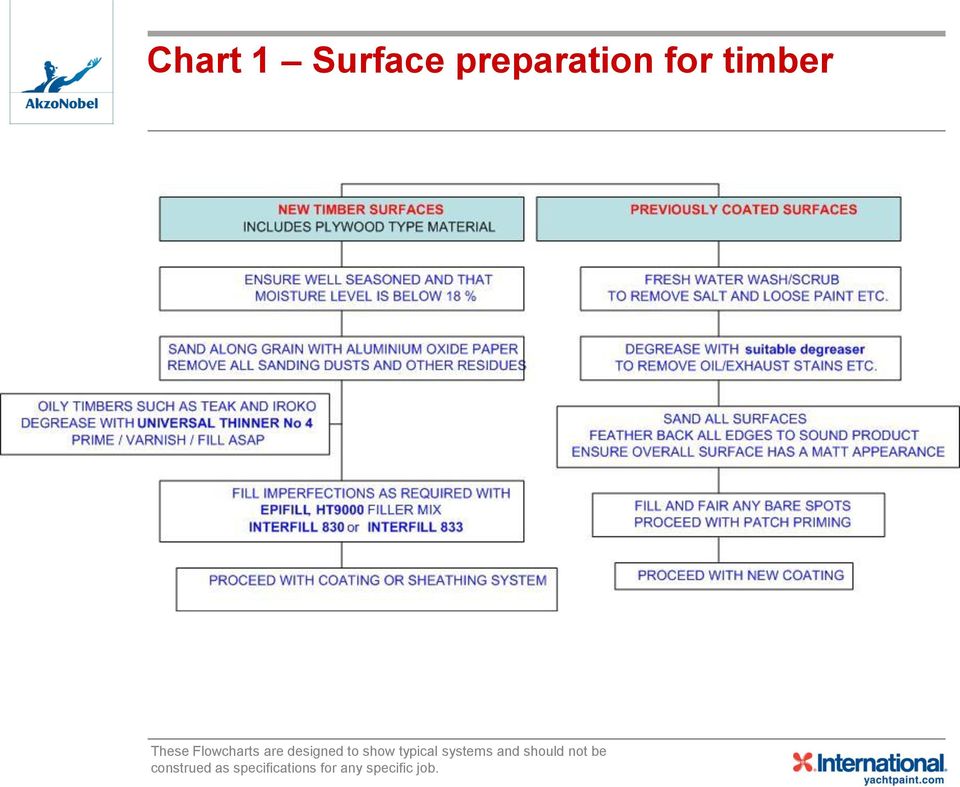
9 Chart 1 Surface preparation for timber
10 Chart 2 Surface preparation for aluminium Obviously the various methods of preparation have their various uses. OPTION 1 is the most highly recommended system giving a good surface for the paint and filling system to key to. Typically used for Superyacht craft. OPTION 2 is very good but requires more care in the preparatory stages to ensure the surface is uniformly prepared and profiled. Typically used on large workboats and ferries etc. OPTION 4 is suitable for difficult detail work where any form of mechanical preparation is impossible. For previously coated surfaces remove salt deposits with fresh water, oil and grease with suitable degreaser and then sand surface to a smooth dull matt finish all over ensuring all edges of worn paint are feathered back to a sound surface. Treat bare substrate as for new work. OPTION 3 is suitable for small aluminium craft and less critical areas such as interior detail work etc.

11 Chart 3 Surface preparation for steel Obviously the various methods of preparation have their various uses. OPTION 1 is the best method of ensuring total cleanliness of the metal surface prior to applying a paint and filling system. OPTION 2 is very good but requires more care in the preparatory stages to ensure the surface is uniformly prepared and profiled. For previously coated surfaces remove salt deposits with fresh water, oil and grease with suitable degreaser and then sand surface to a smooth dull matt finish all over ensuring all edges of worn paint are feathered back to a sound surface. Treat bare substrate as for new work. OPTION 3 is suitable for small less critical difficult detail work where mechanical preparation is impossible.

12 Chart 4 Surface preparation for fibreglass and composites 1. It is crucial when working with polyester or vinyl ester resins that any surface inhibited resin or in the case of epoxy materials any amine bloom materials are thoroughly removed. Inhibited resin can be indicated by a firm thumb pressure on the surface giving rise to a sticky feel. If unsure wipe surface with International Spraying Thinners and a sticky residue will result if inhibited resin is present. 2. Epoxy amine bloom may be removed with fresh water and/or detergent water mix. Sanding will not remove the amine bloom and will spread it around the surface. 3. For previously coated surfaces remove salt deposits with fresh water, oil and grease with suitable degreaser and then sand surface to a smooth dull matt finish all over ensuring all edges of worn paint are feathered back to a sound surface. Treat bare substrate as for new work. 4. Peel ply surfaces usually require no further preparation other than a solvent wipe to remove dust etc being careful not to snag fibres from the rag onto the surface. 5. If the peel ply area is to be used as a bonding area for a high stress loading situation, then sanding with coarse paper is suggested to provide an improved key. 6. In most cases filling may proceed directly to the prepared surface however where vinyl ester/polyester type fillers and surfacing compounds or any other type of material has been used, a tie coat of epoxy primer may be required before filling/fairing with epoxy fillers is carried out.

13 Chart 5 Antifouling guide Some of the antifoulings mentioned in the above table may or may not be available at any particular time due to differing registration requirements in the various Asia Pacific countries. For the longest term protection Micron 66 will give the best performance. Micron 66 should not be used in freshwater areas. Micron Extra is suitable for trailed boats due to its very good stability out of the water. The product however will not polish away unless immersion times are consistently longer than about a month. It is suggested that antifoulings on trailered boats should if the boat is to be immersed for periods of longer than about a month or so be wet sanded prior to immersion to remove any oxidised paint, which if not removed, could stop the antifouling paint from working correctly. Micron Extra due to its unique resin system should not require this treatment. Products such as Trilux 33 and Trilux will generally give lower levels of protection due to the fact that they do not contain cuprous oxide. Where possible such antifoulings should only be used where they have to be i.e. on Aluminium. Ablative/eroding types are not specifically recommended in this chart for use in fresh water as the eroding effects may be variable. Such products rely on the sea water alkalinity to perform correctly. In brackish water either is okay although the level of salinity may have some effect on the eroding types.

14 Chart 6 Filler guide TYPE OF JOB ABOVE AND BELOW WATERLINE GENERAL SPOT FILLING USE WHERE HIGHER COMPRESSIVE STRENGTH IS REQUIRED SMALLER FILLING AND FAIRING JOBS PLUS PIN HOLE FILLING IN INTERFILL 830 FILLING AND FAIRING MIX YOUR OWN GLUEING / SEALING SHEATHING / LAMINATING FINE FILLING OVER OTHER FILLERS BRUSH OR SPRAY NOT SOLVENT FREE FILLING AND FAIRING PRE-MADE ONLY AVAILABLE FOR USE WITH WRITTEN SPECIFICATIONS EPIFILL INTERFILL 833 HT9000 MICROSURFACER INTERFILL 835 INTERFILL 830 MEDIUM / LIGHTWEIGHT MEDIUM / LIGHTWEIGHT LIGHTWEIGHT MEDIUM / LIGHTWEIGHT LIGHTWEIGHT Microsurfacer versus Interfill 835. Microsurfacer is able to be brushed and rolled because it contains slower solvents than the Interfill 835. Interfill 835 is faster to touch dry and cannot reasonably be brushed. Interfill 835 also has an easier mixing ratio than Microsurfacer.

15 Chart 7 Thinner guide Note that Antifouling Thinners No 3 can be used as a wipe down solvent for any two pack product surface prior to applying more primer, undercoat or especially topcoat. The product will remove traces of dust or contamination without leading to print thru or ghost marks.

16 Chart 8 Epoxy Guide HT9000 HT9000 PART A (resin portion) HT9000 PART B FAST HARDENER HT9000 PART B STANDARD HARDENER HT9000 PART B SLOW HARDENER USE WITH ALL HARDENERS MIXING RATIO CONSTANT 4 : 1 BY VOLUME USE AT LOW TEMPERATURES USEFUL FOR QUICK REPAIR WORK SUITABLE FOR ALL USES BEST CHOICE FOR FAIRING USE ABOVE 20 DEG C USED MOSTLY IN TROPICAL CONDITIONS Note. Epiglue is an ideal option for small or large jobs but especially with the smaller jobs it is easier and more convenient to use with reduced wastage and time.

17 Timber Timber
18 Chart 9 Above waterline single pack EVERDURE OPTIONAL SEE NOTES INTERDECK or TOPLAC 2 COATS Plus INTERGRIP for DECKS 2 COATS TIMBER YACHT PRIMER 3 4 COATS PREKOTE 1 2 COATS SPOT FILL WITH EPIFILL, HT9000 MIX or INTERFILL 833 TOPLAC 2 COATS If the timber has been sheathed then refer to flow sheets for epoxy sheathed hulls. The timber may be sealed with Everdure 4 coats wet on wet if for example the vessel will be in fresh water where potential decay of the timber may occur. This will also provide extra protection for vessels moored in sea water. Two coats of Prekote may be required depending on level of sanding carried out and the level of finish required. The number of coats suggested is for typical brush application.

19 Chart 10 Below waterline single pack TIMBER SPOT FILL WITH EPIFILL, HT9000 MIX or INTERFILL 833 PRIMOCON 3 COATS ANTIFOULING ANY TYPE 2 COATS If the timber has been sheathed then refer to flow sheets for epoxy sheathed hulls. Primocon is not very sandable and therefore the final finish obtained may not be as smooth as you would obtain by using Yacht Primer which may be sanded to a superfine finish. The number of coats suggested is for typical brush application. First coat of Primocon should be thinned 15% to aid penetration into the timber.

20 Chart 11 Above waterline two pack EVERDURE OPTIONAL SEE NOTES PERFECTION OR INTERSPRAY 900 TIMBER INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT 1-2 COATS SPOT FILL WITH EPIFILL, HT9000 MIX or INTERFILL 833 PERFECTION OR INTERSPRAY 900 PLUS INTERGRIP FOR DECKS If timber has been sheathed with epoxy refer to flow diagram for two pack, epoxy composite or epoxy sheathing. The timber may be sealed with Everdure 4 coats wet on wet if for example the vessel will be in fresh water where potential decay of the timber may occur. This will also provide extra protection for vessels moored in sea water. For interior work in dry areas only Interprotect could be dispensed with. The number of coats suggested is for spray application. Brush application will require more coats. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry.

