Specific volume of polymers. Influence of the thermomechanical history
|
|
|
- Lucas Shields
- 8 years ago
- Views:
Transcription
1 Specific volume of polymers Influence of the thermomechanical history

2 CIP-DATA LIBRARY TECHNISCHE UNIVERSITEIT EINDHOVEN Beek, Maurice H.E. van der Specific volume of polymers : influence of the thermomechanical history/ by Maurice H.E. van der Beek. - Eindhoven : Technische Universiteit Eindhoven, Proefschrift. ISBN NUR 971 Subject headings: isotactic polypropylene / semi-crystalline polymers / specific volume / PVT behavior / cooling rate / pressure dependence / flow induced crystallization / dilatometry Printed by Universiteitsdrukkerij TU Eindhoven, Eindhoven, The Netherlands.

3 Specific volume of polymers Influence of the thermomechanical history PROEFSCHRIFT ter verkrijging van de graad van doctor aan de Technische Universiteit Eindhoven, op gezag van de Rector Magnificus, prof.dr.ir. C.J. van Duijn, voor een commissie aangewezen door het College voor Promoties in het openbaar te verdedigen op dinsdag 14 juni 2005 om uur door Maurice Hubertus Elisabeth van der Beek geboren te Roermond

4 Dit proefschrift is goedgekeurd door de promotoren: prof.dr.ir. H.E.H. Meijer en prof.dr.ir. J.M.J. den Toonder Copromotor: dr.ir. G.W.M. Peters

5 Veur mien maedje

6

7 Contents 1 Introduction Context Background Scope Outline References Concentric cylinder dilatometer: design and testing Introduction Design and instrumentation Experimental Sample preparation Procedure Comparison with confining fluid based dilatometer Example: isotactic polypropylene Conclusions References A Appendix: material properties The influence of cooling rate on specific volume Introduction Experimental part Materials Dilatometer experiments X-ray analysis Density measurements Results and discussion Specific volume Crystalline morphology Modelling aspects Conclusions References vii

8 viii CONTENTS 3.A Appendix: specific volume of the melt The influence of shear flow on specific volume Introduction Experimental part Materials Dilatometry Density gradient column X-ray analysis Scanning electron microscopy Results and discussion Specific volume Crystalline morphology Conclusions References Classification of the influence of flow on specific volume: The Deborah number Introduction Methods Deborah number Dimensionless transition temperature Dimensionless transition rate Experimental part Materials Experimental techniques Results and discussion Crystalline morphology Specific volume Conclusions References Conclusions and recommendations Main conclusions Recommendations References Samenvatting 107 Dankwoord 111 Curriculum Vitae 113

9 Summary Nowadays, semi-crystalline polymers are widely used in many product applications that display high dimensional accuracy and stability. However, the relationship between processing conditions and the main property determining macroscopic shrinkage, i.e. specific volume, is still not understood in sufficient detail to predict the resulting dimensions of a product dependent on the selected material and chosen processing conditions. In this thesis, the dependence of the specific volume of crystallizing polymers on the thermomechanical history as experienced during processing is investigated. Emphasis is placed on selecting and reaching those processing conditions that are relevant for industrial processing operations such as injection molding and extrusion. To extent the interpretation of the results obtained on the development of specific volume, structure properties of the resulting crystalline morphology are investigated using wide angle X-ray diffraction (WAXD) in combination with scanning electron microscopy (ESEM). A custom designed dilatometer is presented in chapter 2, which is used to quantitatively analyze the dependence of specific volume on temperature (up to 260 C), cooling rate (up to 100 o C/s), pressure (up to 100 MPa), and shear rate (up to 80 1/s). The dilatometer is based on the principle of confined compression, using annular shaped samples with a radial thickness of 0.5 mm. To quantify the measurement error arising from friction forces between the solidifying sample and dilatometer walls, a comparison is made with measurements performed on a dilatometer based on the principle of confining fluid (Gnomix). Measurements performed in the absence of flow, at isobaric conditions, and at a relatively low cooling rate of about 4-5 o C/min agree quite well with respect to the specific volume in the melt, temperature at which the transition to the semi-crystalline state starts, and the specific volume of the solid state. Detailed analysis shows a relative difference in specific volume of the melt of %. An identical relative difference is assumed for specific volume measured during the first part of crystallization, since the ratio of shear and bulk modulus is still small and the influence of friction forces and loss of hydrostatic pressure can be neglected. The relative difference in the specific volume of the solid state ranges from %. However, especially for higher cooling rates, this part of the measured specific volume curve should be taken as qualitative rather than quantitative. ix

