Pictorial Surface Preparation Standards For Painting Steel Surfaces
|
|
|
- Tamsin Butler
- 9 years ago
- Views:
Transcription
1 Pictorial Surface Preparation Standards For Painting Steel Surfaces

2 Printed by Manchester

3 Contents Contents 3 Foreword 4 Scope 5 Rust grades 6 Preparation grades. Scraping and wire-brushing 6 Preparation grades. 7 Illustrations of standards 8-19 Steel Surface Preperation and Product Application 20 SSPC Preperation Descriptions 22 3

4 Foreword The effective life of a coating of anti-corrosive paint applied to a steel surface is to a very large extenent dependent on how thoroughly the surface has been prepared prior to painting. It is also important to be able to specify clearly the quality of preparation required in each particular case. Accordingly a Standard has been approved, specifying four grades of rusting and a number of prearation grades, each establishing a quality grade or preparation prior to protective painting required on a steel surface in a standard rust grade. These grades are presented in this Standard as a series of prints, which provide a clearer and more rapidly appreciated defnition than a verbal description. The standard has been prepared by the Swedish Corrosion Institute in cooperation with the American Society for Testing and Materials, ASTM, and Steeel Structures Painting Council, SSPC, USA. In the specifications relating to preparation of surfaces prior to painting, the SSPC and SIS designations correspond as follows: SSPC-Vis 1 SIS SSPC-SP5 A Sa 3, B Sa 3, C Sa 3 and D Sa 3 SSPC-SP10 A Sa 2½, B Sa 2½, C Sa 2½ and D Sa 2½ SSPC-SP6 B Sa2, C Sa 2 and D Sa 2 SSPC-SP7 B Sa1, C Sa 1 and D Sa 1 Descriptions of the SSPC standards can be found on Page 22. 4

5 Scope This standard refers to surfaces of hot-rolled steel in four different rust grades (A, B, C and D) the same surfaces prepared to two grades of surface quality (St 2 and St 3) by manual scraping and wire-brushing - machine brushing - grinding-etc. The same surfaces prepared to four grades of surface quality (Sa 1, Sa 2, Sa 2½ and Sa 3) by blasting with various abrasives. Examples: A steel originally corresponding to rust grade B, which has been scraped or brushed to preparation grade 2 is designated B St 2. A steel surface originally corresponding to rust grade B, which has been prepared by blast cleaning to preparation grade 2½ is designated B Sa 2½. The standardized rust and preparation grades are defined by colour prints representing full scale view of a part of a surface. 5

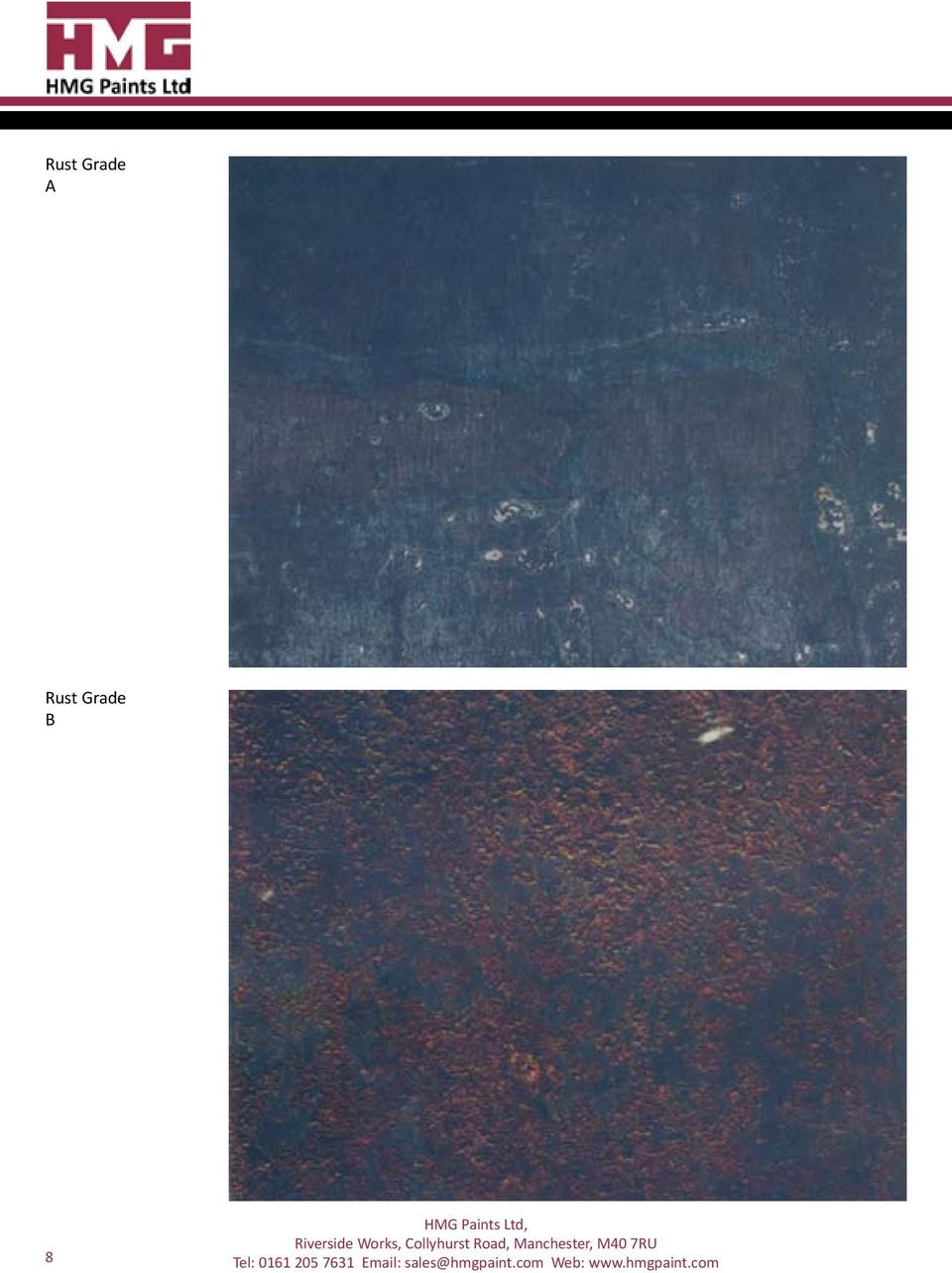
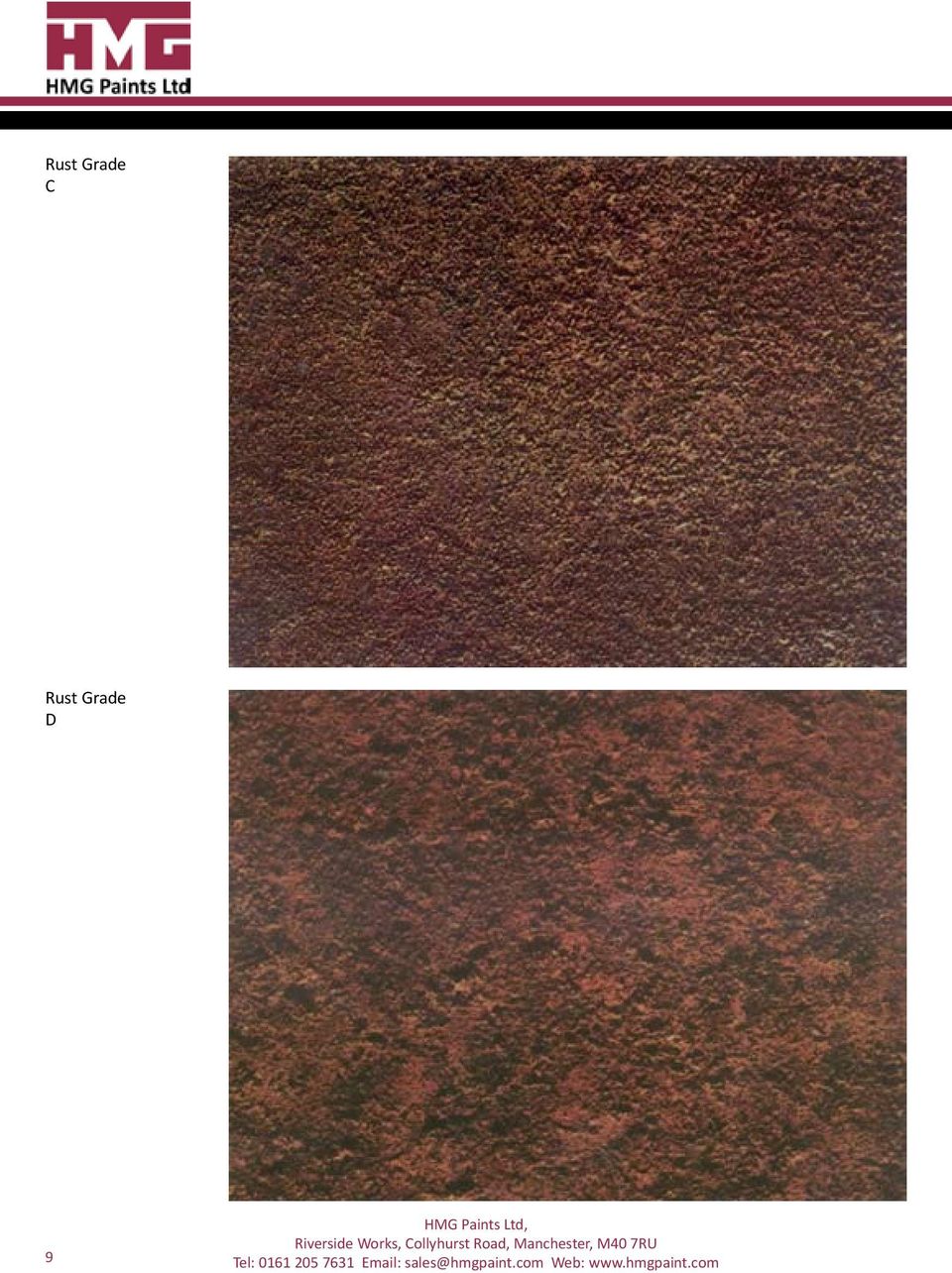
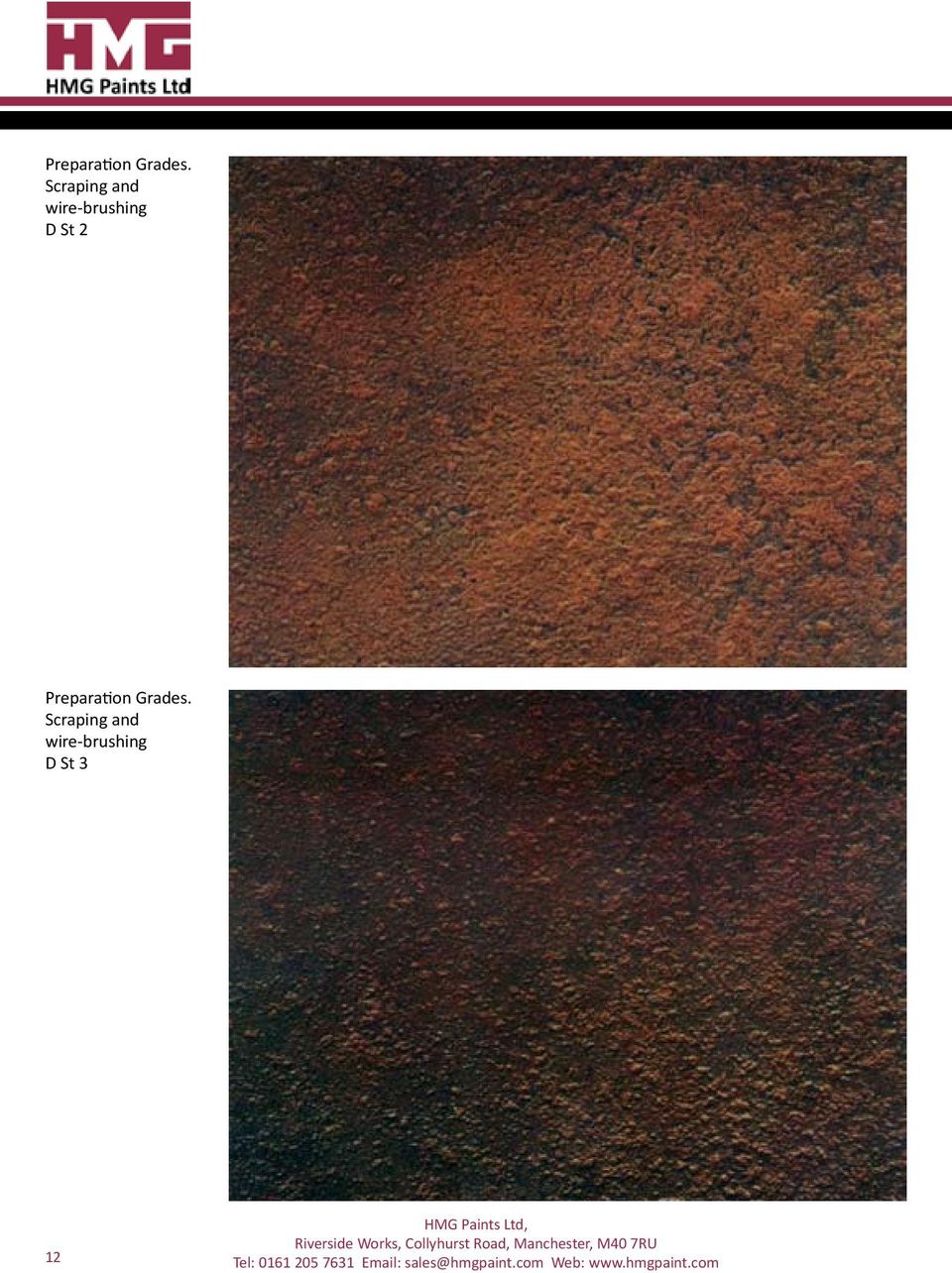
6 Rust grades A Steel surface covered completely with adherent mill scale and with little if any rust. B Steel surface which has begun to rust and from which the mill scale has begun to flake. C Steel surface on which the mill scale has rusted away or from which it can be scraped, but with little pitting visible to the naked eye. D Steel surface on which the mill scale has rusted away and on which considerable pitting is visible to the naked eye. Preparation grades. Scraping and wire-brushing It is assumed that prior to treatment the steel surface has been cleaned of dirt and grease, and that the heavier layers of rust have been removed by chipping. St 2 Thorough scraping and wire-brushing - machine brushing - grinding - etc. The treatment shall remove loose mill scale, rust and foreign matter. Finally, the surface is cleaned with a vacuum cleaner, clean dry compressed air or a clean brush. It should the have a faint metallic sheen. The appearance shall correspond to the prints designated St 2. St 3 Very thorough scraping and wire-brushing - machine brusing - grinding - etc. Surface preparation as for St 2, but much more thoroughly. After removal of dust, the surface shall have a pronounced metallic sheen and correspond to the prints designated St 3. 6