21 Chart 12 Below waterline two pack EVERDURE OPTIONAL SEE NOTES TIMBER INTERPROTECT 1-2 COATS 125 MICRONS DRY PER COAT 250 MICRONS DRY MINIMUM ANTIFOULING ANY TYPE 2 COATS SPOT FILL WITH EPIFILL, HT9000 MIX or INTERFILL 833 If timber has been sheathed with epoxy refer to flow diagram for two pack, epoxy composite or epoxy sheathing. The timber may be sealed with Everdure 4 coats wet on wet if for example the vessel will be in fresh water where potential decay of the timber may occur. This will also provide extra protection for vessels moored in sea water. The number of coats suggested is for spray application. Brush application will require more coats. The total primer thickness between filler and antifouling should not fall below 250 microns.
22 Aluminium & steel
23 Chart 13 Above waterline single pack Using a single pack system on metal does not allow for the use of filling and fairing materials. If filling and fairing is required then apply 1 brushed coat of Interprotect either over the Etch Primer or direct to well profiled metal surface. Fill and fair over that and then either apply Yacht Primer or continue with Interprotect (4 brushed coats) followed in both cases by Prekote etc. The number of coats suggested is for typical brush application
24 Chart 14 Below waterline single pack ALUMINIUM OR STEEL ETCH PRIMER IF ALUMINIUM SURFACE NOT PROFILED 1 COAT PRIMOCON 5 COATS BRUSHED OR 3 COATS SPRAYED ANTIFOULING 2 COATS COPPER OXIDE FREE ON ALUMINIUM ANY TYPE ON STEEL STEEL MUST BE ANGLE GROUND OR GRIT BLASTED TO PROFILE It is critical when applying antifouling to aluminium craft that sufficient primer is applied and that antifouling paint is not allowed to come near unpainted aluminium otherwise serious corrosion will occur. It is recommended that for best results below the waterline the metal surface should be well profiled. The number of coats suggested is for typical brush application.
25 Chart 15 Above waterline two pack ALUMINIUM OR STEEL ETCH PRIMER IF ALUMINIUM SURFACE NOT PROFILED 1 COAT OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED INTERPROTECT 40 MICRONS DRY ONLY ONLY REQUIRED IF FILLING/FAIRING FILL AND FAIR HT9000 MIX or INTERFILL 830/833 PERFECTION OR INTERSPRAY 900 INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT 1-2 COATS STEEL MUST BE ANGLE GROUND OR GRIT BLASTED TO PROFILE PERFECTION OR INTERSPRAY 900 PLUS INTERGRIP FOR DECKS The number of coats of primers and undercoats is variable depending on the level of sanding to be carried out. The coat of Interprotect applied prior to filling and fairing should be restricted to a maximum of 40 microns. This coat may also be applied as a holding primer and will last for several days. Perfection Undercoat is used as a tie coat between the epoxy Interprotect and the finish coats to ensure long term permanent adhesion of the finish coats. The number of coats suggested is for spray application. Brush application will require more coats. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry.
26 Chart 16 Below waterline two pack ETCH PRIMER IF ALUMINIUM SURFACE NOT PROFILED 1 COAT OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED ALUMINIUM OR STEEL INTERPROTECT 40 MICRONS DRY ONLY ONLY REQUIRED IF FILLING/FAIRING FILL AND FAIR HT9000 MIX or INTERFILL 830/833 INTERPROTECT 2 COATS 125 MICRONS PER COAT 250 MICRONS DRY MINIMUM ANTIFOULING 2 COATS COPPER OXIDE FREE ON ALUMINIUM ANY TYPE ON STEEL STEEL MUST BE ANGLE GROUND OR GRIT BLASTED TO PROFILE The coat of Interprotect applied prior to filling and fairing should be restricted to a maximum of 40 microns. This coat may also be applied as a holding primer and will last for several days. It is important to ensure that the antifouling is applied within the stated recoat times to the Interprotect or else delamination of the antifouling may occur after launching and/or when the vessel is hauled out after a seasons use. The number of coats suggested is for spray application. Brush application will require more coats. The total primer thickness between filler and antifouling should not fall below 250 microns.
27 Polyester / Epoxy etc.
28 Chart 17 Above waterline single pack OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED EPOXY COMPOSITE SPOXY SHEATHED POLYESTER VINYL ESTER OPTIONAL FILL AND FAIR WITH HT9000 or INTERFILL 830/833 YACHT PRIMER SEE NOTES FOR USE 0 2 COATS It is important that moisture levels of GRP polyester and vinyl ester hulls be checked prior to commencement of the painting scheme. If levels are high then some blistering of the paint scheme may take place at a later stage. Drying out the laminate is the alternative solution. INTERDECK OR TOPLAC plus Intergrip for DECKS 2 COATS PREKOTE 1 2 COATS TOPLAC 2 COATS The use of Yacht Primer is dictated by the quality of the surface being painted. If for example it is a GRP hull and the gelcoat is aged then 1 2 coats are recommended to be applied. If the gelcoat is new and in excellent condition then the Yacht Primer can be left out. Any large areas of filling carried out must also be sealed with Yacht Primer before applying Prekote. The number of coats suggested is for typical brush application.
29 Chart 18 Below waterline single pack EPOXY COMPOSITE EPOXY SHEATHED POLYESTER VINYL ESTER OPTIONAL FILL AND FAIR WITH HT9000 MIX or INTERFILL 830/833 PRIMOCON 1-4 COATS ANTIFOULING - ANY TYPE 2 COATS Having built an epoxy boat or a timber boat and sheathed it with epoxy resin we strongly recommend that a matching two pack epoxy primer be applied. In the case of GRP vessels we strongly recommend the use of Interprotect (an epoxy primer) as a precaution against osmosis. One coat of Primocon will provide satisfactory adhesion to the surface. If major levels of filling and fairing have been carried out then apply up to 3 extra coats of Primocon to ensure these areas are well sealed. The number of coats suggested is for typical brush application.
30 Chart 19 Above waterline two pack OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED EPOXY COMPOSITE EPOXY SHEATHED POLYESTER VINYL ESTER FILL AND FAIR WITH HT9000 MIX or INTERFILL 830/833 It is important that moisture levels of GRP polyester and vinyl ester hulls be checked prior to commencement of the painting scheme. If levels are high then some blistering of the paint scheme may take place at a later stage. Drying out the laminate is the alternative solution. The number of coats of primers and undercoats is variable depending on the level of sanding to be carried out. PERFECTION OR INTERSPRAY 900 INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT 1-2 COATS PERFECTION OR INTERSPRAY 900 PLUS INTERGRIP FOR DECKS Perfection Undercoat is used as a tie coat between the epoxy Interprotect and the finish coats to ensure long term permanent adhesion of the finish coats. The number of coats suggested is for spray application. Brush application will require more coats. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. Depending on the exact nature of the substrate an initial prime coat of Interprotect may be beneficial prior to applying filler and/or spray filler.
31 Chart 20 Below waterline two pack OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED EPOXY COMPOSITE EPOXY SHEATHED POLYESTER VINYL ESTER FILL AND FAIR WITH HT9000 MIX or INTERFILL 830/833 INTERPROTECT 1-2 COATS 125 MICRONS DRY PER COAT 250 MICRONS DRY MINIMUM ANTIFOULING ANY TYPE 2 COATS It is important to ensure that the antifouling is applied within the stated recoat times to the Interprotect or else severe delamination of the antifouling may occur after launching and especially when the vessel is hauled out after a seasons use. The number of coats suggested is for spray application. Brush application will require more coats. The total primer thickness between filler and antifouling should not fall below 250 microns. Depending on the exact nature of the substrate an initial prime coat of Interprotect may be beneficial prior to applying filler and/or spray filler.
32 Varnishing & Associated Products
33 Chart 21 Single pack TIMBER OPTIONAL SEALER EVERDURE SEE NOTES EXTERIOR INTERIOR CLASSIC TECHNOLOGY ORIGINAL TECHNOLOGY GLOSS SATIN SCHOONER TROPICAL GOLDSPAR ORIGINAL GOLDSPAR ORIGINAL SCHOONER TROPICAL GOLDSPAR ORIGINAL 2-3 coats GOLDSPAR SATIN 3 COATS MINIMUM On oily timbers such as Teak and Iroko removing the timber oils is essential before applying any varnish. Priming should then be carried out with the first coat of varnish thinned as per the label data, usually around 10%. The number of coats required varies depending on exposure but for full tropical exposure up to at least 10 coats or more may be required. For interior 3 coats may suffice. Note that sanding between coats and/or not applying sufficient film build per coat will if the minimum number of coats only is applied lead to a very reduced performance. GOLDSPAR SATIN 1-2 COATS Regular maintenance by way of touch up coats will be required for all exterior varnish work. This time period may be anywhere between 6 and 18 months depending on exposure conditions and number of coats of varnish applied in the first instance. Everdure may be used as a sealer/primer if required but is not an essential element of the system. Everdure would typically be used where a higher degree of water resistance was required. With satin finishes the best finish is obtained by applying at least 2 3 coats of gloss and then 1 2 coats of the satin finish. The number of coats suggested is for typical brush application.
34 Chart 22 Two pack On oily timbers such as Teak and Iroko removing the timber oils is essential before applying any varnish. Everdure must be applied to seal the timber before application of any Perfection varnish. If the timber is not oily then Perfection may be applied direct after normal preparation. Perfection when applied direct should be thinned down for the first coat as per label instructions. This will ensure maximum penetration and adhesion. To achieve a satin finish apply 2 3 coats of Perfection Gloss. Sand thoroughly to remove the surface gloss and then apply 1 2 coats of Goldspar Satin. The number of coats suggested is for typical brush application. Regular maintenance by way of touch up coats will be required for all exterior varnish work. This time period will vary depending on exposure conditions and number of coats of varnish applied in the first instance.
35 Chart 23 Single pack TIMBER SEMI-GLOSS TRANPARENT COLOURED FINISH CETOL 3 COATS MINIMUM TYPICALLY FOR EXTERIOR SURFACES Cetol makes an excellent finish for any type of timber. Its ability to breathe allows the product to remain intact for long periods of time without the usual problem of peeling and flaking associated with conventional clear finishes. The two colours available may be intermixed to provide intermediate colours as required. The finish obtained is a smooth low gloss sheen.
36 Miscellaneous
37 Chart 24 Single and two pack Stern drive units ALUMINIUM SINGLE PACK TWO PACK ETCH PRIMER IF SURFACE NOT PROFILED ETCH PRIMER IF SURFACE NOT PROFILED PRIMOCON 5 COATS INTERPROTECT 5 COATS COPPER OXIDE FREE ANTIFOULING COPPER OXIDE FREE ANTIFOULING It is critically important with stern drive units to ensure that adequate antifouling is applied to all edges and difficult to get at edges. Failure to do so will result in premature fouling due to the physical shape and the operating conditions under which stern drive units operate. Antifouling applied to stern drive units will never perform as well as the same antifouling applied to the hull. It will also be found that the antifouling performance will vary between the top half and the bottom half of the immersed portion due to temperature, abrasive forces and turbulent water flow. The number of coats suggested is for typical brush application.