10 x SUMMARY The influence of cooling rate on the evolution of specific volume and the resulting crystalline morphology of an isotactic polypropylene is investigated in chapter 3. Experiments performed at cooling rates ranging from 0.1 to 35 o C/s, and elevated pressures ranging from 20 to 60 MPa show a profound influence of cooling rate on the transition temperature, i.e. the temperature at which the transition from the melt to the semi-crystalline state starts, and on the rate of transition. With increasing cooling rate and constant pressure, the transition temperature shifts towards lower temperatures and the transition itself is less distinct and more wide spread. Additionally, an increasing cooling rate causes the final specific volume to increase, which agrees with a decrease in the degree of crystallinity determined from WAXD analysis. For the relatively small pressure range that was experimentally accessible, a combined influence of pressure and cooling rate on the specific volume or crystalline morphology was not found. Experimental validation of numerical predictions of the evolution of specific volume showed at first large deviations in the calculated start and rate of the transition. These deviations increase with increasing cooling rate. Deviations in the rate of transition could partly be explained from small variations in model parameters, and can be justified from possible inaccuracies in the experimental characterization of important input parameters, i.e. the spherulitic growth rate G(T, p) and the number of nuclei per unit volume N(T, p), or from determining model parameters to describe these quantities numerically. Especially in the prediction during fast cooling, G(T, p) and N(T, p) should be characterized for a sufficiently large temperature range, including temperatures typically lower than the temperature where the maximum in G(T, p) occurs. Deviations in predicted transition temperature are however quite unexplained and could only be improved by introducing an unrealistic larger number of nuclei than determined experimentally at relatively high temperatures. This is subject to future investigation. The influence of shear flow on the evolution of the specific volume is investigated in chapter 4. The combined influence of shear rate, pressure and temperature during flow is investigated at non-isothermal conditions using two grades of isotactic polypropylene with different weight averaged molar mass (M w ). In general, shear flow has a pronounced effect on the evolution of specific volume. The temperature marking the transition in specific volume and the rate of transition are affected. The influence of flow increases with increasing shear rate, increasing pressure, decreasing temperature at which flow is applied, and higher M w. Although the degree of orientation and the overall structure of the resulting crystalline morphology are greatly affected by the flow, the resulting specific volume and degree of crystallinity are only marginally affected by the processing conditions employed. If shear flow is applied at a temperature near the material s equilibrium melting temperature T 0 m, i.e. at low undercooling, dependent on material and applied shear rate remelting of flow induced crystalline structures and relaxation of molecular orientation is able to fully erase the effect of flow. With increasing M w, the effect of flow applied at low undercooling is prevailed longer. Although not investigated in this study, we think that an increased cooling rate (i.e. less time to remelt flow induced structures) would also enlarge the resulting effect on the evolution of specific volume when applied at low

11 SUMMARY xi undercooling. In chapter 5, the use of the dimensionless Deborah number is investigated to analyze and classify the influence of shear flow on the specific volume and resulting crystalline morphology. Classification of the influence of flow on the orientation of the resulting crystalline morphology as visualized by WAXD could be performed if flow was applied at relatively large undercooling. With increasing Deborah number, the orientation of crystals increases and the classification of the flow strength resulting in a spherulitic, row nucleated, or shish-kebab morphology is possible. However, in case flow was applied at low undercooling, the influence of remelting and relaxation of molecular orientation yields the Deborah number of little use. The influence of flow could be erased totally, even when strong flow is applied, i.e. high Deborah numbers. For large undercooling, remelting and relaxation has little effect on the development of the flow-induced crystalline morphology as was already observed by others. These conclusions also hold for the classification of flow on the evolution of specific volume. If flow is applied at large undercooling, Deborah numbers De s (based on the process of chain retraction) or De rep (based on the process of reptation of chains) can equally well be used to classify the influence of flow on the evolution of specific volume, e.g. characterized by the dimensionless transition temperature θ c and dimensionless rate of transition λ. Even relatively large differences in cooling rate have little effect on the classification of the influence of flow on the evolution of specific volume, when applied at large undercooling. Finally, in chapter 6 the main conclusions of this thesis are outlined together with recommendations for future research.

12 xii SUMMARY

13 CHAPTER ONE Introduction 1.1 Context Polymers are widely used in many products that require accurate dimensions, either because of their functionality or for esthetic reasons. Examples range from media for data storage such as CD s and DVD s, to the housing of a cellular phone, to car bumpers. A new and growing field of application for polymers in which high dimensional accuracy is required is that of micro systems. Typically, the polymer components used in these systems have features with dimensions in the sub-millimeter to micrometer range, or even overall dimensions in the sub-millimeter range (see figure 1.1), demanding dimensional accuracy in the order of micrometers. However, especially for crystallizing polymers, it is still impossible to predict the final dimensions of a product in detail based on the polymer used, the design of the product, and the processing conditions applied. One of the main properties that determine the final dimensions of a product is the specific volume of the polymer, and its evolution during processing. Like any other physical property of crystallizing polymers, it is to a large extend determined by the crystallization process and crystalline morphology that results after processing. This thesis is a contribution to understanding the specific volume and the related crystalline morphology of semicrystalline polymers, that depends on the thermomechanical history experienced, and on the relevant molecular parameters. 1.2 Background Injection molding is the most common technique for the mass production of complex shaped products that require accurate dimensions. Typically, the polymer is plasticized by being heated to elevated temperatures, and injected into a mold where the 1

14 2 1 INTRODUCTION ( b) ( a) Figure 1.1: (a) Micromechanical component (gearbox) made from Polyoxymethylene, (b) gearbox and individual components compared to a needle [1]. molten polymer acquires the product shape. Subsequently, mold and polymer are cooled to room temperature, during which the polymer solidifies and stabilization of the product shape occurs. In practice the dimensions of the solidified polymer differ from the mold dimensions due to shrinkage. This is the result of several phenomena that cause a decrease in the material s volume during cooling to room temperature such as thermal contraction, physical phase changes (e.g. crystallization, vitrification), and sometimes chemical reactions. The resulting change in density of the polymer in the mold, is captured by the specific volume, which is expressed in m 3 /kg. Quantitatively measuring the evolution of the specific volume as experienced during processing, and understanding its dependence on molecular and processing parameters, is an important prerequisite in predicting the shrinkage behavior of polymers. Quantitative prediction of product shrinkage in its turn will strongly contribute to time and costs reduction of process and mold optimizations and time to market of high precision polymer products in general. Commonly, the specific volume of polymers is measured as a function of pressure and temperature using the technique of dilatometry. It is therefore often referred to as Pressure-Volume-Temperature behavior or PVT-behavior. Figure 1.2 is reproduced from Zoller and Walsh [2] and shows this behavior for an amorphous and a semicrystalline polymer. For crystallizing polymers, the dependence of the specific volume on processing conditions is however complex. This is because the crystallinity determines the specific volume to a large extend, and this crystallinity strongly depends on the thermal history [3 7] and the experienced flow [8 16]. This has two major implications. First, in contrast with characterization of specific volume as a function of pressure and temperature only, additional parameters such as cooling rate and flow (e.g. deformation rate, total deformation, viscoelastic stress, amount of experienced mechanical work, etc.) should be taken into account to adequately characterize a material. Secondly, if specific volume data are to be used for (numerical) analysis of processing operations, e.g. injection molding or extrusion, the poly-
, and sometimes chemical reactions.")
15 1.2 BACKGROUND 3 ( a) ( b) Figure 1.2: The typical PVT-behavior of an amorphous (a) and semi-crystalline polymer (b), measured using a bellows type dilatometer operating in isothermal mode. Data are reproduced from [2]. mer should be characterized at conditions as (locally) experienced during processing. This means that characterization should include elevated pressures of O ( 10 2) MPa in combination with cooling rates of O ( 10 2) C/s and shear or elongation rates of O ( ) 1/s. Dilatometry is still the most important technique to determine the evolution of specific volume as a function of processing conditions. However, commercially available dilatometers (Gnomix, PVT100) are not sufficiently equipped to subject polymers to cooling rates relevant for industrial processes or to impose flow. This necessitates the development of new experimental methods. The constitutive modelling of the specific volume of crystallizing polymers has seen important developments the last decade [17 19]. In contrast to early constitutive models such as developed by Tait [20] and Spencer and Gilmore [21], present models combine an (empirical) description of the specific volume of the amorphous and crystalline phases with a description of the evolution of the degree of crystallinity. Examples include the Scheider rate equations [22] for non-isothermal quiescent crystallization and the (modified) Eder rate equations [23, 24] for flow-induced crystallization. These models are in principle able to predict the evolution of the specific volume of crystallizing polymers as a function of the complete thermomechanical history experienced during processing. Moreover, the differential form of these rate equations makes numerical implementation easy and, next to evolution of crystallinity, provides additional information about the crystalline morphology. Unfortunately, further development of the models is hampered by the general lack of experimental data necessary for validation purposes.