7 Preparation grades. It is assumed that prior to treatment the steel surface has been cleaned of dirt and grease, and that the heavier layers of rust have been removed by chipping. Sa 1 Light blast cleaning. Loose mill scale, rust and foreign matter shell be removed. The appearance shall correspond to the prints designated Sa 1. Sa 2 Thorough blast cleaning. Almost all mill scale, rust and foreign matter shall be removed. Finally, the surface is cleaned with a vacuum cleaner, clean dry compressed air or a clean brush. It shall be greyish in colour and correspond in appearance to the prints designated Sa 2. Sa 2½ Very thorough blast cleaning. Mill scale, rust and foreign matter shall be removed to the extent that the only traces remaining are slight stains in the forms of spots or stripes. Finally, the surface is cleaned with a vacuum cleaner, clean dry compressed air or a clean brush. It shall the correspond in appearance to the prints designated Sa 2½. Sa 3 to pure metal. Mill scale, rust and foreign matter shall be removed completely. Finally, the surface is cleaned with a vacuum cleaner, clean dry compressed air or a clean brush. It shall then have a uniform metallic colour and correspond in appearance to the prints designated in Sa 3. 7

8 Rust Grade A Rust Grade B 8
9 Rust Grade C Rust Grade D 9
10 Preparation Grades. Scraping and wire-brushing B St 2 Preparation Grades. Scraping and wire-brushing B St 3 10

11 Preparation Grades. Scraping and wire-brushing C St 2 Preparation Grades. Scraping and wire-brushing C St 3 11

12 Preparation Grades. Scraping and wire-brushing D St 2 Preparation Grades. Scraping and wire-brushing D St 3 12
13 Preparation grades. A Sa 2½ Preparation grades. A Sa 3 13

14 Preparation grades. B Sa 1 Preparation grades. B Sa 2 14

15 Preparation grades. B Sa 2½ Preparation grades. B Sa 3 15

16 Preparation grades. C Sa 1 Preparation grades. C Sa 2 16

17 Preparation grades. C Sa 2½ Preparation grades. C Sa 3 17

18 Preparation grades. D Sa 1 Preparation grades. D Sa 2 18

19 Preparation grades. D Sa 2½ Preparation grades. D Sa 3 19

20 Steel Surface Preperation and Product Application Advantages Of Blast Cleaning It has been indicated by The British Iron & Steel Research Association that surface coating applied to blast cleaned substrates may be expected to last five times as long as the same surface that had been weathered, then manually wire brushed. The preparation of steelwork obviously has a bearing on the success or failure of any surface coating, and therefore the following information is relevant to steelwork prepared to Swedish Standard SIS Sa 2.5. British Standard BS 7079: Part A1: 1989 (ISO :1988) Surface Finish of Blast Cleaned Steel for Painting and Steel Structures Painting Council of America also set out standards for cleanliness. Amplitude Surface Profile Amplitude is a measurement (given in microns), that shows the difference between the peaks and troughs in a metal surface produced by blast cleaning. There must be adequate amplitude on the surface of the substrate to ensure good adhesion. However, if the amplitude on the surface is too rough, then there is a risk that the peaks of the blast cleaning process will protrude through the paint film, leading to significantly higher paint consumption or peak rashing or spot rusting. On average, a surface that has been grit blasted should have a profile that lies between 50 to 70 microns, and shot blasted steel under blast primers should be 30 to 50 microns. Profiles in excess of 100 microns should be avoided. Degreasing Any surface that is to be blast cleaned and subsequently painted must be thoroughly degreased and cleaned before hand. This should be done using products in the HMG Prep Clean Range. Degreasers must be used in conjunction with an absorbent cloth which must be changed frequently to avoid re-depositing oil / grease onto the substrate. When degreasing, it is necessary to wear adequate personal protection equipment. Refer to Material Safety Datasheets for further information. 20