38 Chart 25 Above waterline Small aluminium craft & masts DEGREASE ALUMINIUM LIGHTLY ABRADE PERFECTION SIMPLE SYSTEM ETCH PRIMER 1 COAT PERFECTION PLUS INTERGRIP FOR DECKS The simple system is recommended where smaller aluminium craft require a coat of paint but are not subjected to permanent exposure i.e. are trailed or dry stored and are not moored. As such, regular cleaning to remove salt deposits will pay dividends in reducing the chances of corrosion blistering. For larger masts and spars where a full paint system with possible filling and fairing, use flow chart for Above waterline, two pack, aluminium and steel.
39 Chart 26 Propellers, keels & shafts PROPELLERS & PROP SHAFTS LEAD KEELS STEEL KEELS PREPARE BY PROFILING GRIT BLASTING / DISC GRINDING PA10 1 COAT DISC GRIND & APPLY 1 COAT OF ETCH PRIMER SIMPLE SCHEME EASY FOR REPAIR OR TOUCH UP STANDARD SCHEME ANTIFOULING ANY TYPE 2 COATS PREFERABLY HARD TYPE COPPER OXIDE FREE ON ALUMINIUM INTERPROTECT 4 BRUSHED COATS OR 1 SPRAYED COAT PRIMOCON 5 BRUSHED COATS AS FOR STEEL HULLS BELOW WATERLINE ANTIFOULING ANY TYPE 2 COATS ANTIFOULING - ANY TYPE 2 COATS ANTIFOULING ANY TYPE 2 COATS Lead keels present various problems and no guarantees can be given that any system will perform 100%. An alternative to the etch priming / Primocon system is to abrade with 60 grit aluminium oxide paper and sheathe with glass cloth and HT9000. Then paint as for epoxy composites below the waterline. The number of coats suggested is for typical brush application.
40 Chart 27 Osmosis systems For any osmosis protection system it is vital that the underlying laminate be dry and sound. If this cannot be guaranteed then the best procedure is to use the prevention system utilising Epoxy primers and accept that random blistering will occur in the future which can be dealt with on an as required basis. Typical blisters can be dealt with by scraping out, washing with fresh water and allowing to dry thoroughly. Coat the hole with HT 9000 resin mix and then fill with a HT 9000 filler mix. Then apply Epoxy Primer and Antifouling as required. The number of coats suggested is for typical brush application.
41 Chart 28 Tank systems CONSTRUCTION TYPE ALUMINIUM STEEL EPOXY POLYESTER VINYL ESTER GRIND TO ACHIEVE PROFILE REMOVE AMINE BLUSH SAND TO ROUGHEN ENSURE WELL CURED ENSURE FULLY CURED REMOVE EITHER WAX OR UNCURED SURFACE LAYER BY GRINDING APPLY PRODUCT AS SPECIFIED APPLY PRODUCT AS SPECIFIED APPLY PRODUCT AS SPECIFIED The stripe coat should be applied by brush along weld lines and all corners and is intended to ensure that these difficult areas receive sufficient film build. It also ensures that any pinholing in weld lines etc is filled in. It is vitally important when painting tanks that air movement is employed such that solvent vapours are efficiently removed from the bottom of the tank. This will usually entail some form of extraction from the bottom of the tank, not just a blower pointing into the top of the tank. Failure to observe these basic rules will result in poor cure and in the case of fresh water tanks may lead to a water taint difficult to eliminate. For fuel tanks other than diesel do not use this flow chart. The number of coats required will depend on the product specified which in turn depends on the intended end use of the tank.
42 Chart 29 Two pack Stainless steel GRIT BLAST OR MECHANICALLY PROFILE INTERLINE 641 OR INTERGARD TL HB EN48/ MICRONS DRY MINIMUM INTERPROTECT 1 COAT AT 125 MICRONS DRY This is a system that has found itself suitable for below the waterline areas such as keels, trim tabs and even jet units. The surface of the stainless steel must be well profiled and only abrasive blasting will really suffice. For most situations use the standard specification for STEEL using Interprime 820 as the primer. ANTIFOULING ANY TYPE
43 Chart 30 Two pack Bilge areas composite SURFACE PREPARATION FOR GRP, COMPOSITE SURFACES INTERGARD COATS 100 MICRONS DRY TOTAL This is an easy low cost option for the painting of the interior skins of composite boats where easy application is required.
44 Chart 31 Two pack Chain lockers for larger vessels This is an easy to apply one product system for chain lockers on larger vessels where the coating will be subjected to high impact forces from heavy chains etc and an aesthetically good looking paint finish is not the prime requirement. Note that the colour may yellow with age but will not affect its performance. Two coats are recommended on steel or aluminium to prevent corrosion.
45 Chart 32 Interior Systems (Fire Rated) TYPE OF JOB INTERIOR SURFACE AS REQUIRED SUITABLE DEGREASER AS REQUIRED 860 INTERIOR PRIMER 1 STRIPE COAT AT 75 MICRONS DRY 1 FULL COAT AT 125 MICRONS DRY INTERIOR FINISH OR 2 COATS AT 40 MICRONS DRY Note that fire rating is only valid when system is applied to metal substrates. STEEL: Degrease the surface (see note below). Gritblast to Sa 2½ - near white metal surface. If gritblasting is not possible, grind the metal surface with grit abrasive discs to a uniform, clean, bright metal surface with a microns anchor pattern. Use angle grinder on small areas. STEEL with a Shop Primer: Degrease the surface (see note below). Ensure that the surface is clean from contaminants e.g. rust, dust, oil, grease and dirt. Note: shop primer should have been applied on to a substrate where standard profile requirements have been achieved. ALUMINIUM: Degrease the surface (see note below). STAINLESS STEEL: Degrease the surface (see note below). Light gritblast to produce a profile of 50 microns. BARE WOOD: Sand with 120 grade (grit) paper. Remove oil from oily woods eg teak, using Universal Thinners #4. Change cloths frequently. LAMINATE: Closed and sound condition laminate only. Note: fibres are impregnated with resin, no fibres exposed. Degrease the surface (see note below). GELCOAT: Degrease the surface (see note below). Sand with 80 grade (grit) paper. Ensure sanding debris is removed prior to proceeding. POWDER COATED SURFACES: Degrease the surface (see note below).
46 Professional
47 Chart 33 Above waterline Polyester / Vinyl ester / Epoxy composite / Epoxy sheathed PREPARED BY SANDING OR EQUIVALENT METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED SUBSTRATE FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS The number of coats of Interprotect or any of the chosen polyurethane undercoats required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. Depending on the exact nature of the substrate an initial prime coat of Interprotect may be beneficial prior to applying filler and or spray filler. INTERSPRAY 900 OR PERFECTION INTERSPRAY 900 or PERFECTION PLUS INTERGRIP FOR DECKS
48 Chart 34 Below waterline Polyester / Vinyl ester / Epoxy composite / Epoxy sheathed PREPARED BY SANDING OR EQUIVALENT METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED SUBSTRATE FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPROTECT 1-2 COATS 125 MICRONS DRY PER COAT 250 MICRONS DRY MINIMUM ANTIFOULING ANY TYPE The total primer thickness between filler and antifouling should not fall below 250 microns. For special projects the use of Intergard 263 (FAJ034/FAA262) may be permitted where application of antifouling poses a problem with the recoat times of the Interprotect. This product should be applied at microns wet to give microns dry after the last coat of Interprotect has been applied. Note that the film build of the epoxy primer should not be reduced significantly if the Intergard is used. Depending on the exact nature of the substrate an initial prime coat of Interprotect may be beneficial prior to applying filler and/or spray filler.
49 Chart 35 Above waterline Polyester / Vinyl ester / Epoxy composite / Epoxy sheathed SUBSTRATE PREPARED BY SANDING OR EQUIVALENT METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPRIME COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS INTERSPRAY 900 OR PERFECTION INTERSPRAY 900 or PERFECTION PLUS INTERGRIP FOR DECKS The number of coats of Interprime 820 and any of the chosen polyurethane undercoats required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. Depending on the exact nature of the substrate an initial prime coat of Interprime 820 may be beneficial prior to applying filler and/or spray filler.
50 Chart 36 Below waterline Polyester / Vinyl ester / Epoxy composite / Epoxy sheathed PREPARED BY SANDING OR EQUIVALENT METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED SUBSTRATE FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPRIME COAT 125 MICRONS DRY MINIMUM INTERPROTECT 1 COAT 125 MICRONS DRY MINIMUM ANTIFOULING - ANY TYPE The total primer thickness between filler and antifouling should not fall below 250 microns. For special projects the use of Intergard 263 (FAJ034/FAA262) may be permitted where application of antifouling poses a problem with the recoat times of the Interprotect. This product should be applied at microns wet to give microns dry after the last coat of Interprotect has been applied. Note that the film build of the epoxy primer should not be reduced significantly if the Intergard is used. In this system it would obviously be simpler to delete the Interprotect and apply 2 coats of Interprime 820 and then the Intergard 263. Depending on the exact nature of the substrate an initial prime coat of Interprime 820 may be beneficial prior to applying filler and/or spray filler.
51 Chart 37 Interior finish Polyester / Vinyl ester / Epoxy composite / Epoxy sheathed PREPARED BY SANDING OR EQUIVALENT METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED SUBSTRATE FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 PERFECTION UNDERCOAT or YRA600 UNDERCOAT 2 COATS REACTION LACQUER SEMI GLOSS OPTIONAL INTERPROTECT FOR USE AS SURFACE FILLING MUST USE IF SPRAY FILLER USED The use of Interprotect is optional if further build is required as a sanding primer/filler. Reaction Lacquer Semi-Gloss gives a hard wearing surface suitable for all areas of interior use. There is no specific requirement for minimum dry film builds provided the surface is in a totally dry environment. Film build will however govern the appearance of the final finish and for that reason at least 90 microns dry of primer/undercoat should be present between any filler and the topcoat. Depending on the exact nature of the substrate an initial prime coat of Interprotect may be beneficial prior to applying filler and/or spray filler.
52 Chart 38 Above waterline Superyacht spec for aluminium and steel ALUMINIUM STEEL PREPARE BY SUITABLE METHOD OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED INTERPRIME 820 TIE COAT 65 MICRONS DRY ONLY REQUIRED IF FILLING FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPRIME COATS 125 MICRONS DRY MINIMUM The number of coats of Interprime 820 and chosen polyurethane undercoat required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. PERFECTION UNDERCOAT or YRA600 UNDERCOAT 2 COATS INTERSPRAY 900 INTERSPRAY 900 PLUS INTERGRIP FOR DECKS
53 Chart 39 Below waterline Superyacht spec for aluminium and steel ALUMINIUM STEEL PREPARE BY SUITABLE METHOD INTERPRIME COAT 125 MICRONS DRY MINIMUM INTERPROTECT 1 COAT 125 MICRONS DRY MINIMUM ANTIFOULING 2 COATS COPPER OXIDE FREE ON ALUMINIUM ANY TYPE ON STEEL The total primer thickness between filler and antifouling should not fall below 250 microns. For special projects the use of Intergard 263 (FAJ034/FAA262) may be permitted where application of antifouling poses a problem with the recoat times of the Interprotect. This product should be applied at microns wet to give microns dry after the last coat of Interprotect has been applied. Note that the film build of the epoxy primer should not be reduced significantly if the Intergard is used. In this system it would obviously be simpler to delete the Interprotect and apply 2 coats of Interprime 820 and then the Intergard 263.