16 4 1 INTRODUCTION 1.3 Scope An experimental study is performed to measure the specific volume and the related crystalline morphology of semi-crystalline polymers, dependent on the experienced processing conditions and relevant molecular parameters. Dilatometry is chosen as the main experimental technique to study specific volume as a function of temperature, pressure level, cooling rate, and shear rate. This technique provides a direct way of measuring the evolution of the specific volume, serving for the validation of constitutive equations and fitting of model parameters. A density gradient column (DGC) is used to compare with the dilatometer experiments. Besides, the crystalline morphology of samples is analyzed ex situ using Wide Angle X-ray Diffraction (WAXD) and Scanning Electron Microscopy (ESEM). The modelling part of this work concerns the validation of existing constitutive equations for specific volume; new constitutive models will not be introduced. The materials investigated are two grades of isotactic polypropylene (ipp), differing in molar mass distribution. Innovations with respect to other studies are: a) design and building of a new type of dilatometer capable of measuring the influence of temperature, pressure, cooling rate, and shear rate on the specific volume of polymers, b) measuring the evolution of specific volume in an extended range of cooling rates and elevated pressure relevant to industrial polymer processing operations, c) measuring the influence of relatively high shear rates on the evolution of specific volume, d) the combination of specific volume measurements with characterization (WAXD) and visualization (ESEM) of the resulting crystalline morphology. 1.4 Outline In chapter 2, the design and first testing of the dilatometer is presented. This dilatometer enables the analysis of the temperature evolution of specific volume as a function of pressure (up to 100 MPa), cooling rate (up to 100 C/s), and shear rate (up to 80 1/s). Chapter 3 discusses in depth the influence of cooling rate on the specific volume of ipp, using experimental data obtained via dilatometry performed at constant elevated pressures and using the results of the density gradient column experiments. The crystalline morphology resulting from processing conditions is analyzed using wide angle X-ray diffraction (WAXD). Numerical predictions of the specific volume are validated experimentally at various cooling rates and critical model parameters are identified. Chapter 4 discusses the influence of shear rate on the specific volume of two grades of ipp, differing in molar mass distribution. Combined effects of shear rate and pressure level, and shear rate and temperature at which the shear flow is applied are investigated per material grade. Wide angle X-ray diffraction (WAXD) and scanning electron microscopy (ESEM) are used to investigate the crystalline morphology resulting from the various flow conditions. Chapter 5 deals with the use of the dimensionless Deborah number to quantify and compare the strength of flow applied at various processing conditions. Furthermore, the use of the Deborah

17 1.4 OUTLINE 5 number as an analytical tool is investigated, to help analyze and compare the influence of flow on the evolution of specific volume for various processing conditions. Finally, chapter 6 summarizes the most important conclusions and gives recommendations for future research.