21 Re-Preparation If a surface coating is damaged during the manufacturing process, in transit or when being handled, it will be necessary to repair the damaged area. If it is at all possible, the original surface treatments should be used in the repair process, to the original specification. Shop Applications Surface coatings that are damaged which are being rectified in shop must be blast cleaned to original standard. Particular attention should be paid to weld areas where spatter, slag, etc and heat damaged coatings should be removed. All areas to be treated should be cleaned of all contamination including oil, grease dirt and other foreign matter. Subsequent blast cleaning should overlap existing sound coatings. Site Application Prior to the use of any site applied products, all shop applied coatings must be examined for cleanliness and damage. Damage must be repaired to in-shop specifications and all areas must be thoroughly cleaned before further coatings are applied. Particular attention must be made to ensure that any soluble salt contamination is completely removed. 21
22 SSPC Preperation Descriptions SSPC-SP5 A White Metal Blast Cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, mill scale, rust, paint, oxides, corrosion products, and other foreign matter. Before blast cleaning, visible deposits of oil or grease shall be removed by any of the methods specified in SSPC-SP1 or other agreed upon methods. For complete instructions, refer to Joint Surface Preparation Standard SSPC-Sp5/NACE No.1. SSPC-SP10 A Near-White Blast Cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, mill scale, rust, paint, oxides, corrosion products, and other foreign matter, except for staining. Staining shall be limited to no more than five percent of each square-inch of surface area and may consist of light shadows, slight steaks, or minor discoloration caused by stains of rust, stains of mill scale, or stains of previously applied paint. Before blast cleaning, visible deposits of oil or grease shall be removed by any of the methods specified in SSPC-SP1 or other agreed upon methods. For complete instructions, refer to Joint Surface Preparation Standard SSPC-SP10/NACE No.2. SSPC-SP6 A Commercial Blast Cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, mill scale, rust, paint, oxides, corrosion products, and other foreign matter, except for staining. Staining shall be limited to no more than 33 percent of each square inch of surface area and may consist of light shadows, slight streaks, or minor discoloration caused by stains of rust, stains of mill scale, or stains of previously applied paint. Before blast cleaning, visible deposits of oil or grease shall be removed by any of the methods specified in SSPC-SP1 or other agreed upon methods. For complete instructions, refer to Joint Surface Preparation Standard SSPC-SP6/NACE no.3. SSPC-SP7 A Brush Off Blast Cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, loose mill scale, loose rust, and loose paint. Tightly adherent mill scale, rust, and paint may remain on the surface. Mill scale, rust, and coating are considered adherent if they cannot be removed by lifting with 22
23 SSPC Preperation Descriptions SSPC-SP7 A Brush Off Blast Cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, loose mill scale, loose rust, and loose paint. Tightly adherent mill scale, rust, and paint may remain on the surface. Mill scale, rust, and coating are considered adherent if they cannot be removed by lifting with a dull putty knife. Before blast cleaning, visible deposits of oil or grease shall be removed by any of the methods specified in SSPC-SP1 or other agreed upon methods. For complete instructions, refer to Joint Surface Preparation Standard SSPC-SP7/ NACE No.4. 23
24 One name that covers everything Riveride Works Collyhurst Road Manchester M40 7RU Tel: Fax: Online:
SURFACE PREPARATION STANDARDS
 SURFACE PREPARATION STANDARDS TE SWEDIS STANDARDS INSTITUTION: Surface Preparations Standards for Painting Steel Surface (SIS 055900-1967) has gained prominence and acceptance and has served as a model
SURFACE PREPARATION STANDARDS TE SWEDIS STANDARDS INSTITUTION: Surface Preparations Standards for Painting Steel Surface (SIS 055900-1967) has gained prominence and acceptance and has served as a model
SURFACE PREPARATION. High pressure fresh water cleaning.
 SURFACE PREPARATION The single most important function that can influence paint performance is the quality of surface preparation. For optimum service life, the surface must be completely free of all contaminants
SURFACE PREPARATION The single most important function that can influence paint performance is the quality of surface preparation. For optimum service life, the surface must be completely free of all contaminants
SSPC-SP 6/NACE NO. 3
 Joint Surface Preparation Standard SSPC-SP 6/NACE NO. 3 Commercial Blast Cleaning This SSPC: The Society for Protective Coatings and NACE International standard represents a consensus of those individual
Joint Surface Preparation Standard SSPC-SP 6/NACE NO. 3 Commercial Blast Cleaning This SSPC: The Society for Protective Coatings and NACE International standard represents a consensus of those individual
Joint Surface Preparation Standard. NACE No. 1/SSPC-SP 5 White Metal Blast Cleaning
 Item No. 21065 Joint Surface Preparation Standard NACE No. 1/SSPC-SP 5 White Metal Blast Cleaning This NACE International (NACE)/SSPC: The Society for Protective Coatings standard represents a consensus
Item No. 21065 Joint Surface Preparation Standard NACE No. 1/SSPC-SP 5 White Metal Blast Cleaning This NACE International (NACE)/SSPC: The Society for Protective Coatings standard represents a consensus
BRIDGE FIELD PAINTING, REPAINTING, 412 AND PAINT RESIDUE CONTAINMENT. A. Field Painting, Bridge Repainting and Residue Containment:
 412.1 DESCRIPTION BRIDGE FIELD PAINTING, REPAINTING, 412 This specification contains the requirements for the removal, containment, and disposal of existing paint on steel surfaces, preparing the steel
412.1 DESCRIPTION BRIDGE FIELD PAINTING, REPAINTING, 412 This specification contains the requirements for the removal, containment, and disposal of existing paint on steel surfaces, preparing the steel
SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND.
 SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND. 623.10.1 Description. This work shall consist of preparing the surface,
SECTION 623 CONCRETE BONDING COMPOUND, EPOXY MORTAR AND EPOXY POLYMER CONCRETE OVERLAY SECTION 623.10 CONCRETE BONDING COMPOUND. 623.10.1 Description. This work shall consist of preparing the surface,
Joint Surface Preparation Standard
 SSPC: The Society for Protective Coatings/NACE International Joint Surface Preparation Standard Waterjet Cleaning of Metals SSPC-SP WJ-4/NACE WJ-4 Light Cleaning This SSPC: The Society for Protective Coatings/NACE
SSPC: The Society for Protective Coatings/NACE International Joint Surface Preparation Standard Waterjet Cleaning of Metals SSPC-SP WJ-4/NACE WJ-4 Light Cleaning This SSPC: The Society for Protective Coatings/NACE
SECTION 560 COATING NEW STRUCTURAL STEEL
 560 COATING NEW STRUCTURAL STEEL. (REV 10-1-132911121-131416-1213) (FA 1-162-1-13) (7-13) SECTION 560 COATING NEW STRUCTURAL STEEL 560-1 Description Coat new structural steel in accordance with the requirements
560 COATING NEW STRUCTURAL STEEL. (REV 10-1-132911121-131416-1213) (FA 1-162-1-13) (7-13) SECTION 560 COATING NEW STRUCTURAL STEEL 560-1 Description Coat new structural steel in accordance with the requirements
Property Test/Standard Description. semi gloss (35-70) Flash point ISO 3679 Method 1 34 C IED (2010/75/EU) (calculated)
 Flash point ISO 3679 Method 1 34 C IED (2010/75/EU) (calculated)") 408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester coating. It is an ultra high build, extremely
408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester coating. It is an ultra high build, extremely
Approved. Property Test/Standard Description. matt (0-35) Flash point ISO 3679 Method 1 27 C calculated IED (2010/75/EU) (calculated)
 Flash point ISO 3679 Method 1 27 C calculated IED (2010/75/EU) (calculated)") Approved 402;2521 1 2521 zinc epoxy ^(ValidationDate). 1 Product description This is a two component polyamide cured zinc rich epoxy coating. It is a very high zinc dust containing product. It conforms