54 Chart 40 Aluminium spars High performance system ALUMINIUM SPAR PREPARE BY ONE OF THREE METHODS OPTION 1 PROFILE ALUMINIUM TO MICRONS MINIMUM OPTION 3 LIGHT SAND, ACID WASH 1 COAT OF ETCH PRIMER OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED DEGREASE WITH SUITABLE DEGREASER INTERPRIME COAT 125 MICRONS DRY MINIMUM FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPRIME COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS OPTION 2 PROPRIETARY DEOXIDISING SYSTEM The film build of Interprime 820 applied direct to the metal surface is critical if filling and fairing is to be carried out. Film build should not exceed around 65 microns dry. The number of coats of Interprime 820 and chosen polyurethane undercoat required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. INTERSPRAY 900 OR PERFECTION
55 Chart 41 Aluminium spars High performance system ALUMINIUM SPAR PREPARE BY ONE OF THREE METHODS OPTION 1 PROFILE ALUMINIUM TO MICRONS MINIMUM OPTION 3 LIGHT SAND, ACID WASH 1 COAT OF ETCH PRIMER DEGREASE WITH SUITABLE DEGREASER OPTION 2 PROPRIETARY DEOXIDISING SYSTEM The film build of Interprotect applied direct to the metal surface is critical if filling and fairing is to be carried out. Film build should not exceed around 40 microns dry. INTERPROTECT 40 MICRONS DRY ONLY IF FILLING AND FAIRING TO BE CARRIED OUT OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED FILL AND FAIR WITH HT9000 MIX OR INTERFILL 830 / 833 INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS The number of coats of Interprotect and chosen polyurethane undercoat required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. The total primer/undercoat thickness between filler and topcoat should not fall below 200 microns dry. INTERSPRAY 900 OR PERFECTION
56 Repairs
57 Chart 42 Repaint above waterline Aged paint in good condition ABOVE WATERLINE INTERSPRAY 900 OR PERFECTION INTERPROTECT 1 COAT 40 MICRONS DRY MICROSURFACER OR INTERFILL 835 INTERPRIME 820 OR INTERPROTECT 1-2 COATS 125 MICRONS DRY MINIMUM PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS INTERSPRAY 900 OR PERFECTION PLUS INTERGRIP FOR DECKS This specification is for use where a vessel with a sound paint system is up for a repaint and filling is required by using spray filler. The thin coat of Interprotect acts as a tie coat for the spray filler onto the possible unknown paint and any exposed substrates. The Interprotect must be well cured and sanded to provide a key. The number of coats of Interprime 820 / Interprotect and chosen polyurethane undercoat required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness.
58 Chart 43 Repaint above waterline To apply Interspray 900 OPTIONAL INTERPROTECT 125 MICRONS DRY INTERSPRAY 900 OR PERFECTION ABOVE WATERLINE PERFECTION UNDERCOAT or YRA600 UNDERCOAT 48 MICRONS DRY MINIMUM INTERSPRAY 900 OR PERFECTION PLUS INTERGRIP FOR DECKS This specification is for use where a vessel with a sound paint system is up for a repaint with Interspray 900. The spec calls for one coat of polyurethane undercoat but more may be applied if heavy sanding is to be carried out in an attempt to fill minor depressions etc. An optional coat of Interprotect may be applied if the previous paint is very worn and/or requires some slight filling of minor defects to enable sanding to take place. There is no minimum film build requirements other than for the Interspray 900 as this system is simply a refurbishment over existing paint.
59 Chart 44 Repaint below waterline Over-aged or unknown antifoulings BELOW WATERLINE PRIMOCON 1 COAT 40 MICRONS DRY ANTIFOULING 2 COATS COPPER OXIDE FREE ON ALUMINIUM ANY TYPE ON OTHER SURFACES This specification is for use where a vessel with an unknown or known incompatible antifouling requires a repaint. A thin coat of Primocon is used as a sealer and tie coat. Film build dry should be 40 microns requiring 120 microns wet only. Do not over apply Primocon. The number of coats suggested is for spray or brush application.
60 Chart 45 Repaint above waterline Aged paint, spot-filling required ABOVE WATERLINE OPTIONAL SPRAY FILLER MICROSURFACER / INTERFILL OR 2 COATS AS REQUIRED SPOT FILL DAMAGED AREAS WITH HT9000 FILLER INTERPRIME 820 OR INTERPROTECT 1-2 COATS MICRONS DRY MINIMUM OVER SPOT-FILLED AREAS OR OVER WHOLE AREA IF REQUIRED PERFECTION UNDERCOAT or YRA600 UNDERCOAT 1-2 COATS over whole area This specification is for use where a vessel has a system in good condition but with damage requiring repairing with filler. The number of coats of Interprime 820 / Interprotect and chosen polyurethane undercoat required to be applied depends on the level of sanding carried out. Heavy sanding will entail the application of more product to make up for lost film build thickness. INTERSPRAY 900 OR PERFECTION INTERSPRAY 900 OR PERFECTION PLUS INTERGRIP FOR DECKS
61 Contact Details Australia: E54/76 Waterway Drive, Coomera QLD 4209 Ph: Fax: Technical Helpline: New Zealand: 686 Rosebank Road, Avondale, Auckland Ph: Fax: Technical Helpline:
62 Thank you for your attention
Tractor Painting Tips
 Keeping your tractor or equipment well kept & free from rust & corrosion will extend the life of your investment & help retain its value for a longer period of time. It can be difficult, in many cases,
Keeping your tractor or equipment well kept & free from rust & corrosion will extend the life of your investment & help retain its value for a longer period of time. It can be difficult, in many cases,
VC 104+ Rigid Grade / Rigid Grade Imagine VC 104 Rigid Grade Commercial Customised
 Page 1 of 6 instructions VC 104+ Rigid Grade / VC 104+ Rigid Grade Imagine / (for the rest of this document referred to as VC 104) can be applied to new and used trucks and trailers with painted rigid
Page 1 of 6 instructions VC 104+ Rigid Grade / VC 104+ Rigid Grade Imagine / (for the rest of this document referred to as VC 104) can be applied to new and used trucks and trailers with painted rigid
Property Test/Standard Description. semi gloss (35-70) Flash point ISO 3679 Method 1 34 C IED (2010/75/EU) (calculated)
 Flash point ISO 3679 Method 1 34 C IED (2010/75/EU) (calculated)") 408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester coating. It is an ultra high build, extremely
408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester coating. It is an ultra high build, extremely
Approved. Property Test/Standard Description. matt (0-35) Flash point ISO 3679 Method 1 28 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)
 Flash point ISO 3679 Method 1 28 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)") Approved 735;739 1 735 phenolic/novolac epoxy ^(ValidationDate) 1 Product description This is a two component polyamine cured phenolic/novolac epoxy coating. It is a specially designed tank lining with
Approved 735;739 1 735 phenolic/novolac epoxy ^(ValidationDate) 1 Product description This is a two component polyamine cured phenolic/novolac epoxy coating. It is a specially designed tank lining with
SIGMACOVER 280. PRODUCT DATA SHEET December 10, 2014 (Revision of March 1, 2014) DESCRIPTION
 DESCRIPTION") DESCRIPTION Universal epoxy anticorrosive primer, based upon pure epoxy technology PRINCIPAL CHARACTERISTICS Universal epoxy primer system suitable for Ballast Tanks, Decks, Topside, Superstructure, Hull
DESCRIPTION Universal epoxy anticorrosive primer, based upon pure epoxy technology PRINCIPAL CHARACTERISTICS Universal epoxy primer system suitable for Ballast Tanks, Decks, Topside, Superstructure, Hull
Pictorial Surface Preparation Standards For Painting Steel Surfaces
 Pictorial Surface Preparation Standards For Painting Steel Surfaces Printed by Manchester Contents Contents 3 Foreword 4 Scope 5 Rust grades 6 Preparation grades. Scraping and wire-brushing 6 Preparation
Pictorial Surface Preparation Standards For Painting Steel Surfaces Printed by Manchester Contents Contents 3 Foreword 4 Scope 5 Rust grades 6 Preparation grades. Scraping and wire-brushing 6 Preparation
Approved. Property Test/Standard Description. matt (0-35) Flash point ISO 3679 Method 1 27 C calculated IED (2010/75/EU) (calculated)
 Flash point ISO 3679 Method 1 27 C calculated IED (2010/75/EU) (calculated)") Approved 402;2521 1 2521 zinc epoxy ^(ValidationDate). 1 Product description This is a two component polyamide cured zinc rich epoxy coating. It is a very high zinc dust containing product. It conforms
Approved 402;2521 1 2521 zinc epoxy ^(ValidationDate). 1 Product description This is a two component polyamide cured zinc rich epoxy coating. It is a very high zinc dust containing product. It conforms
Acrylic Enamel Topcoat
 Acrylic Enamel Topcoat ACRYL-GLO TECHNICAL DATA SHEET The ACRYL-GLO single-stage acrylic enamel paint system provides a durable finish that is easy to apply and suitable for both commercial and passenger
Acrylic Enamel Topcoat ACRYL-GLO TECHNICAL DATA SHEET The ACRYL-GLO single-stage acrylic enamel paint system provides a durable finish that is easy to apply and suitable for both commercial and passenger
CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS
 AN ERGONARMOR COMPANY TECHNICAL INFORMATION SPECIFICATION FOR INSTALLATION 07/11 SUPERSEDES 04/00 PAGE 1 OF 6 CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS 1. SCOPE 1.1 This specification
AN ERGONARMOR COMPANY TECHNICAL INFORMATION SPECIFICATION FOR INSTALLATION 07/11 SUPERSEDES 04/00 PAGE 1 OF 6 CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS 1. SCOPE 1.1 This specification
1 800 468-7589. [email protected]. yachtpaint.com. Our World is Water
 topsides, decks, bilges and cabins introduction how to paint like a professional 0 the perfect paint for your project 6 features, hints and tips handy specifications 8 TOPSIDES, DECKS, BILGES & CABINS
topsides, decks, bilges and cabins introduction how to paint like a professional 0 the perfect paint for your project 6 features, hints and tips handy specifications 8 TOPSIDES, DECKS, BILGES & CABINS
RAPTOR TRUCK BED LINER - BLACK
 4 x 750ml RAPTOR base coating x L RAPTOR hardener TECHNICAL DATA SHEET & U-POL s RAPTOR Truck Bed Liner is a durable K polyurethane coating that provides surfaces with a protective barrier. RAPTOR Tintable
4 x 750ml RAPTOR base coating x L RAPTOR hardener TECHNICAL DATA SHEET & U-POL s RAPTOR Truck Bed Liner is a durable K polyurethane coating that provides surfaces with a protective barrier. RAPTOR Tintable
Document Library TS Data Sheet 46012 46013 46014
 Document Library TS Data Sheet 46012 46013 46014 Rev:2 Effective: 01/11/2002 3M Marine High Strength Repair Filler Data Sheet Status: Active 3M Part No.(s) 46012 46013 46014 3M Part Descriptor(s) Pint
Document Library TS Data Sheet 46012 46013 46014 Rev:2 Effective: 01/11/2002 3M Marine High Strength Repair Filler Data Sheet Status: Active 3M Part No.(s) 46012 46013 46014 3M Part Descriptor(s) Pint
Summit Racing Equipment s Paint and Auto Refinishing System was developed specifically for the home enthusiast and small shop owner wanting a
 Summit Racing Equipment s Paint and Auto Refinishing System was developed specifically for the home enthusiast and small shop owner wanting a professional-looking paint job for hundreds of dollars less
Summit Racing Equipment s Paint and Auto Refinishing System was developed specifically for the home enthusiast and small shop owner wanting a professional-looking paint job for hundreds of dollars less
INDEPENDENTS AIL RET 2012
 RETAIL INDEPENDENTS 2012 Contents Introducing 2 new colours to the Hammerite range: Direct To Rust Metal Paint 4-5 Metalcare - Task Specific Products 6-7 Metalcare - Primers & Converters 8-9 Muted Clay
RETAIL INDEPENDENTS 2012 Contents Introducing 2 new colours to the Hammerite range: Direct To Rust Metal Paint 4-5 Metalcare - Task Specific Products 6-7 Metalcare - Primers & Converters 8-9 Muted Clay
Property Test/Standard Description. gloss (70-85) Flash point ISO 3679 Method 1. 212 F (100 C) calculated VOC-US/Hong Kong. US EPA method 24 (tested)
 Flash point ISO 3679 Method 1. 212 F (100 C) calculated VOC-US/Hong Kong. US EPA method 24 (tested)") Not approved 2063;2064 1,2 2063 ^(ValidationDate) 1 Product description This is a two component solvent free polyamine cured coating. It is a general purpose tank lining with good chemical resistance.