18 6 1 INTRODUCTION References [1] Homepage Institut für Mikrotechnik Mainz (IMM), [2] Zoller, P., Walsh, D.J. Standard Pressure-Volume-Temperature Data for Polymers. Technomic, (1995). [3] Piccarolo, S. Morphological changes in isotactic Polypropylene as a function of cooling rate. Journal of Macromolecular Science - Phys., B31(4): , (1992). [4] Zuidema, H., Peters, G.W.M., Meijer, H.E.H. Influence of cooling rate on PVTdata of semicrystalline polymers. Journal of Applied Polymer Science, 82(5): , (2001). [5] Brucato, V., Piccarolo, S., La Carrubba, V. An experimental methodology to study polymer crystallization under processing conditions. The influence of high cooling rates. Chemical Engineering Science, 57: , (2002). [6] La Carrubba, V., Brucato, V., Piccarolo, S. Phenomenological approach to compare the crystallization kinetics of isotactic Polypropylene and Polyamide-6 under pressure. Journal of Polymer Science: Part B: Polymer Physics, 40: , (2002). [7] Pantani, R., Titomanlio, G. Effect of pressure and temperature history on volume relaxation of amorphous Polystyrene. Journal of Polymer Science: Part B: Polymer Physics, 41: , (2003). [8] Alfonso, G.C., Verdona, M.P., Wasiak, A. Crystallization kinetics of oriented poly(ethylene terephthalate) from the glassy state. Polymer, 19: , (1978). [9] Vleeshouwers, S., Meijer, H.E.H. A rheological study of shear induced crystallization. Rheologica Acta, 35: , (1996). [10] Keller, A., Kolnaar, J.W.H. Flow-induced orientation and structure formation, in: Processing of Polymers, Meijer, H.E.H. (Ed.), VCH: New York, vol. 18, p , (1997). [11] Somani, R.H., Hsiao, B.S., Nogales, A. Structure development during shear flow-induced crystallization of i-pp: In situ small angle X-ray scattering study. Macromolecules, 33: , (2000). [12] Wang, Z.G., Wang, X.H., Hsiao, B.S., Phillips, R.A., Medellin-Rodriquez, F.J., Srinivas, S., Wang, H., Han, C.C. Structure and morphology development in syndiotactic Polypropylene during isothermal crystallization and subsequent melting. Journal of Polymer Science, Part B: Polymer Physics, 39: , (2001). [13] Koscher, E., Fulchiron, R. Influence of shear on Polypropylene crystallization: morphology development and kinetics. Polymer, 43: , (2002). [14] Acierno, S., Palomba, B., Winter, H.H., Grizutti, N. Effect of molecular weight on the flow-induced crystallization of isotactic Poly(1-butene). Rheologica Acta, 42: , (2003). [15] Swartjes, F.H.M., Peters, G.W.M., Rastogi, S., Meijer, H.E.H. Stress induced crystallization in elongational flow. International Polymer Processing, 18(1):53-66, (2003).
![E.H. Influence of cooling rate on PVTdata of semicrystalline polymers. Journal of Applied Polymer Science, 82(5):1170-1186, (2001). [5] Brucato, V., Piccarolo, S., La Carrubba, V.](/docs-images/40/370416/images/page_18.jpg "An experimental methodology to study polymer crystallization under processing conditions. The influence of high cooling rates. Chemical Engineering Science, 57:4129-4143, (2002). [6] La Carrubba, V.")
19 REFERENCES 7 [16] Watanabe, K., Suzuki, T., Masubuchi, Y., Taniguchi, T., Takimoto, J., Koyama, K. Crystallization kinetics of Polypropylene under high pressure and steady shear flow. Polymer, 44: , (2003). [17] Hieber, C.A. Modelling the PVT behavior of isotactic Polypropylene. International Polymer Processing, 12(3): , (1997). [18] Zuidema, H., Peters, G.W.M., Meijer, H.E.H. Development and validation of a recoverable strain based model for flow induced crystallization of polymers. Macromolecular Theory and Simulation, 10(5): , (2001). [19] Han, S., Wang, K.K. Use of the fast-cool PVT data for shrinkage analysis in injection molding. International Polymer Processing, 17(1):67-75, (2002). [20] Tait, P.G. Physics and Chemistry of the Voyage of H.M.S. Challenger. University Press, Cambridge, (1888). [21] Spencer, R.S., Gilmore, G.D. Equation of state for high polymers. Journal of Applied Physics, 21: , (1950). [22] Schneider, W., Köppl, A., Berger, J. Non-isothermal crystallization. Crystallization of polymers. International Polymer Processing, 2(3): , (1988). [23] Eder, G., Janescitz-Kriegl, H., Liedauer, S. Crystallization processes in quiescent and moving polymer melts under heat transfer conditions. Progress in Polymer Science, 15: , (1990) [24] Zuidema, H. Flow Induced Crystallization, PhD thesis Eindhoven University of Technology (2000).
![E.H. Development and validation of a recoverable strain based model for flow induced crystallization of polymers. Macromolecular Theory and Simulation, 10(5):447-460, (2001). [19] Han, S., Wang, K.](/docs-images/40/370416/images/page_19.jpg "K. Use of the fast-cool PVT data for shrinkage analysis in injection molding. International Polymer Processing, 17(1):67-75, (2002). [20] Tait, P.G. Physics and Chemistry of the Voyage of H.M.S.")
20 Design A
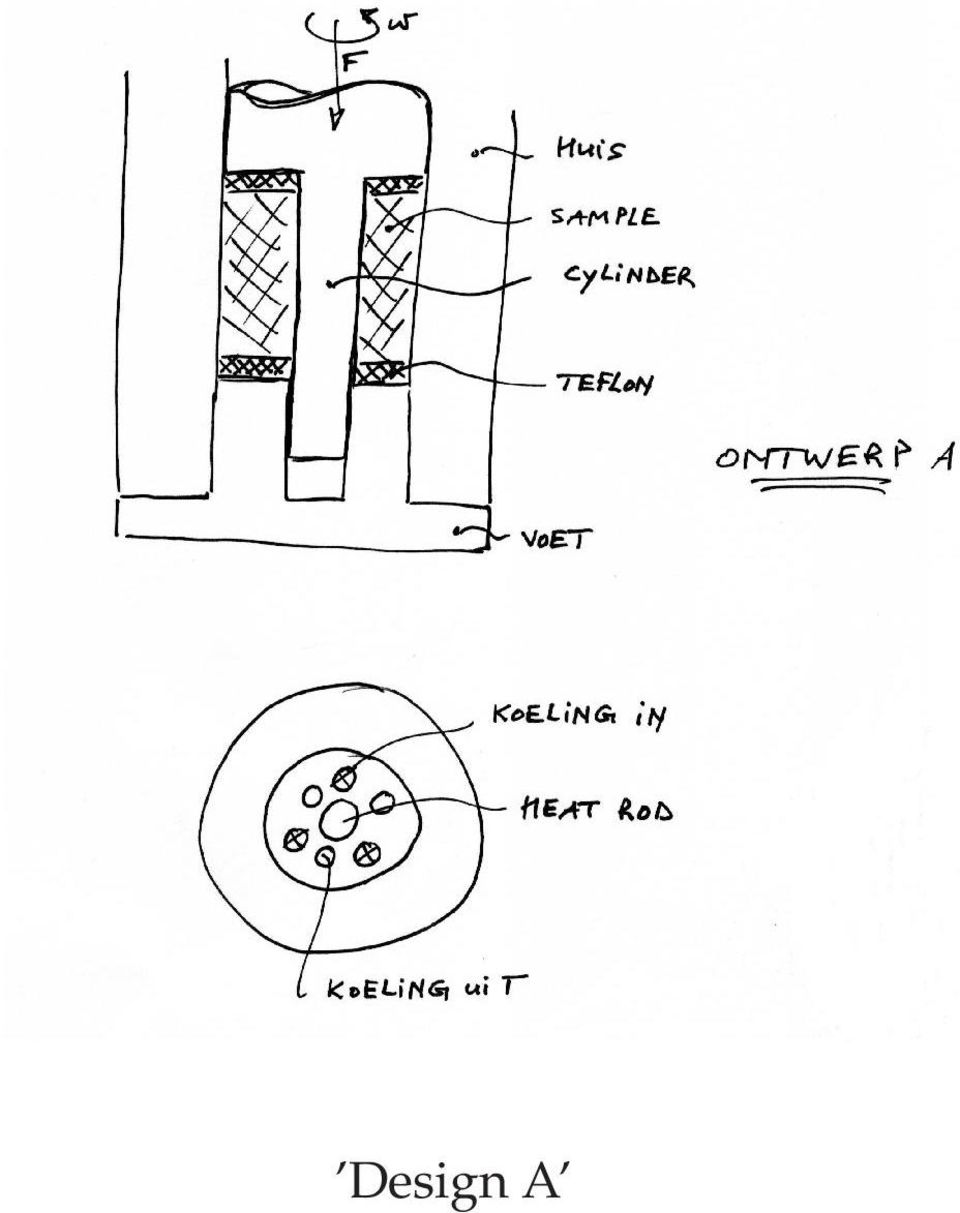