Approved 402;2521 1 2521 zinc epoxy ^(ValidationDate). 1 Product description This is a two component polyamide cured zinc rich epoxy coating. It is a very high zinc dust containing product. It conforms
Cold trichloroethylene degreasing Film Thickness 70± 10 µm 10 minutes at 170 C (PZ 770 alone) 5 minutes 30 sec. at 220 C (maximum curing conditions)
 5 minutes 30 sec. at 220 C (maximum curing conditions)") Product Datasheet Product Description Powder Properties Test Conditions BU Powder Coatings Interpon PZ 77 Interpon PZ 77 is a powder coating primer containing zinc which is designed to give enhanced corrosion
Product Datasheet Product Description Powder Properties Test Conditions BU Powder Coatings Interpon PZ 77 Interpon PZ 77 is a powder coating primer containing zinc which is designed to give enhanced corrosion
COATING & WRAPPING OF UNDERGROUND PIPING
 CONSTRUCTION STANDARD SPECIFICATION DOCUMENT NO :SEC-PJ-000-SPC-PI-008 TOTAL PAGES : 8 Page 1 of 8 CONTENTS 1. SCOPE 2. DEFINITION 3. CODES AND STANDARDS 4. MATERIALS Page 2 of 8 1. SCOPE This specification
CONSTRUCTION STANDARD SPECIFICATION DOCUMENT NO :SEC-PJ-000-SPC-PI-008 TOTAL PAGES : 8 Page 1 of 8 CONTENTS 1. SCOPE 2. DEFINITION 3. CODES AND STANDARDS 4. MATERIALS Page 2 of 8 1. SCOPE This specification
Guides to Good Practice in Corrosion Control Surface Preparation for Coating
 Guides to Good Practice in Corrosion Control Surface Preparation for Coating The National Physical Laboratory is operated on behalf of the DTI by NPL Management Limited, a wholly owned subsidiary of Serco
Guides to Good Practice in Corrosion Control Surface Preparation for Coating The National Physical Laboratory is operated on behalf of the DTI by NPL Management Limited, a wholly owned subsidiary of Serco
VC 104+ Rigid Grade / Rigid Grade Imagine VC 104 Rigid Grade Commercial Customised
 Page 1 of 6 instructions VC 104+ Rigid Grade / VC 104+ Rigid Grade Imagine / (for the rest of this document referred to as VC 104) can be applied to new and used trucks and trailers with painted rigid
Page 1 of 6 instructions VC 104+ Rigid Grade / VC 104+ Rigid Grade Imagine / (for the rest of this document referred to as VC 104) can be applied to new and used trucks and trailers with painted rigid
SECTION 15420 WATER STORAGE TANK PAINTING
 SECTION 15420 WATER STORAGE TANK PAINTING PART 1 GENERAL.01 SCOPE A. Section Includes Surface preparation, shop priming, and field coating for interior wet, interior dry, and exterior surfaces of steel
SECTION 15420 WATER STORAGE TANK PAINTING PART 1 GENERAL.01 SCOPE A. Section Includes Surface preparation, shop priming, and field coating for interior wet, interior dry, and exterior surfaces of steel
Approved. Property Test/Standard Description. matt (0-35) Flash point ISO 3679 Method 1 28 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)
 Flash point ISO 3679 Method 1 28 C calculated VOC-US/Hong Kong. US EPA method 24 (tested)") Approved 735;739 1 735 phenolic/novolac epoxy ^(ValidationDate) 1 Product description This is a two component polyamine cured phenolic/novolac epoxy coating. It is a specially designed tank lining with
Approved 735;739 1 735 phenolic/novolac epoxy ^(ValidationDate) 1 Product description This is a two component polyamine cured phenolic/novolac epoxy coating. It is a specially designed tank lining with
Property Test/Standard Description. gloss (70-85) Flash point ISO 3679 Method 1. 212 F (100 C) calculated VOC-US/Hong Kong. US EPA method 24 (tested)
 Flash point ISO 3679 Method 1. 212 F (100 C) calculated VOC-US/Hong Kong. US EPA method 24 (tested)") Not approved 2063;2064 1,2 2063 ^(ValidationDate) 1 Product description This is a two component solvent free polyamine cured coating. It is a general purpose tank lining with good chemical resistance.
Not approved 2063;2064 1,2 2063 ^(ValidationDate) 1 Product description This is a two component solvent free polyamine cured coating. It is a general purpose tank lining with good chemical resistance.
Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment
 Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment Whatever You Rebuild, Repair and Protect...... Find the Right Solution! Henkel's Solutions for all Surface Engineering Needs
Surface Engineering Solutions Rebuild, Repair and Protect Industrial Equipment Whatever You Rebuild, Repair and Protect...... Find the Right Solution! Henkel's Solutions for all Surface Engineering Needs
SECTION 33 12 19 FIRE HYDRANTS
 SECTION 33 12 19 FIRE HYDRANTS PART 1: GENERAL 1.01 SCOPE A. Fire hydrants. B. Adjustment of fire hydrants and gate valves. 1.02 SUBMITTALS A. Conform to requirements of Section 01 33 00 - Submittals.
SECTION 33 12 19 FIRE HYDRANTS PART 1: GENERAL 1.01 SCOPE A. Fire hydrants. B. Adjustment of fire hydrants and gate valves. 1.02 SUBMITTALS A. Conform to requirements of Section 01 33 00 - Submittals.
3M Scotchkote Urethane Coating 165HB
 3M Scotchkote Urethane Coating 165HB Product Description 3M Scotchkote Urethane Coating 165HB is a two component 100% solids urethane coating used for the internal and external protection of steel and
3M Scotchkote Urethane Coating 165HB Product Description 3M Scotchkote Urethane Coating 165HB is a two component 100% solids urethane coating used for the internal and external protection of steel and
TECHNICAL DATA SHEET HAMMERITE METAL PAINT. Smooth Hammered Satin Aerosol
 TECHNICAL DATA SHEET HAMMERITE METAL PAINT Smooth Hammered Satin Aerosol TENDER ITEM NO (Where applicable) Hammerite Products Ltd. ICI Paints, Wexham Road Slough, Berkshire, SL2 5DS. Telephone (01753)
TECHNICAL DATA SHEET HAMMERITE METAL PAINT Smooth Hammered Satin Aerosol TENDER ITEM NO (Where applicable) Hammerite Products Ltd. ICI Paints, Wexham Road Slough, Berkshire, SL2 5DS. Telephone (01753)
MARTIN TESTING LABORATORIES (MTL) PAINTS AND COATINGS TESTING CAPABILITIES
 PAINTS AND COATINGS TESTING CAPABILITIES") Liquid Coating Properties Composition VOC Content, ASTM D2369 Water Content, ASTM D4017 Physical Properties Calculating Physical Constants of Coatings, ASTM D5201 Density, ASTM D1475 Flash Point, ASTM
Liquid Coating Properties Composition VOC Content, ASTM D2369 Water Content, ASTM D4017 Physical Properties Calculating Physical Constants of Coatings, ASTM D5201 Density, ASTM D1475 Flash Point, ASTM
PIPING SYSTEM - ABRASIVE SLURRIES Engineering Standard Specification. 96 B. Riutta
 PIPING SYSTEM - ABRASIVE SLURRIES Engineering Standard Specification Number: 3503-11.2.610 Rev. 2 Rubber Lined Steel Pipe and Fittings Mechanically Coupled Plain End Type System Issued Revised Approved
PIPING SYSTEM - ABRASIVE SLURRIES Engineering Standard Specification Number: 3503-11.2.610 Rev. 2 Rubber Lined Steel Pipe and Fittings Mechanically Coupled Plain End Type System Issued Revised Approved
HOW TO SELECT THE RIGHT PAINT SYSTEM. Guidelines for coating protection in accordance with ISO 12944
 HOW TO SELECT THE RIGHT PAINT SYSTEM Guidelines for coating protection in accordance with ISO 12944 INTRODUCTION The purpose of this study is to help you select the most adequate Hempel coating system
HOW TO SELECT THE RIGHT PAINT SYSTEM Guidelines for coating protection in accordance with ISO 12944 INTRODUCTION The purpose of this study is to help you select the most adequate Hempel coating system
The Application Guide offers product details and recommended practices for the use of the product.
 Technical Data Sheet Application Guide Approved 720 1,2 720 silicone acrylic ^(ValidationDate) 1 Product description This is a one component physically drying silicone acrylic coating. It is heat resistant
Technical Data Sheet Application Guide Approved 720 1,2 720 silicone acrylic ^(ValidationDate) 1 Product description This is a one component physically drying silicone acrylic coating. It is heat resistant
PRODUCT DATA SHEET Sika Cable System
 PRODUCT DATA SHEET Corrosion protection for bridge cables of steel and galvanized steel PRODUCT DESCRIPTION The Sika Cable System consists of coating materials as well as a sealing respectively injection
PRODUCT DATA SHEET Corrosion protection for bridge cables of steel and galvanized steel PRODUCT DESCRIPTION The Sika Cable System consists of coating materials as well as a sealing respectively injection
PRODUCT DATA SHEET DESCRIPTION:
 DESCRIPTION: SP-9888 Pipe Lining is based on the latest Zero VOC Novolac Technology. The product cures to a highly cross-linked coating with excellent chemical, solvent and water immersion resistance.
DESCRIPTION: SP-9888 Pipe Lining is based on the latest Zero VOC Novolac Technology. The product cures to a highly cross-linked coating with excellent chemical, solvent and water immersion resistance.
Tractor Painting Tips
 Keeping your tractor or equipment well kept & free from rust & corrosion will extend the life of your investment & help retain its value for a longer period of time. It can be difficult, in many cases,
Keeping your tractor or equipment well kept & free from rust & corrosion will extend the life of your investment & help retain its value for a longer period of time. It can be difficult, in many cases,
A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents.
 POLYURETHANE COATING ON STEEL PIPE PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2 REFERENCE SPECIFICATIONS,
POLYURETHANE COATING ON STEEL PIPE PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2 REFERENCE SPECIFICATIONS,
NORSOK STANDARD COMMON REQUIREMENTS SURFACE PREPARATION AND PROTECTIVE COATING
 NORSOK STANDARD COMMON REQUIREMENTS SURFACE PREPARATION AND PROTECTIVE COATING CONTENTS 1 FOREWORD...2 2 SCOPE...2 3 NORMATIVE REFERENCES...2 4 DEFINITIONS AND ABBREVIATIONS...3 5 GENERAL REQUIREMENTS...4
NORSOK STANDARD COMMON REQUIREMENTS SURFACE PREPARATION AND PROTECTIVE COATING CONTENTS 1 FOREWORD...2 2 SCOPE...2 3 NORMATIVE REFERENCES...2 4 DEFINITIONS AND ABBREVIATIONS...3 5 GENERAL REQUIREMENTS...4
DIVISION: 22 00 00 PLUMBING SECTION: 22 11 16 DOMESTIC WATER PIPING REPORT HOLDER: CURAFLO IP LLC 4035 E. OASIS STREET MESA, AZ 85215
 0 ICC ES Report ICC ES (800) 423 6587 (562) 699 0543 www.icc es.org 000 Most Widely Accepted and Trusted PMG 1057 Valid: 02/15 to 02/16 DIVISION: 22 00 00 PLUMBING SECTION: 22 11 16 DOMESTIC WATER PIPING
0 ICC ES Report ICC ES (800) 423 6587 (562) 699 0543 www.icc es.org 000 Most Widely Accepted and Trusted PMG 1057 Valid: 02/15 to 02/16 DIVISION: 22 00 00 PLUMBING SECTION: 22 11 16 DOMESTIC WATER PIPING
POLYURETHANE LINING AND COATING ON PIPE RAW WATER
 POLYURETHANE LINING AND COATING ON PIPE RAW WATER PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2
POLYURETHANE LINING AND COATING ON PIPE RAW WATER PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2
GENERAL RUBBER LINING PRINCIPLES
 GENERAL RUBBER LINING PRINCIPLES I. METAL PREREQUISITES Metal to be lined should meet the requirements as stated in section 8 Metal Fabrication and section 12 Blasting and Cementing Procedures. The surface
GENERAL RUBBER LINING PRINCIPLES I. METAL PREREQUISITES Metal to be lined should meet the requirements as stated in section 8 Metal Fabrication and section 12 Blasting and Cementing Procedures. The surface
SECTION 03 35 43 - POLISHED CONCRETE FINISHING. InovaCrete Polished Concrete Floor Finish (GUIDE SPEC)
") SECTION 03 35 43 - POLISHED CONCRETE FINISHING InovaCrete Polished Concrete Floor Finish (GUIDE SPEC) PART 1 GENERAL 1.01 SUMMARY This Section includes information about: A. Polished concrete finish in
SECTION 03 35 43 - POLISHED CONCRETE FINISHING InovaCrete Polished Concrete Floor Finish (GUIDE SPEC) PART 1 GENERAL 1.01 SUMMARY This Section includes information about: A. Polished concrete finish in
Anodizing Reference Guide
 Anodizing Reference Guide Type Thickness Type II Conventional coatings produced 1.8µ-25.4µ from sulfuric acid bath Type I A Conventional coatings produced 0.5µ-7.6µ (microns) from chromic acid bath Type
Anodizing Reference Guide Type Thickness Type II Conventional coatings produced 1.8µ-25.4µ from sulfuric acid bath Type I A Conventional coatings produced 0.5µ-7.6µ (microns) from chromic acid bath Type
Surface Preparation Standards for Steel Substrates A Critical Review
 Surface Preparation Standards for Steel Substrates A Critical Review Aspects of surface quality are becoming increasingly important. Not only owners and managers in the marine indust r y, but also paint
Surface Preparation Standards for Steel Substrates A Critical Review Aspects of surface quality are becoming increasingly important. Not only owners and managers in the marine indust r y, but also paint
Minor Cracks in Horizontal Surfaces
 Cracks, chips and broken or flaking areas in concrete are not only unsightly, they can lead to further deterioration of the surface. The result is a costly replacement project as opposed to a simple repair.
Cracks, chips and broken or flaking areas in concrete are not only unsightly, they can lead to further deterioration of the surface. The result is a costly replacement project as opposed to a simple repair.
Scotch-Weld TM. Acrylic Adhesives. DP8405NS Green. Product Data Sheet. Date: March 2014 Supersedes: August 2013
 Scotch-Weld TM Product Data Sheet Acrylic Adhesives Date: Supersedes: August 2013 Product Description 3M TM Scotch-Weld Acrylic Adhesives are high performance, twopart acrylic adhesives that offer good
Scotch-Weld TM Product Data Sheet Acrylic Adhesives Date: Supersedes: August 2013 Product Description 3M TM Scotch-Weld Acrylic Adhesives are high performance, twopart acrylic adhesives that offer good
ApplicatorTrainingBulletin. The Galvanized Surface. Surface Preparation of New Galvanizing
 H Cleaning and Painting Galvanized Steel ow many times have you seen paint peeling from a galvanized surface? Galvanized steel can be one of the easiest yet one of the most difficult surfaces to clean
H Cleaning and Painting Galvanized Steel ow many times have you seen paint peeling from a galvanized surface? Galvanized steel can be one of the easiest yet one of the most difficult surfaces to clean
Evaluating Protective Coatings for Ballast Tanks
 Evaluating Protective s for Ballast Tanks The lifetime of vessels, such as tankers and bulk carriers, is determined to a large extent by the condition of their ballast tanks. In recent years, serious accidents
Evaluating Protective s for Ballast Tanks The lifetime of vessels, such as tankers and bulk carriers, is determined to a large extent by the condition of their ballast tanks. In recent years, serious accidents
Installation Instructions
 PUSH Installation Instructions A DA C O M PLIA NT shown with optional Bradley 90-75 faucet Front-Mounted Barrier Free Rectangular Bowl Stainless Steel Lav Table of Contents Pre-Installation Information...........2
PUSH Installation Instructions A DA C O M PLIA NT shown with optional Bradley 90-75 faucet Front-Mounted Barrier Free Rectangular Bowl Stainless Steel Lav Table of Contents Pre-Installation Information...........2
RAUFOSS EXPLOSIVE COMPRESSION FITTINGS
 INSTRUCTION MANUAL FOR RAUFOSS EXPLOSIVE COMPRESSION FITTINGS Box 7 2831 Raufoss Norway Tlf.: +47 61 15 17 87 Fax: +47 61 15 25 56 25 January 2013, rev 2 Available on www.vpmetall.no Page 1 CONTENTS GENERAL
INSTRUCTION MANUAL FOR RAUFOSS EXPLOSIVE COMPRESSION FITTINGS Box 7 2831 Raufoss Norway Tlf.: +47 61 15 17 87 Fax: +47 61 15 25 56 25 January 2013, rev 2 Available on www.vpmetall.no Page 1 CONTENTS GENERAL
PAINTING OVER HOT DIP GALVANIZED STEEL
 PAINTING OVER HOT DIP GALVANIZED STEEL Thomas J. Langill, Ph.D., Technical Director American Galvanizers Association 12200 E. Iliff Ave. Suite 204 Aurora, CO 80014 Abstract: Duplex systems, also known
PAINTING OVER HOT DIP GALVANIZED STEEL Thomas J. Langill, Ph.D., Technical Director American Galvanizers Association 12200 E. Iliff Ave. Suite 204 Aurora, CO 80014 Abstract: Duplex systems, also known
SC2000 CEMENT BONDING PROCEDURES
 Pg.1 SC2000 CEMENT BONDING PROCEDURES Widely recognized as the world s finest cold vulcanizing cement REMA SC2000 is the solution to your industrial bonding problems. By using REMA UTR20 hardener with
Pg.1 SC2000 CEMENT BONDING PROCEDURES Widely recognized as the world s finest cold vulcanizing cement REMA SC2000 is the solution to your industrial bonding problems. By using REMA UTR20 hardener with
Note: Minor color change may occur in exposed service, but corrosion protection will not be compromised
 DESCRIPTION One component, high-build heat-resistant inert multipolymeric matrix coating to prevent corrosion under insulation (CUI) of carbon and stainless steel to temperatures ranging up to 650 C (1200
DESCRIPTION One component, high-build heat-resistant inert multipolymeric matrix coating to prevent corrosion under insulation (CUI) of carbon and stainless steel to temperatures ranging up to 650 C (1200