Not approved 2063;2064 1,2 2063 ^(ValidationDate) 1 Product description This is a two component solvent free polyamine cured coating. It is a general purpose tank lining with good chemical resistance.
INDUSTRIAL FLOORING INSTALLATION CHALLENGES. James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA
 INDUSTRIAL FLOORING INSTALLATION CHALLENGES James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA Abstract: Specifier's and contractors not only need to properly evaluate the
INDUSTRIAL FLOORING INSTALLATION CHALLENGES James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA Abstract: Specifier's and contractors not only need to properly evaluate the
Chrome Finishing For 3d Powder Prints
 Chrome Finishing For 3d Powder Prints Powder Printing is definitely a very good technology for producing complex parts, but it can only generate the shape and that is not all about the appearance. Post
Chrome Finishing For 3d Powder Prints Powder Printing is definitely a very good technology for producing complex parts, but it can only generate the shape and that is not all about the appearance. Post
Scotch-Weld TM. DP410 Off-White. Product Data Sheet. Product Description. Key Features Rapid cure at room temperature; cure rate may be accelerated
 Scotch-Weld TM Product Data Sheet DP410 Off-White Supersedes: October 2001 Product Description DP410 epoxy adhesive is a low flow, two-part epoxy based structural adhesive. It is designed for use where
Scotch-Weld TM Product Data Sheet DP410 Off-White Supersedes: October 2001 Product Description DP410 epoxy adhesive is a low flow, two-part epoxy based structural adhesive. It is designed for use where
Scotch-Weld TM. Acrylic Adhesives. DP8405NS Green. Product Data Sheet. Date: March 2014 Supersedes: August 2013
 Scotch-Weld TM Product Data Sheet Acrylic Adhesives Date: Supersedes: August 2013 Product Description 3M TM Scotch-Weld Acrylic Adhesives are high performance, twopart acrylic adhesives that offer good
Scotch-Weld TM Product Data Sheet Acrylic Adhesives Date: Supersedes: August 2013 Product Description 3M TM Scotch-Weld Acrylic Adhesives are high performance, twopart acrylic adhesives that offer good
InterProtect. For prevention and repair of gelcoat blistering
 InterProtect For prevention and repair of gelcoat blistering INTERPROTECT AS A MULTI-USE PRIMER The InterProtect products were introduced in 1985 for the repair and prevention of gelcoat blisters and quickly
InterProtect For prevention and repair of gelcoat blistering INTERPROTECT AS A MULTI-USE PRIMER The InterProtect products were introduced in 1985 for the repair and prevention of gelcoat blisters and quickly
BLADE REPAIR INSTRUCTION BOOKLET
 BLADE REPAIR INSTRUCTION BOOKLET Contents Section I: Section II: Section III: Section IV: Section V: Section VI: Removing a Blade Refer to this section if you need to remove the blade from an oar shaft.
BLADE REPAIR INSTRUCTION BOOKLET Contents Section I: Section II: Section III: Section IV: Section V: Section VI: Removing a Blade Refer to this section if you need to remove the blade from an oar shaft.
PRODUCT DATA SHEET Sika Cable System
 PRODUCT DATA SHEET Corrosion protection for bridge cables of steel and galvanized steel PRODUCT DESCRIPTION The Sika Cable System consists of coating materials as well as a sealing respectively injection
PRODUCT DATA SHEET Corrosion protection for bridge cables of steel and galvanized steel PRODUCT DESCRIPTION The Sika Cable System consists of coating materials as well as a sealing respectively injection
SURFACE PREPARATION. High pressure fresh water cleaning.
 SURFACE PREPARATION The single most important function that can influence paint performance is the quality of surface preparation. For optimum service life, the surface must be completely free of all contaminants
SURFACE PREPARATION The single most important function that can influence paint performance is the quality of surface preparation. For optimum service life, the surface must be completely free of all contaminants
Epoxy Floor Coating Problem Solving Guide
 Table of Contents: Page: Troubleshooting Issue: 2. Color Differential 3. Fish Eye 4. Milky or Cloudy Coatings 5. Orange Peel 6. Peeling or Delamination 8. Delamination between Coats 9. Pinholes/Bubbling
Table of Contents: Page: Troubleshooting Issue: 2. Color Differential 3. Fish Eye 4. Milky or Cloudy Coatings 5. Orange Peel 6. Peeling or Delamination 8. Delamination between Coats 9. Pinholes/Bubbling
Construction. 3-part thixotropic epoxy patching mortar. Product Description. Tests
 Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
SURFACE PREPARATION STANDARDS
 SURFACE PREPARATION STANDARDS TE SWEDIS STANDARDS INSTITUTION: Surface Preparations Standards for Painting Steel Surface (SIS 055900-1967) has gained prominence and acceptance and has served as a model
SURFACE PREPARATION STANDARDS TE SWEDIS STANDARDS INSTITUTION: Surface Preparations Standards for Painting Steel Surface (SIS 055900-1967) has gained prominence and acceptance and has served as a model
Temperature C 10 15 23 40. Cure time to reach hours - - - - LSS > 1MPa minutes 20 12 8 2
 Advanced Materials Araldite 2021 Structural Adhesives TECHNICAL DATA SHEET Araldite 2021 Two component toughened methacrylate adhesive system Key properties Rapid curing High peel strength Multi purpose
Advanced Materials Araldite 2021 Structural Adhesives TECHNICAL DATA SHEET Araldite 2021 Two component toughened methacrylate adhesive system Key properties Rapid curing High peel strength Multi purpose
TECHNICAL DATA SHEET HAMMERITE METAL PAINT. Smooth Hammered Satin Aerosol
 TECHNICAL DATA SHEET HAMMERITE METAL PAINT Smooth Hammered Satin Aerosol TENDER ITEM NO (Where applicable) Hammerite Products Ltd. ICI Paints, Wexham Road Slough, Berkshire, SL2 5DS. Telephone (01753)
TECHNICAL DATA SHEET HAMMERITE METAL PAINT Smooth Hammered Satin Aerosol TENDER ITEM NO (Where applicable) Hammerite Products Ltd. ICI Paints, Wexham Road Slough, Berkshire, SL2 5DS. Telephone (01753)
3.8 HSP (High Solids Polyurethane)
") Description is a single-stage topcoat designed for commercial and automotive refinishing. This product provides Superior UV durability as well as commercial grade chemical resistance. 3.8 HSP has excellent
Description is a single-stage topcoat designed for commercial and automotive refinishing. This product provides Superior UV durability as well as commercial grade chemical resistance. 3.8 HSP has excellent
SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND.
 SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND. 623.10.1 Description. This work shall consist of preparing the surface,
SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND. 623.10.1 Description. This work shall consist of preparing the surface,
SECTION 15420 WATER STORAGE TANK PAINTING
 SECTION 15420 WATER STORAGE TANK PAINTING PART 1 GENERAL.01 SCOPE A. Section Includes Surface preparation, shop priming, and field coating for interior wet, interior dry, and exterior surfaces of steel
SECTION 15420 WATER STORAGE TANK PAINTING PART 1 GENERAL.01 SCOPE A. Section Includes Surface preparation, shop priming, and field coating for interior wet, interior dry, and exterior surfaces of steel
BLACK JACK ALL WEATHER ROOF COATING
 PAGE: 1 of 6 PRINT DATE: 16/09/2004 BLACK JACK ALL WEATHER ROOF COATING DESCRIPTION BLACK JACK ALL WEATHER ROOF COATING is a solvent based, full bodied black brushable compound with added fibres for reinforcement.
PAGE: 1 of 6 PRINT DATE: 16/09/2004 BLACK JACK ALL WEATHER ROOF COATING DESCRIPTION BLACK JACK ALL WEATHER ROOF COATING is a solvent based, full bodied black brushable compound with added fibres for reinforcement.