21 CHAPTER TWO Concentric cylinder dilatometer: design and testing 1 We developed a dilatometer to investigate the specific volume of polymers as a function of pressure (up to 100 MPa), temperature (up to 260 o C), cooling rate (up to 100 o C/s), and shear rate (up to 80 1/s). The dilatometer is based on the principle of confined compression and comprises of a pressure cell used in combination with a tensile testing machine with rotation capability. The design of the pressure cell is a mixture of a traditional piston-die type dilatometer and a Couette rheometer, i.e. piston and die make up an annular shaped sample spacing. Specific volume measurements at low cooling rate using an isotactic polypropylene (ipp) are compared with measurements performed using a commercial bellows type dilatometer, showing relative differences in the range of %. Finally, results are presented showing a profound influence of cooling rate and melt shearing on the evolution of specific volume. 2.1 Introduction Dilatometry is the most common technique to measure the bulk specific volume of polymers, both in the melt and solid state. Two measuring principles can be distinguished. The first is the principle of confining fluid. Here the polymer is put into a rigid sample chamber where it is submerged into a fluid, to which the polymer must be inert. Usually mercury or silicon oil are used for this purpose. The sample chamber is sealed off by a flexible wall or bellows for: a) applying hydrostatic pressure to fluid and polymer by reduction of the sample chamber volume, b) sens- 1 Reproduced in part from: Van der Beek, M.H.E., Peters, G.W.M., Meijer, H.E.H. A dilatometer to measure the influence of cooling rate and melt shearing on specific volume. International Polymer Processing, XX(2), (2005). 9
22 10 2 CONCENTRIC CYLINDER DILATOMETER Reference P max T max Tmax ε ν min [MPa] [ o C] [ o C/s] [%] [cc/g] [1] [2] [3] [4] [5] Table 2.1: Characteristic processing conditions (P max, T max, cooling rate), accuracy (ε), and resolution ( ν min ) for conventional CF-dilatometers. ing the cumulative volume change of fluid and polymer. Dilatometers based on this principle will be referred to as CF-dilatometers [1 8]. The advantage of this principle is the ability to apply a true hydrostatic pressure to the polymer, both in melt and solid state. The disadvantage is that the volumetric changes measured are not that of the polymeric sample only. Points of concern are sealing of the pressurized fluid and (chemical)reactions occurring between polymer and fluid. The second principle is called confined compression. Here the polymer is enclosed in a rigid cylinder. A piston, closely fitting into the cylinder, is used both to pressurize the polymer and to measure volumetric changes. Dilatometers based on this principle will be referred to as PD-dilatometers (Piston-Die dilatometers) [9 15]. The advantage of this principle is the simplicity in design that can be achieved. A disadvantage is that frictional forces can arise between the polymer and cylinder wall leading to loss of hydrostatic pressure in the sample in its solid state [3, 16]. A point of concern is the reduction of frictional forces by applying an anti-friction coating or lubricant, which should be non-reactive with the polymer. Tables 2.1 and 2.2 list the characteristics of just a limited number of CF and PD type dilatometers reported in literature. The dilatometers listed here are referred to as conventional because specific volume is measured only as a function of pressure and temperature. Dependent on design, elevated pressures up to 870 MPa and temperatures up to 370 o C can be achieved. Relative errors in measured specific volume are reported ranging from 0.04 to 1.0 % with the lower values reported for CF-dilatometers. The study of Luyé et al. [12] listed in table 2.2 is an example of the dilatometer originally developed by Menges et al. [14] and until recently made commercially available by SWO Polymertechnik GmbH (Krefeld, Germany). In the original work of Menges et al. there is no mentioning of characteristics or accuracy of the method. Typically, both types of conventional dilatometers do not accommodate to analyze specific volume as a function of cooling rate or deformation (e.g. shear, extension). Dilatometers to analyze the influence of cooling rate on specific volume are reported by Zuidema et al. [8] and Chakravorty [15], see table 2.3. Zuidema et al. used a CF-dilatometer, analyzing the influence of cooling rate as high as 54.2 o C/s on the
Solid shape molding is not desired in injection molding due to following reasons.
 PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
CHAPTER 2 INJECTION MOULDING PROCESS
 CHAPTER 2 INJECTION MOULDING PROCESS Injection moulding is the most widely used polymeric fabrication process. It evolved from metal die casting, however, unlike molten metals, polymer melts have a high
CHAPTER 2 INJECTION MOULDING PROCESS Injection moulding is the most widely used polymeric fabrication process. It evolved from metal die casting, however, unlike molten metals, polymer melts have a high
Understanding Plastics Engineering Calculations
 Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
PVT Properties of Polymers for Injection Molding
 1 PVT Properties of Polymers for Injection Molding Jian Wang School of Chemical Engineering and Environment, Beijing Institute of Technology, China 1. Introduction PVT (Pressure-Volume-Temperature) properties
1 PVT Properties of Polymers for Injection Molding Jian Wang School of Chemical Engineering and Environment, Beijing Institute of Technology, China 1. Introduction PVT (Pressure-Volume-Temperature) properties
Notes on Polymer Rheology Outline
 1 Why is rheology important? Examples of its importance Summary of important variables Description of the flow equations Flow regimes - laminar vs. turbulent - Reynolds number - definition of viscosity
1 Why is rheology important? Examples of its importance Summary of important variables Description of the flow equations Flow regimes - laminar vs. turbulent - Reynolds number - definition of viscosity