Mechanical Installation
 Page -1-1. INTRODUCTION AND PURPOSE 1.1. This specification covers the installation, testing and precommissioning of mechanical equipment. Work is to be performed in conjunction with the manufacturer s
Page -1-1. INTRODUCTION AND PURPOSE 1.1. This specification covers the installation, testing and precommissioning of mechanical equipment. Work is to be performed in conjunction with the manufacturer s
Epoxy Floor Coating Problem Solving Guide
 Table of Contents: Page: Troubleshooting Issue: 2. Color Differential 3. Fish Eye 4. Milky or Cloudy Coatings 5. Orange Peel 6. Peeling or Delamination 8. Delamination between Coats 9. Pinholes/Bubbling
Table of Contents: Page: Troubleshooting Issue: 2. Color Differential 3. Fish Eye 4. Milky or Cloudy Coatings 5. Orange Peel 6. Peeling or Delamination 8. Delamination between Coats 9. Pinholes/Bubbling
A. Work on this project shall consist of, but is not limited to, the following:
 PART 1 - GENERAL CLEANING AND RESTORATION OF SECTION 05900-1 1.1 SUMMARY A. Work on this project shall consist of, but is not limited to, the following: 1. Clean and treat all exposed anodized architectural
PART 1 - GENERAL CLEANING AND RESTORATION OF SECTION 05900-1 1.1 SUMMARY A. Work on this project shall consist of, but is not limited to, the following: 1. Clean and treat all exposed anodized architectural
BLADE REPAIR INSTRUCTION BOOKLET
 BLADE REPAIR INSTRUCTION BOOKLET Contents Section I: Section II: Section III: Section IV: Section V: Section VI: Removing a Blade Refer to this section if you need to remove the blade from an oar shaft.
BLADE REPAIR INSTRUCTION BOOKLET Contents Section I: Section II: Section III: Section IV: Section V: Section VI: Removing a Blade Refer to this section if you need to remove the blade from an oar shaft.
BLACK JACK ALL WEATHER ROOF COATING
 PAGE: 1 of 6 PRINT DATE: 16/09/2004 BLACK JACK ALL WEATHER ROOF COATING DESCRIPTION BLACK JACK ALL WEATHER ROOF COATING is a solvent based, full bodied black brushable compound with added fibres for reinforcement.
PAGE: 1 of 6 PRINT DATE: 16/09/2004 BLACK JACK ALL WEATHER ROOF COATING DESCRIPTION BLACK JACK ALL WEATHER ROOF COATING is a solvent based, full bodied black brushable compound with added fibres for reinforcement.
GB Tubulars RECOMMENDED PRACTICE For CASING on LOCATION
 GB Tubulars RECOMMENDED PRACTICE For Released: October, 2011 Revision: 1.0 APPROVED BY: Eugene J. Mannella, P.E., Vice President Engineering Page 2 of 10 TABLE OF CONTENTS 1.0 SCOPE... 3 2.0 APPLICABLE
GB Tubulars RECOMMENDED PRACTICE For Released: October, 2011 Revision: 1.0 APPROVED BY: Eugene J. Mannella, P.E., Vice President Engineering Page 2 of 10 TABLE OF CONTENTS 1.0 SCOPE... 3 2.0 APPLICABLE
COATINGS MANUAL HRSD 9.0 THIRD PARTY INSPECTION GUIDELINES. 9.1 The Value of Third Party Inspection. 9.2 When to Use Third Party Inspection
 9.0 THIRD PARTY INSPECTION GUIDELINES 9.1 The Value of Third Party Inspection 9.2 When to Use Third Party Inspection 9.3 Qualifications for Third Party Inspectors 9.4 Documentation System for Third Party
9.0 THIRD PARTY INSPECTION GUIDELINES 9.1 The Value of Third Party Inspection 9.2 When to Use Third Party Inspection 9.3 Qualifications for Third Party Inspectors 9.4 Documentation System for Third Party
FIVE STAR PRODUCTS, INC. www.fivestarproducts.com (800) 243-2206
 243-2206") Page 1 of 14 FIVE STAR PRODUCTS, INC. www.fivestarproducts.com (800) 243-2206 DESIGN-A-SPEC GUIDELINES FIVE STAR DP EPOXY GROUT PG CONTENTS PART A - GENERAL CONDITIONS PART B - MATERIAL SPECIFICATIONS
Page 1 of 14 FIVE STAR PRODUCTS, INC. www.fivestarproducts.com (800) 243-2206 DESIGN-A-SPEC GUIDELINES FIVE STAR DP EPOXY GROUT PG CONTENTS PART A - GENERAL CONDITIONS PART B - MATERIAL SPECIFICATIONS
Wecryl Waterproofing System under surfacing supplied by others
 Brief description The Wecryl waterproofing system allows a high-quality, seamless and crack-bridging waterproofing layer to be installed under loose-laid or bonded surfacing supplied by others (stone slabs,
Brief description The Wecryl waterproofing system allows a high-quality, seamless and crack-bridging waterproofing layer to be installed under loose-laid or bonded surfacing supplied by others (stone slabs,
Sikaflex Sealant Installation. Sika Corporation
 Sikaflex Sealant Installation 1 Critical Success Factors Substrate preparation If done properly would probably eliminate 95% of all call backs Most common mode of sealant failure Must remove all weak material
Sikaflex Sealant Installation 1 Critical Success Factors Substrate preparation If done properly would probably eliminate 95% of all call backs Most common mode of sealant failure Must remove all weak material
Construction. 3-part thixotropic epoxy patching mortar. Product Description. Tests
 Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
Product Data Sheet Edition 05/12/2014 Identification no: 020204030010000044 Sikadur -41 CF Rapid 3-part thixotropic epoxy patching mortar Construction Product Description Uses Characteristics / Advantages
PROBLEM SOLVING FORUM
 4 Dealing with Water Tank Blisters Amy Forsgren Swedish Corrosion Institute Stockholm, Sweden: Blistering of the paint system used in a steel water tank indicates that the steel surface was not cleaned
4 Dealing with Water Tank Blisters Amy Forsgren Swedish Corrosion Institute Stockholm, Sweden: Blistering of the paint system used in a steel water tank indicates that the steel surface was not cleaned
Active and Passive Sash Replacement
 for Andersen Gliding Windows Read all instructions carefully before attempting this procedure. If you have any questions about your ability to complete the procedure, call Andersen at 1-888-888-7020 for
for Andersen Gliding Windows Read all instructions carefully before attempting this procedure. If you have any questions about your ability to complete the procedure, call Andersen at 1-888-888-7020 for
SIGMACOVER 280. PRODUCT DATA SHEET December 10, 2014 (Revision of March 1, 2014) DESCRIPTION
 DESCRIPTION") DESCRIPTION Universal epoxy anticorrosive primer, based upon pure epoxy technology PRINCIPAL CHARACTERISTICS Universal epoxy primer system suitable for Ballast Tanks, Decks, Topside, Superstructure, Hull
DESCRIPTION Universal epoxy anticorrosive primer, based upon pure epoxy technology PRINCIPAL CHARACTERISTICS Universal epoxy primer system suitable for Ballast Tanks, Decks, Topside, Superstructure, Hull
Stone Developments. Caring for Irish Blue Limestone Products. Irish Blue Limestone Maintenance Guide
 Stone Developments Irish Blue Limestone Maintenance Guide Caring for Irish Blue Limestone Products As an naturally occurring material, blue limestone is ideally suited to withstand environmental stresses,
Stone Developments Irish Blue Limestone Maintenance Guide Caring for Irish Blue Limestone Products As an naturally occurring material, blue limestone is ideally suited to withstand environmental stresses,
Thermopile Support: FAQs, Troubleshooting, Care & Maintenance
 Thermopile Support: FQs, Troubleshooting, Care & Maintenance Table of Contents 1. Introduction 2. How long does a thermopile sensor last and how accurate does it remain over time? 3. What are typical causes
Thermopile Support: FQs, Troubleshooting, Care & Maintenance Table of Contents 1. Introduction 2. How long does a thermopile sensor last and how accurate does it remain over time? 3. What are typical causes
General Surface Preparation
 General Surface Preparation Proper surface preparation will contribute significantly to the longevity of Ace Paint products. Follow these general guidelines for best results. CLEAN: Paint will not adhere
General Surface Preparation Proper surface preparation will contribute significantly to the longevity of Ace Paint products. Follow these general guidelines for best results. CLEAN: Paint will not adhere
SECTION 03 35 43 POLISHED CONCRETE FINISHING
 SECTION 03 35 43 POLISHED CONCRETE FINISHING PART 1 - GENERAL 1.01 SUMMARY A. Provide polished concrete finishing system where indicated on drawings, complete. This section includes the following: 1. Concrete
SECTION 03 35 43 POLISHED CONCRETE FINISHING PART 1 - GENERAL 1.01 SUMMARY A. Provide polished concrete finishing system where indicated on drawings, complete. This section includes the following: 1. Concrete