ARDEX GUIDE SPECIFICATION ARDEX Exterior Concrete Repair & Resurfacing Polymer-Modified, Cement-Based, Patch & Horizontal Overlay Materials
 ARDEX GUIDE SPECIFICATION ARDEX Exterior Concrete Repair & Resurfacing Polymer-Modified, Cement-Based, Patch & Horizontal Overlay Materials SECTION 03 92 50 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings,
ARDEX GUIDE SPECIFICATION ARDEX Exterior Concrete Repair & Resurfacing Polymer-Modified, Cement-Based, Patch & Horizontal Overlay Materials SECTION 03 92 50 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings,
SC2000 CEMENT BONDING PROCEDURES
 Pg.1 SC2000 CEMENT BONDING PROCEDURES Widely recognized as the world s finest cold vulcanizing cement REMA SC2000 is the solution to your industrial bonding problems. By using REMA UTR20 hardener with
Pg.1 SC2000 CEMENT BONDING PROCEDURES Widely recognized as the world s finest cold vulcanizing cement REMA SC2000 is the solution to your industrial bonding problems. By using REMA UTR20 hardener with
SAMPLE TEST QUESTIONS MOTOR VEHICLE BODY REPAIRER- ITA WEBSITE
 1 How are spot welds located on the underside of an apron? A. Heat the undercoat with a torch. B. Visually inspects with a trouble light. C. Grind the surface with an angle grinder. D. Clean factory seams
1 How are spot welds located on the underside of an apron? A. Heat the undercoat with a torch. B. Visually inspects with a trouble light. C. Grind the surface with an angle grinder. D. Clean factory seams
Profiles for floors of same height Cerfix Projoint
 PROFILPAS S.P.A. VIA EINSTEIN, 38 35010 CADONEGHE (PADOVA) ITALY TEL. +39 (0)49 8878411 +39 (0)49 8878412 FAX. +39 (0)49-706692 EMAIL: [email protected] s for floors of same height Cerfix Projoint Application
PROFILPAS S.P.A. VIA EINSTEIN, 38 35010 CADONEGHE (PADOVA) ITALY TEL. +39 (0)49 8878411 +39 (0)49 8878412 FAX. +39 (0)49-706692 EMAIL: [email protected] s for floors of same height Cerfix Projoint Application
SECTION 03 35 43 POLISHED CONCRETE FINISHING
 SECTION 03 35 43 POLISHED CONCRETE FINISHING PART 1 - GENERAL 1.01 SUMMARY A. Provide polished concrete finishing system where indicated on drawings, complete. This section includes the following: 1. Concrete
SECTION 03 35 43 POLISHED CONCRETE FINISHING PART 1 - GENERAL 1.01 SUMMARY A. Provide polished concrete finishing system where indicated on drawings, complete. This section includes the following: 1. Concrete
Solvent Cementing Instructions For Plastic Pipe & Fittings
 Solvent Cementing Instructions For Plastic Pipe & Fittings Description Solvent cementing is the process of fusing plastic pipe and fittings by the use of an adhesive containing a suitable active solvent
Solvent Cementing Instructions For Plastic Pipe & Fittings Description Solvent cementing is the process of fusing plastic pipe and fittings by the use of an adhesive containing a suitable active solvent
MARTIN TESTING LABORATORIES (MTL) PAINTS AND COATINGS TESTING CAPABILITIES
 PAINTS AND COATINGS TESTING CAPABILITIES") Liquid Coating Properties Composition VOC Content, ASTM D2369 Water Content, ASTM D4017 Physical Properties Calculating Physical Constants of Coatings, ASTM D5201 Density, ASTM D1475 Flash Point, ASTM
Liquid Coating Properties Composition VOC Content, ASTM D2369 Water Content, ASTM D4017 Physical Properties Calculating Physical Constants of Coatings, ASTM D5201 Density, ASTM D1475 Flash Point, ASTM
Blister Repair with Binding Resin for Spas, Marine and Gel Coat Structures
 Multi-Tech Products 41519 Cherry Street Murrieta, CA 92562 Phone: 800-218-2066 Fax: 951-834-9067 www.multitechproducts.com Repair Procedures 2010 Introduction Blisters were first experienced in the marine
Multi-Tech Products 41519 Cherry Street Murrieta, CA 92562 Phone: 800-218-2066 Fax: 951-834-9067 www.multitechproducts.com Repair Procedures 2010 Introduction Blisters were first experienced in the marine
Note: Minor color change may occur in exposed service, but corrosion protection will not be compromised
 DESCRIPTION One component, high-build heat-resistant inert multipolymeric matrix coating to prevent corrosion under insulation (CUI) of carbon and stainless steel to temperatures ranging up to 650 C (1200
DESCRIPTION One component, high-build heat-resistant inert multipolymeric matrix coating to prevent corrosion under insulation (CUI) of carbon and stainless steel to temperatures ranging up to 650 C (1200
G4 is browny translucent in colour and is effected by UV light. Therefore it is for internal use unless top coated to protect it from UV light
 G4 Damp Seal is a polyurethane that hardens with moisture. It is browny tranclucent in colour. G4 provides a tough, highly durable non-porous seal on most porous materials. Since G4 is hardened by moisture
G4 Damp Seal is a polyurethane that hardens with moisture. It is browny tranclucent in colour. G4 provides a tough, highly durable non-porous seal on most porous materials. Since G4 is hardened by moisture
Material Product Data Sheet Sealers for Thermal Spray Coatings
 Material Product Data Sheet Sealers for Thermal Spray Coatings Thermal Spray Products: AP, APT Thinner, ERS, SA, URS, Metco 185 Sealer 1 Introduction Sealers are materials that penetrate the pores of thermal
Material Product Data Sheet Sealers for Thermal Spray Coatings Thermal Spray Products: AP, APT Thinner, ERS, SA, URS, Metco 185 Sealer 1 Introduction Sealers are materials that penetrate the pores of thermal
Installation System. Existing Resilient Sheet Floors
 Vinyl Composition Tile Installation System Product Adhesive/Full Spread Adhesive/Tile-On Comment Imperial Texture MultiColor RAVE Stonetex Companion Square Feature Tile/Strips ARTEFFECTS SAFETY ZONE Vinyl
Vinyl Composition Tile Installation System Product Adhesive/Full Spread Adhesive/Tile-On Comment Imperial Texture MultiColor RAVE Stonetex Companion Square Feature Tile/Strips ARTEFFECTS SAFETY ZONE Vinyl
Vinyl Composition Tile Installation System
 Vinyl Composition Tile Installation System Product Gauge Size Vinyl No-Wax (Dry Back) Urethane No-Wax (Dry Back) 0.045" (1.1 mm) 0.080" (2.0 mm) IMPERIAL TEXTURE 0.094" (2.4 mm) STONETEX ChromaSpin COMPANION
Vinyl Composition Tile Installation System Product Gauge Size Vinyl No-Wax (Dry Back) Urethane No-Wax (Dry Back) 0.045" (1.1 mm) 0.080" (2.0 mm) IMPERIAL TEXTURE 0.094" (2.4 mm) STONETEX ChromaSpin COMPANION
Application of Exterior Wood Finishes
 Application of Exterior Wood Finishes The following information is excerpted from the publication, Exterior Wood in the South Selection, Applications, and Finishes by Daniel L. Cassens and William C. Feist;
Application of Exterior Wood Finishes The following information is excerpted from the publication, Exterior Wood in the South Selection, Applications, and Finishes by Daniel L. Cassens and William C. Feist;
HEMPEL PAINTS 2011 Product Colour Pack Size ANTIFOULINGS
 HEMPEL PAINTS 2011 ANTIFOULINGS Glide Speed Ocean Performer Dove TrueBlue Tiger Xtra Grey Green Cruising Performer Hard Racing Brilliant Green Broads Green Brown Page 1 Brown ANTIFOULINGS Continued Boottop
HEMPEL PAINTS 2011 ANTIFOULINGS Glide Speed Ocean Performer Dove TrueBlue Tiger Xtra Grey Green Cruising Performer Hard Racing Brilliant Green Broads Green Brown Page 1 Brown ANTIFOULINGS Continued Boottop
Technical Data Sheet February 2014
 Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
3M Scotchkote Urethane Coating 165HB
 3M Scotchkote Urethane Coating 165HB Product Description 3M Scotchkote Urethane Coating 165HB is a two component 100% solids urethane coating used for the internal and external protection of steel and
3M Scotchkote Urethane Coating 165HB Product Description 3M Scotchkote Urethane Coating 165HB is a two component 100% solids urethane coating used for the internal and external protection of steel and
SECTION 03 35 43 - POLISHED CONCRETE FINISHING. InovaCrete Polished Concrete Floor Finish (GUIDE SPEC)
") SECTION 03 35 43 - POLISHED CONCRETE FINISHING InovaCrete Polished Concrete Floor Finish (GUIDE SPEC) PART 1 GENERAL 1.01 SUMMARY This Section includes information about: A. Polished concrete finish in
SECTION 03 35 43 - POLISHED CONCRETE FINISHING InovaCrete Polished Concrete Floor Finish (GUIDE SPEC) PART 1 GENERAL 1.01 SUMMARY This Section includes information about: A. Polished concrete finish in
Black epoxy paste adhesive system
 Advanced Materials Araldite 2031 Structural Adhesives Araldite 2031 Black epoxy paste adhesive system Key properties Thixotropic non slumping Toughened adhesive, resilient bond Suitable for metal and composite
Advanced Materials Araldite 2031 Structural Adhesives Araldite 2031 Black epoxy paste adhesive system Key properties Thixotropic non slumping Toughened adhesive, resilient bond Suitable for metal and composite
Araldite AV 170. Advanced Materials. One component epoxy adhesive. Structural Adhesives. Key properties. Description. Product data.
 Advanced Materials Araldite AV 170 Structural Adhesives Araldite AV 170 One component epoxy adhesive Key properties Cures at 140-180 C Heat resistant to 120 C Very good peel strength Good chemical resistance
Advanced Materials Araldite AV 170 Structural Adhesives Araldite AV 170 One component epoxy adhesive Key properties Cures at 140-180 C Heat resistant to 120 C Very good peel strength Good chemical resistance
PROBLEM SOLVING FORUM
 4 Dealing with Water Tank Blisters Amy Forsgren Swedish Corrosion Institute Stockholm, Sweden: Blistering of the paint system used in a steel water tank indicates that the steel surface was not cleaned
4 Dealing with Water Tank Blisters Amy Forsgren Swedish Corrosion Institute Stockholm, Sweden: Blistering of the paint system used in a steel water tank indicates that the steel surface was not cleaned
PAINTING OVER HOT DIP GALVANIZED STEEL
 PAINTING OVER HOT DIP GALVANIZED STEEL Thomas J. Langill, Ph.D., Technical Director American Galvanizers Association 12200 E. Iliff Ave. Suite 204 Aurora, CO 80014 Abstract: Duplex systems, also known
PAINTING OVER HOT DIP GALVANIZED STEEL Thomas J. Langill, Ph.D., Technical Director American Galvanizers Association 12200 E. Iliff Ave. Suite 204 Aurora, CO 80014 Abstract: Duplex systems, also known
PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES. [email protected] www.gurit.com
 PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES [email protected] Gurit is a technical leader in the formulation of advanced epoxy resins, and offers a range of two
PRODUCT INFORMATION : ADHESIVES DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS ADHESIVES [email protected] Gurit is a technical leader in the formulation of advanced epoxy resins, and offers a range of two
Two component epoxy paste adhesive
 Advanced Materials Araldite 2015 Structural Adhesives TECHNICAL DATA SHEET Araldite 2015 Two component epoxy paste adhesive Key properties Toughened paste Ideal for bonding GRP, SMC and dissimilar substrates
Advanced Materials Araldite 2015 Structural Adhesives TECHNICAL DATA SHEET Araldite 2015 Two component epoxy paste adhesive Key properties Toughened paste Ideal for bonding GRP, SMC and dissimilar substrates
The Application Guide offers product details and recommended practices for the use of the product.