4 Thermomechanical Analysis (TMA)
") 172 4 Thermomechanical Analysis 4 Thermomechanical Analysis (TMA) 4.1 Principles of TMA 4.1.1 Introduction A dilatometer is used to determine the linear thermal expansion of a solid as a function of temperature.
172 4 Thermomechanical Analysis 4 Thermomechanical Analysis (TMA) 4.1 Principles of TMA 4.1.1 Introduction A dilatometer is used to determine the linear thermal expansion of a solid as a function of temperature.
Injection molding equipment
 Injection Molding Process Injection molding equipment Classification of injection molding machines 1. The injection molding machine processing ability style clamping force(kn) theoretical injection volume(cm3)
Injection Molding Process Injection molding equipment Classification of injection molding machines 1. The injection molding machine processing ability style clamping force(kn) theoretical injection volume(cm3)
Naue GmbH&Co.KG. Quality Control and. Quality Assurance. Manual. For Geomembranes
 Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Elastic Properties of Polymer Melts Filled with Nanoparticles
 Elastic Properties of Polymer Melts Filled with Nanoparticles Helmut Münstedt and Christian Triebel Citation: AIP Conf. Proc. 1375, 21 (211); doi: 1.163/1.364479 View online: http://dx.doi.org/1.163/1.364479
Elastic Properties of Polymer Melts Filled with Nanoparticles Helmut Münstedt and Christian Triebel Citation: AIP Conf. Proc. 1375, 21 (211); doi: 1.163/1.364479 View online: http://dx.doi.org/1.163/1.364479
3D Printed Injection Molding Tool ("PIMT") Guide. Objet Ltd.
 Guide. Objet Ltd.") 3D Printed Injection Molding Tool ("PIMT") Guide Objet Ltd. 2 Injection molding is a high speed, automated and versatile process that can produce high precision complex three dimensional parts from a fraction
3D Printed Injection Molding Tool ("PIMT") Guide Objet Ltd. 2 Injection molding is a high speed, automated and versatile process that can produce high precision complex three dimensional parts from a fraction
Influence of material data on injection moulding simulation Application examples Ass.Prof. Dr. Thomas Lucyshyn
 TRAINING IN THE FIELD OF POLYMER MATERIALS / PLASTICS Influence of material data on injection moulding simulation Application examples Ass.Prof. Dr. Thomas Lucyshyn 24 th April 2014 Otto Gloeckel-Straße
TRAINING IN THE FIELD OF POLYMER MATERIALS / PLASTICS Influence of material data on injection moulding simulation Application examples Ass.Prof. Dr. Thomas Lucyshyn 24 th April 2014 Otto Gloeckel-Straße
Unit 6: EXTRUSION. Difficult to form metals like stainless steels, nickel based alloys and high temperature metals can also be extruded.
 1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
A Guide to Thermoform Processing of Polypropylene. Introduction
 A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
How to reduce the cure time without damaging the rubber compound during injection molding?
 How to reduce the cure time without damaging the rubber compound during injection molding? 0Introduction This article aims at analyzing the rubber injection process and highlighting the limits that prevent
How to reduce the cure time without damaging the rubber compound during injection molding? 0Introduction This article aims at analyzing the rubber injection process and highlighting the limits that prevent
CRITERIA FOR PRELOADED BOLTS
 National Aeronautics and Space Administration Lyndon B. Johnson Space Center Houston, Texas 77058 REVISION A JULY 6, 1998 REPLACES BASELINE SPACE SHUTTLE CRITERIA FOR PRELOADED BOLTS CONTENTS 1.0 INTRODUCTION..............................................
National Aeronautics and Space Administration Lyndon B. Johnson Space Center Houston, Texas 77058 REVISION A JULY 6, 1998 REPLACES BASELINE SPACE SHUTTLE CRITERIA FOR PRELOADED BOLTS CONTENTS 1.0 INTRODUCTION..............................................
Injection Molding. Materials. Plastics 2.008. Outline. Polymer. Equipment and process steps. Considerations for process parameters
 Outline 2.008 Polymer Equipment and process steps Injection Molding Considerations for process parameters Design for manufacturing, tooling and defects 1 2.008 spring 2004 S. Kim 2 Materials Solid materials
Outline 2.008 Polymer Equipment and process steps Injection Molding Considerations for process parameters Design for manufacturing, tooling and defects 1 2.008 spring 2004 S. Kim 2 Materials Solid materials
DETERMINATION OF THE HEAT STORAGE CAPACITY OF PCM AND PCM-OBJECTS AS A FUNCTION OF TEMPERATURE. E. Günther, S. Hiebler, H. Mehling
 DETERMINATION OF THE HEAT STORAGE CAPACITY OF PCM AND PCM-OBJECTS AS A FUNCTION OF TEMPERATURE E. Günther, S. Hiebler, H. Mehling Bavarian Center for Applied Energy Research (ZAE Bayern) Walther-Meißner-Str.
DETERMINATION OF THE HEAT STORAGE CAPACITY OF PCM AND PCM-OBJECTS AS A FUNCTION OF TEMPERATURE E. Günther, S. Hiebler, H. Mehling Bavarian Center for Applied Energy Research (ZAE Bayern) Walther-Meißner-Str.
Free piston Stirling engine for rural development
 Free piston Stirling engine for rural development R. Krasensky, Intern, Stirling development, r.krasensky@rrenergy.nl W. Rijssenbeek, Managing director, w.rijssenbeek@rrenergy.nl Abstract: This paper presents
Free piston Stirling engine for rural development R. Krasensky, Intern, Stirling development, r.krasensky@rrenergy.nl W. Rijssenbeek, Managing director, w.rijssenbeek@rrenergy.nl Abstract: This paper presents
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING
 METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
HW 10. = 3.3 GPa (483,000 psi)
") HW 10 Problem 15.1 Elastic modulus and tensile strength of poly(methyl methacrylate) at room temperature [20 C (68 F)]. Compare these with the corresponding values in Table 15.1. Figure 15.3 is accurate;
HW 10 Problem 15.1 Elastic modulus and tensile strength of poly(methyl methacrylate) at room temperature [20 C (68 F)]. Compare these with the corresponding values in Table 15.1. Figure 15.3 is accurate;
Encoders for Linear Motors in the Electronics Industry
 Technical Information Encoders for Linear Motors in the Electronics Industry The semiconductor industry and automation technology increasingly require more precise and faster machines in order to satisfy
Technical Information Encoders for Linear Motors in the Electronics Industry The semiconductor industry and automation technology increasingly require more precise and faster machines in order to satisfy
Suppressing the skin-core structure in injection-molded HDPE parts
 Electronic Supplementary Material (ESI) for RSC Advances. This journal is The Royal Society of Chemistry 2015 Suppressing the skin-core structure in injection-molded HDPE parts via the combination of pre-shear
Electronic Supplementary Material (ESI) for RSC Advances. This journal is The Royal Society of Chemistry 2015 Suppressing the skin-core structure in injection-molded HDPE parts via the combination of pre-shear
SITEMA PowerStroke. Technical Information TI-P11. 1 Function. 2 Applications. Mould Closing Devices series FSK. Contents
 English translation of German original Technical Information TI-P11 SITEMA PowerStroke Mould Closing Devices series FS drive system for powerful forces on a short stroke hydraulic actuation closing force
English translation of German original Technical Information TI-P11 SITEMA PowerStroke Mould Closing Devices series FS drive system for powerful forces on a short stroke hydraulic actuation closing force
CHARACTERIZATION OF POLYMERS BY TMA. W.J. Sichina, National Marketing Manager
 PERKIN ELMER Polymers technical note CHARACTERIZATION OF POLYMERS BY W.J. Sichina, National Marketing Manager Thermomechanical analysis () is one of the important characterization techniques in the field
PERKIN ELMER Polymers technical note CHARACTERIZATION OF POLYMERS BY W.J. Sichina, National Marketing Manager Thermomechanical analysis () is one of the important characterization techniques in the field
Fundamentals of Extrusion
 CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
MASTER DEGREE PROJECT
 MASTER DEGREE PROJECT Finite Element Analysis of a Washing Machine Cylinder Thesis in Applied Mechanics one year Master Degree Program Performed : Spring term, 2010 Level Author Supervisor s Examiner :
MASTER DEGREE PROJECT Finite Element Analysis of a Washing Machine Cylinder Thesis in Applied Mechanics one year Master Degree Program Performed : Spring term, 2010 Level Author Supervisor s Examiner :
Determination of the heat storage capacity of PCM and PCM objects as a function of temperature
 Determination of the heat storage capacity of PCM and PCM objects as a function of temperature E. Günther, S. Hiebler, H. Mehling ZAE Bayern, Walther-Meißner-Str. 6, 85748 Garching, Germany Outline Introduction
Determination of the heat storage capacity of PCM and PCM objects as a function of temperature E. Günther, S. Hiebler, H. Mehling ZAE Bayern, Walther-Meißner-Str. 6, 85748 Garching, Germany Outline Introduction
Injection moulding and modelling on a micro scale
 Injection moulding and modelling on a micro scale Technology Update Injection moulding and welding of plastics 11 November 2014 Research Projects (National / European) Micro/Nano/Multimaterial Manufacturing
Injection moulding and modelling on a micro scale Technology Update Injection moulding and welding of plastics 11 November 2014 Research Projects (National / European) Micro/Nano/Multimaterial Manufacturing
RESULTS OF ICARUS 9 EXPERIMENTS RUN AT IMRA EUROPE
 Roulette, T., J. Roulette, and S. Pons. Results of ICARUS 9 Experiments Run at IMRA Europe. in Sixth International Conference on Cold Fusion, Progress in New Hydrogen Energy. 1996. Lake Toya, Hokkaido,
Roulette, T., J. Roulette, and S. Pons. Results of ICARUS 9 Experiments Run at IMRA Europe. in Sixth International Conference on Cold Fusion, Progress in New Hydrogen Energy. 1996. Lake Toya, Hokkaido,
Objectives. Experimentally determine the yield strength, tensile strength, and modules of elasticity and ductility of given materials.
 Lab 3 Tension Test Objectives Concepts Background Experimental Procedure Report Requirements Discussion Objectives Experimentally determine the yield strength, tensile strength, and modules of elasticity
Lab 3 Tension Test Objectives Concepts Background Experimental Procedure Report Requirements Discussion Objectives Experimentally determine the yield strength, tensile strength, and modules of elasticity
What is a mold? Casting. Die casting. Injection Molding Machine. Injection Molding. 2.008 Design & Manufacturing II. Spring 2004
 2.008 Design & Manufacturing II What is a mold? From Webster: a cavity in which a substance is shaped: as (1) : a matrix for casting metal (2) : a form in which food is given a decorative shape Spring
2.008 Design & Manufacturing II What is a mold? From Webster: a cavity in which a substance is shaped: as (1) : a matrix for casting metal (2) : a form in which food is given a decorative shape Spring
TECHNICAL DATA SHEET GRILON BG-15 S