See photo below showing this product being applied to a badly corroded floor.
 SPECIALTY COATINGS, INC 805 Lehigh Ave. Union, NJ 07083 TEL 888-755-7361 FAX 888-755-6231 www.armorpoxy.com [email protected] FLOOR REPAIR, LEVELING & PREP BULLETIN This bulletin has been prepared by
SPECIALTY COATINGS, INC 805 Lehigh Ave. Union, NJ 07083 TEL 888-755-7361 FAX 888-755-6231 www.armorpoxy.com [email protected] FLOOR REPAIR, LEVELING & PREP BULLETIN This bulletin has been prepared by
REPORT OF A COATING FAILURE ON A 16-INCH OIL PIPELINE UNDER WET CO2 SERVICE
 REPORT OF A COATING FAILURE ON A 16-INCH OIL PIPELINE UNDER WET CO2 SERVICE Klaus E. Kueter InterCorr International, Inc. 14503 Bammel-N. Houston, Suite 300 Houston, TX 77014 David E. Hendrix The Hendrix
REPORT OF A COATING FAILURE ON A 16-INCH OIL PIPELINE UNDER WET CO2 SERVICE Klaus E. Kueter InterCorr International, Inc. 14503 Bammel-N. Houston, Suite 300 Houston, TX 77014 David E. Hendrix The Hendrix
PREPARING HOT-DIP GALVANIZED STEEL SURFACES FOR PAINTING OR POWDER COATING: A PRIMER
 PREPARING HOT-DIP GALVANIZED STEEL SURFACES FOR PAINTING OR POWDER COATING: A PRIMER By Kimberlie J. Dunham, M.S. For years, protecting steel from corrosion typically involved either the use of hot-dip
PREPARING HOT-DIP GALVANIZED STEEL SURFACES FOR PAINTING OR POWDER COATING: A PRIMER By Kimberlie J. Dunham, M.S. For years, protecting steel from corrosion typically involved either the use of hot-dip
SECTION 1081 COATING OF STRUCTURAL STEEL
 SECTION 1081 COATING OF STRUCTURAL STEEL 1081.1 Scope. This specification covers coating new and existing bridges and structures made of structural steel and miscellaneous metals. 1081.2 Systems of Coatings.
SECTION 1081 COATING OF STRUCTURAL STEEL 1081.1 Scope. This specification covers coating new and existing bridges and structures made of structural steel and miscellaneous metals. 1081.2 Systems of Coatings.
NAPCA BULLETIN 18-99 APPLICATION PROCEDURES FOR CONCRETE WEIGHT COATING APPLIED BY THE COMPRESSION METHOD TO STEEL PIPE
 NAPCA BULLETIN 18-99 APPLICATION PROCEDURES FOR CONCRETE WEIGHT COATING APPLIED BY THE COMPRESSION METHOD TO STEEL PIPE GENERAL a. These specifications may be used in whole or in part by any party without
NAPCA BULLETIN 18-99 APPLICATION PROCEDURES FOR CONCRETE WEIGHT COATING APPLIED BY THE COMPRESSION METHOD TO STEEL PIPE GENERAL a. These specifications may be used in whole or in part by any party without
Technical Data Sheet February 2014
 Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened products
( I ) GENERAL TECHNICAL TERMS SURFACE PREPARATION HEALTH & SAFETY PAINT APPLICATION AIRLESS SPRAY APPLICATION TROUBLE SHOOTING CHART CONVERSION TABLES
 GENERAL TECHNICAL TERMS SURFACE PREPARATION HEALTH & SAFETY PAINT APPLICATION AIRLESS SPRAY APPLICATION TROUBLE SHOOTING CHART CONVERSION TABLES") ( I ) GENERAL TECHNICAL TERMS SURFACE PREPARATION HEALTH & SAFETY PAINT APPLICATION AIRLESS SPRAY APPLICATION TROUBLE SHOOTING CHART CONVERSION TABLES 1/16 TECHNICAL TERMS In order to comprehend fully
( I ) GENERAL TECHNICAL TERMS SURFACE PREPARATION HEALTH & SAFETY PAINT APPLICATION AIRLESS SPRAY APPLICATION TROUBLE SHOOTING CHART CONVERSION TABLES 1/16 TECHNICAL TERMS In order to comprehend fully
Sto Specification No. RC100 Guideline Specifications for Cleaning Wall Surfaces
 Sto Specification No. RC100 Guideline Specifications for Section No. 090170 Surface preparation for Sto restore Level 1 or Level 2 projects Sto Corp. 3800 Camp Creek Parkway Building 1400, Suite 120 Atlanta,
Sto Specification No. RC100 Guideline Specifications for Section No. 090170 Surface preparation for Sto restore Level 1 or Level 2 projects Sto Corp. 3800 Camp Creek Parkway Building 1400, Suite 120 Atlanta,
HYDROBLASTING REPORT
 HYDROBLASTING REPORT The following pages are an evaluation of the benefits of hydroblasting, carried out independently by a US coatings removal contractor. The choice of coatings for the comparative suitability
HYDROBLASTING REPORT The following pages are an evaluation of the benefits of hydroblasting, carried out independently by a US coatings removal contractor. The choice of coatings for the comparative suitability
GALVANIZING NOTES MECHANICAL AND CAUSTIC CLEANING PROCESS AND DESIGN NOTES ON HOT DIP GALVANIZING BY CHRISTINE KLEEN AND THOMAS LANGILL, PH.D.
 GALVANIZING NOTES PROCESS AND DESIGN NOTES ON HOT DIP GALVANIZING American Galvanizers Association (303) 750-2900 FAX (303)750-2909 email: [email protected] MECHANICAL AND CAUSTIC CLEANING BY CHRISTINE
GALVANIZING NOTES PROCESS AND DESIGN NOTES ON HOT DIP GALVANIZING American Galvanizers Association (303) 750-2900 FAX (303)750-2909 email: [email protected] MECHANICAL AND CAUSTIC CLEANING BY CHRISTINE
Scotch-Weld TM. Epoxy Adhesive 1838 B/A Green 1838 B/A Tan 1838-L B/A Translucent. Technical Data February, 2016. Product Description
 3 Scotch-Weld TM 1838 1838 1838-L Technical Data February, 2016 Description 3M TM Scotch-Weld TM s 1838 and are controlled flow products; Scotch-Weld 1838-L is flowable. These epoxy adhesives are two-part,
3 Scotch-Weld TM 1838 1838 1838-L Technical Data February, 2016 Description 3M TM Scotch-Weld TM s 1838 and are controlled flow products; Scotch-Weld 1838-L is flowable. These epoxy adhesives are two-part,
expectation as hot dip galvanizing?
 FREQUENTLY ASKED QUESTIONS ********************************* Q. 1.What exactly is Cold galvanizing? A. Cold galvanisation is an organic, single-component zinc coating of minimum 92% (weight) zinc in the
FREQUENTLY ASKED QUESTIONS ********************************* Q. 1.What exactly is Cold galvanizing? A. Cold galvanisation is an organic, single-component zinc coating of minimum 92% (weight) zinc in the
Comprehensive Guide to MARINE MAINTENANCE and REPAIR
 Comprehensive Guide to MARINE MAINTENANCE and REPAIR USING SOLVENT-FREE, WET & RUST TOLERANT SYSTEMS EPO-CHEM RS 500P and RA 500M January 2016 Page 1 of 65 CONTENTS Page INTRODUCTION 3 EXECUTIVE SUMMARY
Comprehensive Guide to MARINE MAINTENANCE and REPAIR USING SOLVENT-FREE, WET & RUST TOLERANT SYSTEMS EPO-CHEM RS 500P and RA 500M January 2016 Page 1 of 65 CONTENTS Page INTRODUCTION 3 EXECUTIVE SUMMARY
RESTORE 10X Advanced Resurfacer FAQs Page 1 of 11
 Page 1 of 11 FEATURES & BENEFITS Q. Is the new Restore 10X Advanced Resurfacer replacing the first generation of Restore 10X? A. Yes, the new Restore 10X Advanced Resurfacer will replace the first generation
Page 1 of 11 FEATURES & BENEFITS Q. Is the new Restore 10X Advanced Resurfacer replacing the first generation of Restore 10X? A. Yes, the new Restore 10X Advanced Resurfacer will replace the first generation
STANDARD SPECIFICATION SECTION 15257 STEEL PIPE, FUSION-BONDED EPOXY LINED AND COATED
 STANDARD SPECIFICATION SECTION 15257 STEEL PIPE, FUSION-BONDED EPOXY LINED AND COATED PART 1 - GENERAL 1.01 DESCRIPTION This section includes materials, fabrication, installation, and testing of fusion-bonded
STANDARD SPECIFICATION SECTION 15257 STEEL PIPE, FUSION-BONDED EPOXY LINED AND COATED PART 1 - GENERAL 1.01 DESCRIPTION This section includes materials, fabrication, installation, and testing of fusion-bonded
INDUSTRIAL FLOORING INSTALLATION CHALLENGES. James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA
 INDUSTRIAL FLOORING INSTALLATION CHALLENGES James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA Abstract: Specifier's and contractors not only need to properly evaluate the
INDUSTRIAL FLOORING INSTALLATION CHALLENGES James C. Ziegler, ArmorSeal Product Manager Sherwin Williams Cincinnati, Ohio, USA Abstract: Specifier's and contractors not only need to properly evaluate the
MASONRY RESTORATION Lime Putty Mortar Repointing Guide
 1.0 Preparation for Lime Putty Mortar Pointing 1.1 Tools & Approach A. Grinding - When used in a controlled way, angle grinders with diamond-impregnated metal blades with a maximum 1/8-inch-thickness and
1.0 Preparation for Lime Putty Mortar Pointing 1.1 Tools & Approach A. Grinding - When used in a controlled way, angle grinders with diamond-impregnated metal blades with a maximum 1/8-inch-thickness and
Acrylic Enamel Topcoat
 Acrylic Enamel Topcoat ACRYL-GLO TECHNICAL DATA SHEET The ACRYL-GLO single-stage acrylic enamel paint system provides a durable finish that is easy to apply and suitable for both commercial and passenger