 Technical Data Sheet Application Guide Approved 720 1,2 720 silicone acrylic ^(ValidationDate) 1 Product description This is a one component physically drying silicone acrylic coating. It is heat resistant
Technical Data Sheet Application Guide Approved 720 1,2 720 silicone acrylic ^(ValidationDate) 1 Product description This is a one component physically drying silicone acrylic coating. It is heat resistant
General Surface Preparation
 General Surface Preparation Proper surface preparation will contribute significantly to the longevity of Ace Paint products. Follow these general guidelines for best results. CLEAN: Paint will not adhere
General Surface Preparation Proper surface preparation will contribute significantly to the longevity of Ace Paint products. Follow these general guidelines for best results. CLEAN: Paint will not adhere
SCHWARTZ WATER-BASE WOOD FLOOR SEALER AND WATER-BASE PREMIIUM WOOD FLOOR FINISH
 !! SCHWARTZ WATER-BASE WOOD FLOOR SEALER AND WATER-BASE PREMIIUM WOOD FLOOR FINISH A Complete Guide for Preparation, Application, Curing and Maintenance for use with Schwartz H 2 O Water-base Floor Finish
!! SCHWARTZ WATER-BASE WOOD FLOOR SEALER AND WATER-BASE PREMIIUM WOOD FLOOR FINISH A Complete Guide for Preparation, Application, Curing and Maintenance for use with Schwartz H 2 O Water-base Floor Finish
White rust on galvanized and galvanized pre-painted steel. Technical Information
 Technical Information White rust on galvanised steel Prevention It is easier to prevent white rust than to cure it! Reasonable precautions to protect steel during both transport and storage can considerably
Technical Information White rust on galvanised steel Prevention It is easier to prevent white rust than to cure it! Reasonable precautions to protect steel during both transport and storage can considerably
Preface GENERAL TIPS WOOD FIBREGLASS STEEL ALUMINIUM PRODUCTOMSCHRIJVING
 Preface It is a difficult task giving precise instructions on the execution of new paint- and/ or varnish work and the maintenance of existing paint- and/or varnish work. Many new and different materials
Preface It is a difficult task giving precise instructions on the execution of new paint- and/ or varnish work and the maintenance of existing paint- and/or varnish work. Many new and different materials
AkzoNobel Aerospace Coatings. Aerowave. Series Next generation structural waterborne coatings
 AkzoNobel Aerospace Coatings Aerowave Series Next generation structural waterborne coatings Most of the internal, structural parts of an aircraft are sealed into areas of the structure that will never
AkzoNobel Aerospace Coatings Aerowave Series Next generation structural waterborne coatings Most of the internal, structural parts of an aircraft are sealed into areas of the structure that will never
Rudder Repair and refinish
 Rudder Repair and refinish Montgomery 23 Dauntless The before photograph A receipt found inside the boat showed a previous owner had enlisted a boat yard to perform maintenance on the rudder by shortening
Rudder Repair and refinish Montgomery 23 Dauntless The before photograph A receipt found inside the boat showed a previous owner had enlisted a boat yard to perform maintenance on the rudder by shortening
Metal Spray Supplies Australia P.O. Box 954 A.B.N. 94 011 001 915 Unit 8/37 Veronica Street Queensland 4157
 MSSA interweld Metal Spray Supplies Australia P.O. Box 954 A.B.N. 94 011 001 915 Capalaba Unit 8/37 Veronica Street Queensland 4157 Capalaba, Brisbane Australia Australia Ph: (07) 3823 1004 Fax: (07) 3823
MSSA interweld Metal Spray Supplies Australia P.O. Box 954 A.B.N. 94 011 001 915 Capalaba Unit 8/37 Veronica Street Queensland 4157 Capalaba, Brisbane Australia Australia Ph: (07) 3823 1004 Fax: (07) 3823
Care and Maintenance for Wood Flooring
 Care and Maintenance for Wood Flooring The finishing technology used for Tarkett wood floorings makes them the best choice for easy maintenance. To preserve all the beauty of your Tarkett wood flooring,
Care and Maintenance for Wood Flooring The finishing technology used for Tarkett wood floorings makes them the best choice for easy maintenance. To preserve all the beauty of your Tarkett wood flooring,
Anodizing Reference Guide
 Anodizing Reference Guide Type Thickness Type II Conventional coatings produced 1.8µ-25.4µ from sulfuric acid bath Type I A Conventional coatings produced 0.5µ-7.6µ (microns) from chromic acid bath Type
Anodizing Reference Guide Type Thickness Type II Conventional coatings produced 1.8µ-25.4µ from sulfuric acid bath Type I A Conventional coatings produced 0.5µ-7.6µ (microns) from chromic acid bath Type
Waterproofing System for Wastewater Tanks in Petrochemical Industries and Refineries
 Waterproofing System for Wastewater Tanks in Petrochemical Industries and Refineries Introduction Wastewater of petrochemical industries and refineries contains high amounts of emulsified aliphatic or
Waterproofing System for Wastewater Tanks in Petrochemical Industries and Refineries Introduction Wastewater of petrochemical industries and refineries contains high amounts of emulsified aliphatic or
Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment
 Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment Whatever You Rebuild, Repair and Protect...... Find the Right Solution! Henkel's Solutions for all Surface Engineering Needs
Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment Whatever You Rebuild, Repair and Protect...... Find the Right Solution! Henkel's Solutions for all Surface Engineering Needs
Scotch-Weld. Low-Odor Acrylic Adhesives DP810 DP810 NS. Technical Data June, 2004
 3 Scotch-Weld TM Technical Data June, 2004 Product Description 3M Scotch-Weld Low-Odor Acrylic Adhesive DP810 and DP810 NS are twopart, 1:1 mix ratio, toughened structural adhesives with less odor than
3 Scotch-Weld TM Technical Data June, 2004 Product Description 3M Scotch-Weld Low-Odor Acrylic Adhesive DP810 and DP810 NS are twopart, 1:1 mix ratio, toughened structural adhesives with less odor than
Scotch-Weld TM. Epoxy Adhesive 1838 B/A Green 1838 B/A Tan 1838-L B/A Translucent. Technical Data February, 2016. Product Description
 3 Scotch-Weld TM 1838 1838 1838-L Technical Data February, 2016 Description 3M TM Scotch-Weld TM s 1838 and are controlled flow products; Scotch-Weld 1838-L is flowable. These epoxy adhesives are two-part,
3 Scotch-Weld TM 1838 1838 1838-L Technical Data February, 2016 Description 3M TM Scotch-Weld TM s 1838 and are controlled flow products; Scotch-Weld 1838-L is flowable. These epoxy adhesives are two-part,
Training Course Catalog
 Saint-Gobain Abrasives Inc. Automotive Aftermarket Training Course Catalog Version 4.1 2/10/14 Presented by: Craig Chaffee, Manager of Training AA Training Course Catalog Automotive Refinishing Training
Saint-Gobain Abrasives Inc. Automotive Aftermarket Training Course Catalog Version 4.1 2/10/14 Presented by: Craig Chaffee, Manager of Training AA Training Course Catalog Automotive Refinishing Training
TIGER Drylac U.S.A., Inc. 3855 Swenson Avenue St Charles, IL T 800 243 8148 F 877 926 8148 [email protected] www.tiger-coatings.