Acrylic Enamel Topcoat ACRYL-GLO TECHNICAL DATA SHEET The ACRYL-GLO single-stage acrylic enamel paint system provides a durable finish that is easy to apply and suitable for both commercial and passenger
K2 STONE NATURAL VENEER
 INTRODUCTION WHAT IS K2 NATURAL THINSTONE VENEER? Natural K2 Stone veneer is real stone, cut 1 inch thick, making it light enough to be installed as a veneer. Sometimes referred to as thin veneer, thin
INTRODUCTION WHAT IS K2 NATURAL THINSTONE VENEER? Natural K2 Stone veneer is real stone, cut 1 inch thick, making it light enough to be installed as a veneer. Sometimes referred to as thin veneer, thin
Polishing mould steel. Polishing mould steel
 Polishing mould steel 1 Contents Why strive for a high surface finish?... 3 Judging surface finish... 3 Factors which affect polishability... 3 Grinding and stoning of moulds... 4 Polishing of moulds...
Polishing mould steel 1 Contents Why strive for a high surface finish?... 3 Judging surface finish... 3 Factors which affect polishability... 3 Grinding and stoning of moulds... 4 Polishing of moulds...
Scotch-Weld TM. DP410 Off-White. Product Data Sheet. Product Description. Key Features Rapid cure at room temperature; cure rate may be accelerated
 Scotch-Weld TM Product Data Sheet DP410 Off-White Supersedes: October 2001 Product Description DP410 epoxy adhesive is a low flow, two-part epoxy based structural adhesive. It is designed for use where
Scotch-Weld TM Product Data Sheet DP410 Off-White Supersedes: October 2001 Product Description DP410 epoxy adhesive is a low flow, two-part epoxy based structural adhesive. It is designed for use where
Offshore Substation. Protective Coating of Steel. ETS-25 Rev. 2. technical standards. Document no. 44972-09, case 10/4054 ETS-25 v.
 technical standards Offshore Substation Protective Coating of Steel ETS-25 Rev. 2 Document no. 44972-09, case 10/4054 ETS-25 v. 2 Revision survey Document title Protective Coating of Steel Document no.
technical standards Offshore Substation Protective Coating of Steel ETS-25 Rev. 2 Document no. 44972-09, case 10/4054 ETS-25 v. 2 Revision survey Document title Protective Coating of Steel Document no.
Window Installation Instructions
 Caution The correct installation methods of windows in full frame or insert applications is critical towards achieving the tested performance of the window and longterm enjoyment and energy savings for
Caution The correct installation methods of windows in full frame or insert applications is critical towards achieving the tested performance of the window and longterm enjoyment and energy savings for
FlyMe Environmental impact assessment MHI/ 24-1-2007 Page 1(6) 2 Description and assessment of the Production process
 2 Description and assessment of the Production process") Page 1(6) Fly Me CHAIR 1 Description and assessment of the Materials used in the Product 2 Description and assessment of the Production process 3 Description and assessment of the Surface Treatment Methods
Page 1(6) Fly Me CHAIR 1 Description and assessment of the Materials used in the Product 2 Description and assessment of the Production process 3 Description and assessment of the Surface Treatment Methods
CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS
 AN ERGONARMOR COMPANY TECHNICAL INFORMATION SPECIFICATION FOR INSTALLATION 07/11 SUPERSEDES 04/00 PAGE 1 OF 6 CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS 1. SCOPE 1.1 This specification
AN ERGONARMOR COMPANY TECHNICAL INFORMATION SPECIFICATION FOR INSTALLATION 07/11 SUPERSEDES 04/00 PAGE 1 OF 6 CORROSION ENGINEERING RESIN-BASED POLYMER CONCRETES AND GROUTS 1. SCOPE 1.1 This specification
Armstrong Do-It-Yourself Tile Installation System
 Armstrong Do-It-Yourself Tile Installation System What tools will I need to install my tile floor? You'll need just the basics: - floor tile (make sure you have enough tile to finish the job) - adhesive
Armstrong Do-It-Yourself Tile Installation System What tools will I need to install my tile floor? You'll need just the basics: - floor tile (make sure you have enough tile to finish the job) - adhesive
ULTRA 865HD HIGH PERFORMANCE MULTI PURPOSE GREASE
 ULTRA 865HD HIGH PERFORMANCE MULTI PURPOSE GREASE Contains penetrants, lubricants and greases All weather Water-resistant Penetrates like an oil, then cures to a thick, water-resistant grease Recommended
ULTRA 865HD HIGH PERFORMANCE MULTI PURPOSE GREASE Contains penetrants, lubricants and greases All weather Water-resistant Penetrates like an oil, then cures to a thick, water-resistant grease Recommended
SAMPLE TEST QUESTIONS MOTOR VEHICLE BODY REPAIRER- ITA WEBSITE
 1 How are spot welds located on the underside of an apron? A. Heat the undercoat with a torch. B. Visually inspects with a trouble light. C. Grind the surface with an angle grinder. D. Clean factory seams
1 How are spot welds located on the underside of an apron? A. Heat the undercoat with a torch. B. Visually inspects with a trouble light. C. Grind the surface with an angle grinder. D. Clean factory seams
The Application Guide offers product details and recommended practices for the use of the product.
 Technical Data Sheet Application Guide 408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester
Technical Data Sheet Application Guide 408;21800;21820;21740;21760;21840 1,2 408 unsaturated vinyl ester ^(ValidationDate). 1 Product description This is a glass flake reinforced unsaturated vinyl ester
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION. Generated: Sergiy Papyshev Engineering. Approved: Don Prysi Manufacturing. Approved: Merzuk Ramic Quality
 IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
738-B-297 POLYMERIC CONCRETE BRIDGE DECK OVERLAY. (Adopted 02-20-14)
") POLYMERIC CONCRETE BRIDGE DECK OVERLAY (Adopted 02-20-14) Description The polymeric concrete bridge deck overlay shall consist of an epoxy polymer that acts together with special aggregate to form an overlay
POLYMERIC CONCRETE BRIDGE DECK OVERLAY (Adopted 02-20-14) Description The polymeric concrete bridge deck overlay shall consist of an epoxy polymer that acts together with special aggregate to form an overlay
WATERPROOFING FOR CONCRETE STRUCTURES
 MANUAL OF CONTRACT DOCUMENTS FOR ROAD WORKS VOLUME 1 SPECIFICATION FOR ROAD WORKS SERIES 2000 WATERPROOFING FOR CONCRETE STRUCTURES Contents Clause Title Page 2001 General 2 2002 Protection of Bridge Deck
MANUAL OF CONTRACT DOCUMENTS FOR ROAD WORKS VOLUME 1 SPECIFICATION FOR ROAD WORKS SERIES 2000 WATERPROOFING FOR CONCRETE STRUCTURES Contents Clause Title Page 2001 General 2 2002 Protection of Bridge Deck
Houston Plating & Coatings
 Houston Plating & Coatings Electroless Nickel SBN QPQ TM Teflon Coating Polyurethane Multi-Coat Epoxy System Dry Film Lubricant Phosphate and Oil Xylan Fluoropolymer Molybdenum Disulfide Houston Plating
Houston Plating & Coatings Electroless Nickel SBN QPQ TM Teflon Coating Polyurethane Multi-Coat Epoxy System Dry Film Lubricant Phosphate and Oil Xylan Fluoropolymer Molybdenum Disulfide Houston Plating
SPREFIX SPRAY INSULATION _ in the marine market.
 SPREFIX SPRAY INSULATION _ in the marine market. A self-adhesive glass or stone wool, sprayed directly onto surface.. Easily applied to wood, steel, plastic or other surfaces without any mechanical fasteners
SPREFIX SPRAY INSULATION _ in the marine market. A self-adhesive glass or stone wool, sprayed directly onto surface.. Easily applied to wood, steel, plastic or other surfaces without any mechanical fasteners
Specifications for Programs: 737, 747, 757, 767, 777, 787
 = Performed by GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD for 787 Only: 6-242, 6-269, 6-271 PSD for 777 Only: 6-261,6-264, 6-266, 6-269, 6-271 BAC 5004 L Installation of Permanent Fasteners
= Performed by GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD for 787 Only: 6-242, 6-269, 6-271 PSD for 777 Only: 6-261,6-264, 6-266, 6-269, 6-271 BAC 5004 L Installation of Permanent Fasteners
Paint Test Equipment. Holitech DC Holiday Tester Data Sheet
 Paint Test Equipment Holitech DC Holiday Tester Data Sheet Coating Thickness Gloss Porosity Adhesion Surface Roughness Surface Cleanliness Climatic Conditions Electrostatic Inspectors Accessories Complies
Paint Test Equipment Holitech DC Holiday Tester Data Sheet Coating Thickness Gloss Porosity Adhesion Surface Roughness Surface Cleanliness Climatic Conditions Electrostatic Inspectors Accessories Complies