 Product Data Sheet SERIES 69 - DRYZINC ZINC-RICH PRIMER (69/90500) Epoxy zinc-rich powder coating primer. Part of a two-coat TIGER Shield system. Designed to impart superior corrosion protection to steel
Product Data Sheet SERIES 69 - DRYZINC ZINC-RICH PRIMER (69/90500) Epoxy zinc-rich powder coating primer. Part of a two-coat TIGER Shield system. Designed to impart superior corrosion protection to steel
DuPont ChromaOne Acrylic Urethane Single Stage
 cdupont Automotive Finishes ChromaSystem Technical Manual Description ChromaOne is a productive acrylic urethane designed for spot, panel and overall repairs of OEM Single Stage finishes, both solids and
cdupont Automotive Finishes ChromaSystem Technical Manual Description ChromaOne is a productive acrylic urethane designed for spot, panel and overall repairs of OEM Single Stage finishes, both solids and
Your simple guide to. French polishing
 Your simple guide to French polishing Manufacturer of quality finishes With over 100 years experience of treating wood Liberon s heritage lies in the manufacture and development of traditional finishes
Your simple guide to French polishing Manufacturer of quality finishes With over 100 years experience of treating wood Liberon s heritage lies in the manufacture and development of traditional finishes
Bonded Abrasives. Precise cutting and grinding discs for many materials
 Bonded Abrasives Precise cutting and grinding discs for many materials 1 sia Abrasives Your key to a perfect surface Many materials hide a secret. They keep their real beauty hidden. Only a professional
Bonded Abrasives Precise cutting and grinding discs for many materials 1 sia Abrasives Your key to a perfect surface Many materials hide a secret. They keep their real beauty hidden. Only a professional
SIGMACOVER 300. PRODUCT DATA SHEET December 12, 2014 (Revision of November 1, 2013) DESCRIPTION
 DESCRIPTION") DESCRIPTION Two-component, high-build, polyamine adduct-cured, coal tar epoxy coating PRINCIPAL CHARACTERISTICS Outstanding (sea)water resistance (outside hull and ballast tanks) Outstanding water- and
DESCRIPTION Two-component, high-build, polyamine adduct-cured, coal tar epoxy coating PRINCIPAL CHARACTERISTICS Outstanding (sea)water resistance (outside hull and ballast tanks) Outstanding water- and
BRIDGE FIELD PAINTING, REPAINTING, 412 AND PAINT RESIDUE CONTAINMENT. A. Field Painting, Bridge Repainting and Residue Containment:
 412.1 DESCRIPTION BRIDGE FIELD PAINTING, REPAINTING, 412 This specification contains the requirements for the removal, containment, and disposal of existing paint on steel surfaces, preparing the steel
412.1 DESCRIPTION BRIDGE FIELD PAINTING, REPAINTING, 412 This specification contains the requirements for the removal, containment, and disposal of existing paint on steel surfaces, preparing the steel
RECOATING AND RENEWING SPF ROOFING SYSTEMS
 RECOATING AND RENEWING SPF ROOFING SYSTEMS Procedures, Regional Differences and type of coating systems Bruce Schenke Premium Spray Products REASONS TO RECOAT/RENEW Add a new coating layer to renew the
RECOATING AND RENEWING SPF ROOFING SYSTEMS Procedures, Regional Differences and type of coating systems Bruce Schenke Premium Spray Products REASONS TO RECOAT/RENEW Add a new coating layer to renew the
Adhesive Bonding of Natural Stone
 Adhesive Bonding of Natural Stone Section I: Basics of Stone Adhesion Adhesive Theory There are many theories concerning the forces that are at work in forming an adhesive bond between two (2) different
Adhesive Bonding of Natural Stone Section I: Basics of Stone Adhesion Adhesive Theory There are many theories concerning the forces that are at work in forming an adhesive bond between two (2) different
Colours to stand the test of time. paint range
 Colours to stand the test of time paint range The range A full range of products to make your machine look as good as new. A wide selection of colours for agriculture and construction equipment, for the
Colours to stand the test of time paint range The range A full range of products to make your machine look as good as new. A wide selection of colours for agriculture and construction equipment, for the
Crevice Corrosion on Stainless Steel Propeller Shafts
 Crevice Corrosion on Stainless Steel Propeller Shafts A Quick Summary: What is it? How to Prevent it. How to Repair it. Stainless steel propeller shafts and running gear are subject to pitting & crevice
Crevice Corrosion on Stainless Steel Propeller Shafts A Quick Summary: What is it? How to Prevent it. How to Repair it. Stainless steel propeller shafts and running gear are subject to pitting & crevice
Cold trichloroethylene degreasing Film Thickness 70± 10 µm 10 minutes at 170 C (PZ 770 alone) 5 minutes 30 sec. at 220 C (maximum curing conditions)
 5 minutes 30 sec. at 220 C (maximum curing conditions)") Product Datasheet Product Description Powder Properties Test Conditions BU Powder Coatings Interpon PZ 77 Interpon PZ 77 is a powder coating primer containing zinc which is designed to give enhanced corrosion
Product Datasheet Product Description Powder Properties Test Conditions BU Powder Coatings Interpon PZ 77 Interpon PZ 77 is a powder coating primer containing zinc which is designed to give enhanced corrosion
Crystal Clear Sealant
 Crystal Clear Sealant Technical Data February, 2012 Product Description 3M Crystal Clear Sealant is a one component thermoplastic elastomer which forms permanent elastic bonds when used in surface sealing
Crystal Clear Sealant Technical Data February, 2012 Product Description 3M Crystal Clear Sealant is a one component thermoplastic elastomer which forms permanent elastic bonds when used in surface sealing
INSTALLATION RECOMMENDATIONS. Outdoor Rubber Tiles
 INSTALLATION RECOMMENDATIONS Outdoor Rubber Tiles Prior to Installation: The Outdoor Rubber Tiles and accessory transition pieces intended for this installation have been shipped to you via a freight carrier
INSTALLATION RECOMMENDATIONS Outdoor Rubber Tiles Prior to Installation: The Outdoor Rubber Tiles and accessory transition pieces intended for this installation have been shipped to you via a freight carrier
Two component epoxy paste adhesive. Ideal for bonding GRP, SMC and dissimilar substrates
 Advanced Materials Araldite 2015 Structural Adhesives TECHNICAL DATA SHEET Araldite 2015 Two component epoxy paste adhesive Key properties Toughened paste Ideal for bonding GRP, SMC and dissimilar substrates
Advanced Materials Araldite 2015 Structural Adhesives TECHNICAL DATA SHEET Araldite 2015 Two component epoxy paste adhesive Key properties Toughened paste Ideal for bonding GRP, SMC and dissimilar substrates
Approved. Property Test/Standard Description. gloss (70-85) Flash point ISO 3679 Method 1 30 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)
 Flash point ISO 3679 Method 1 30 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)") Approved 3140;3240;4320 1,2 3140 polyurethane ^(ValidationDate) 1 Product description This is a two component chemically curing aliphatic acrylic polyurethane coating. It has a glossy finish with very
Approved 3140;3240;4320 1,2 3140 polyurethane ^(ValidationDate) 1 Product description This is a two component chemically curing aliphatic acrylic polyurethane coating. It has a glossy finish with very
WOOD FLOORING ADHESIVES
 dispersion adhesive 2 component adhesive MS polymer adhesive WOOD FLOORING ADHESIVES PROFESSIONAL PRODUCTS SOUDAL, leading adhesive manufacturer WOOD FLOORING ADHESIVES Soudal NV, located in Turnhout (B)
dispersion adhesive 2 component adhesive MS polymer adhesive WOOD FLOORING ADHESIVES PROFESSIONAL PRODUCTS SOUDAL, leading adhesive manufacturer WOOD FLOORING ADHESIVES Soudal NV, located in Turnhout (B)
Metal Rescue Rust Remover Technical Data
 Technical Data Product Description Metal Rescue TM is an innovative new technology that efficiently removes rust without harming surrounding materials. It is a water-based, non-toxic solution that is biodegradable
Technical Data Product Description Metal Rescue TM is an innovative new technology that efficiently removes rust without harming surrounding materials. It is a water-based, non-toxic solution that is biodegradable
ApplicatorTrainingBulletin. The Galvanized Surface. Surface Preparation of New Galvanizing
 H Cleaning and Painting Galvanized Steel ow many times have you seen paint peeling from a galvanized surface? Galvanized steel can be one of the easiest yet one of the most difficult surfaces to clean
H Cleaning and Painting Galvanized Steel ow many times have you seen paint peeling from a galvanized surface? Galvanized steel can be one of the easiest yet one of the most difficult surfaces to clean
expectation as hot dip galvanizing?
 FREQUENTLY ASKED QUESTIONS ********************************* Q. 1.What exactly is Cold galvanizing? A. Cold galvanisation is an organic, single-component zinc coating of minimum 92% (weight) zinc in the
FREQUENTLY ASKED QUESTIONS ********************************* Q. 1.What exactly is Cold galvanizing? A. Cold galvanisation is an organic, single-component zinc coating of minimum 92% (weight) zinc in the
WATERPROOFING OF WET ROOMS
 WATERPROOFING OF WET ROOMS Waterproofing under tiles For longterm enjoyment of a wetroom area a complete and resistant waterproofing system is an important precondition. Most tiles are by themselves waterproof
WATERPROOFING OF WET ROOMS Waterproofing under tiles For longterm enjoyment of a wetroom area a complete and resistant waterproofing system is an important precondition. Most tiles are by themselves waterproof
( II ) INDUSTRIAL & PROTECTIVE SYSTEM
 INDUSTRIAL & PROTECTIVE SYSTEM") ( II ) INDUSTRIAL & PROTECTIVE SYSTEM (A) ALKYD BASE QUICK PAINT AUTO GLOSS PAINT GLOSS PAINT VARNISH TOP WOOD VARNISH ALUMINUM TOP RED OXIDE ZINC CHROMATE PRIMER RED OXIDE PRIMER AUTO GLOSS ZINC CHROMATE
( II ) INDUSTRIAL & PROTECTIVE SYSTEM (A) ALKYD BASE QUICK PAINT AUTO GLOSS PAINT GLOSS PAINT VARNISH TOP WOOD VARNISH ALUMINUM TOP RED OXIDE ZINC CHROMATE PRIMER RED OXIDE PRIMER AUTO GLOSS ZINC CHROMATE
Construction. Sikadur-Combiflex. Sealing system for cracks and problem joints with large movements DESCRIPTION
 Sikadur-Combiflex REVISED JULY 2002 Sealing system for cracks and problem joints with large movements Construction DESCRIPTION USES ADVANTAGES The Sikadur-Combiflex joint sealing system consists of two
Sikadur-Combiflex REVISED JULY 2002 Sealing system for cracks and problem joints with large movements Construction DESCRIPTION USES ADVANTAGES The Sikadur-Combiflex joint sealing system consists of two
Flocking of textiles. Flocked shirt 13. flocking drying cleaning. adhesive. application. creation
 Flocking of textiles > The motif flocking is the high-class alternative to textile printing. One not only flocks sports wear for schools, sport clubs, associations etc., but also fabrics for garments,
Flocking of textiles > The motif flocking is the high-class alternative to textile printing. One not only flocks sports wear for schools, sport clubs, associations etc., but also fabrics for garments,
1. Initial Precautions 2. Technical Precautions and Suggestions 3. General Information and Cure Stages 4. Understanding and Controlling Cure Time
 How to apply Arctic Alumina Premium Ceramic Thermal Adhesive 1. Initial Precautions 2. Technical Precautions and Suggestions 3. General Information and Cure Stages 4. Understanding and Controlling Cure
How to apply Arctic Alumina Premium Ceramic Thermal Adhesive 1. Initial Precautions 2. Technical Precautions and Suggestions 3. General Information and Cure Stages 4. Understanding and Controlling Cure
Section 03 35 43 Polished Concrete Finishing. Vexcon
 SS 120 1-13 Section 03 35 43 Polished Concrete Finishing Specifier Note: This product guide specification is written according to the Construction Specifications Institute (CSI) 3-part format. This section
SS 120 1-13 Section 03 35 43 Polished Concrete Finishing Specifier Note: This product guide specification is written according to the Construction Specifications Institute (CSI) 3-part format. This section
K2 STONE NATURAL VENEER
 INTRODUCTION WHAT IS K2 NATURAL THINSTONE VENEER? Natural K2 Stone veneer is real stone, cut 1 inch thick, making it light enough to be installed as a veneer. Sometimes referred to as thin veneer, thin
INTRODUCTION WHAT IS K2 NATURAL THINSTONE VENEER? Natural K2 Stone veneer is real stone, cut 1 inch thick, making it light enough to be installed as a veneer. Sometimes referred to as thin veneer, thin
THE NEW GENERATION COLOURANT SYSTEM
 THE NEW GENERATION COLOURANT SYSTEM Balanced System INDEX Mastermix System Balanced System Universal System Binder System Balanced System Mastermix Basecoat Technology Colour Documentation & Software Touch
THE NEW GENERATION COLOURANT SYSTEM Balanced System INDEX Mastermix System Balanced System Universal System Binder System Balanced System Mastermix Basecoat Technology Colour Documentation & Software Touch
Wecryl Waterproofing System under surfacing supplied by others
 Brief description The Wecryl waterproofing system allows a high-quality, seamless and crack-bridging waterproofing layer to be installed under loose-laid or bonded surfacing supplied by others (stone slabs,
Brief description The Wecryl waterproofing system allows a high-quality, seamless and crack-bridging waterproofing layer to be installed under loose-laid or bonded surfacing supplied by others (stone slabs,
Additional Information. Paint Application
 Additional Information Paint Prepared by: International Paint Ltd. www.international-pc.com The information in this guideline is not intended to be exhaustive; any person using the product for any purpose
Additional Information Paint Prepared by: International Paint Ltd. www.international-pc.com The information in this guideline is not intended to be exhaustive; any person using the product for any purpose