 TECHNICAL DATA SHEET GRILON BG-1 S Grilon BG-1 S is a heat stabilised PA6 injection moulding grade with 1% glass fibres. Grilon BG-1 S has the following important properties: Excellent surface finish Easy
TECHNICAL DATA SHEET GRILON BG-1 S Grilon BG-1 S is a heat stabilised PA6 injection moulding grade with 1% glass fibres. Grilon BG-1 S has the following important properties: Excellent surface finish Easy
Effects of Tg and CTE on Semiconductor Encapsulants
 Effects of Tg and CTE on Semiconductor Encapsulants Dr. Mark M. Konarski Loctite Corporation www.loctite.com Abstract As the role of direct-chip-attachment increases in the electronics industry, the reliability
Effects of Tg and CTE on Semiconductor Encapsulants Dr. Mark M. Konarski Loctite Corporation www.loctite.com Abstract As the role of direct-chip-attachment increases in the electronics industry, the reliability
Simulation Technology to Support the Design of Electric Distribution and Control Devices
 Simulation Technology to Support the Design of Electric Distribution and Control Devices SAKATA Masayoshi ABSTRACT Simulation technology for electric distribution and control devices includes structural
Simulation Technology to Support the Design of Electric Distribution and Control Devices SAKATA Masayoshi ABSTRACT Simulation technology for electric distribution and control devices includes structural
Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling Channels for Block Laminated Molds
 International Journal of Engineering and Advanced Technology (IJEAT ISSN: 2249 8958 Volume-4 Issue-5 June 2015 Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling
International Journal of Engineering and Advanced Technology (IJEAT ISSN: 2249 8958 Volume-4 Issue-5 June 2015 Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling
Modern Construction Materials Prof. Ravindra Gettu Department of Civil Engineering Indian Institute of Technology, Madras
 Modern Construction Materials Prof. Ravindra Gettu Department of Civil Engineering Indian Institute of Technology, Madras Module - 2 Lecture - 2 Part 2 of 2 Review of Atomic Bonding II We will continue
Modern Construction Materials Prof. Ravindra Gettu Department of Civil Engineering Indian Institute of Technology, Madras Module - 2 Lecture - 2 Part 2 of 2 Review of Atomic Bonding II We will continue
AMPLITUDE AND FORCE PROFILING: STUDIES IN ULTRASONIC WELDING OF THERMOPLASTICS
 AMPLITUDE AND FORCE PROFILING: STUDIES IN ULTRASONIC WELDING OF THERMOPLASTICS David A. Grewell Branson Ultrasonics Corporation ABSTRACT This paper reviews effects of amplitude and force control during
AMPLITUDE AND FORCE PROFILING: STUDIES IN ULTRASONIC WELDING OF THERMOPLASTICS David A. Grewell Branson Ultrasonics Corporation ABSTRACT This paper reviews effects of amplitude and force control during
TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here. Operating Instructions
 Insert Nickname Here. Operating Instructions") TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here Operating Instructions Table of Contents 1 INTRODUCTION Safety 2 Sample Preparation 3 2 BACKGROUND Background Information 4 Resources
TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here Operating Instructions Table of Contents 1 INTRODUCTION Safety 2 Sample Preparation 3 2 BACKGROUND Background Information 4 Resources
KALPANA INDUSTRIES LTD. TECHNICAL DATA SHEET
 1 KALPANA INDUSTRIES LTD. TECHNICAL DATA SHEET KI XL - 03 / KI-SC 10 TWO COMPONENT AMBIENT CURABLE POLYETHYLENE COMPOUND FOR INSULATION OF LOW VOLTAGE POWER CABLE DESCRIPTION : KI polyethylene compound
1 KALPANA INDUSTRIES LTD. TECHNICAL DATA SHEET KI XL - 03 / KI-SC 10 TWO COMPONENT AMBIENT CURABLE POLYETHYLENE COMPOUND FOR INSULATION OF LOW VOLTAGE POWER CABLE DESCRIPTION : KI polyethylene compound
Experimental assessment of concrete damage due to exposure to high temperature and efficacy of the repair system
 MATEC Web of Conferences 6, 06002 (2013) DOI: 10.1051/matecconf/20130606002 C Owned by the authors, published by EDP Sciences, 2013 Experimental assessment of concrete damage due to exposure to high temperature
MATEC Web of Conferences 6, 06002 (2013) DOI: 10.1051/matecconf/20130606002 C Owned by the authors, published by EDP Sciences, 2013 Experimental assessment of concrete damage due to exposure to high temperature
Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004.
 Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004. 2 Industrial gases for better injection molding Gas injection
Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004. 2 Industrial gases for better injection molding Gas injection
Lecture: 33. Solidification of Weld Metal
 Lecture: 33 Solidification of Weld Metal This chapter presents common solidification mechanisms observed in weld metal and different modes of solidification. Influence of welding speed and heat input on
Lecture: 33 Solidification of Weld Metal This chapter presents common solidification mechanisms observed in weld metal and different modes of solidification. Influence of welding speed and heat input on
INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING
 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING T. Shimizu *, H. Koinuma, K. Nagai Mitsubishi Heavy Industries,
TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING T. Shimizu *, H. Koinuma, K. Nagai Mitsubishi Heavy Industries,
Lecture 24 - Surface tension, viscous flow, thermodynamics
 Lecture 24 - Surface tension, viscous flow, thermodynamics Surface tension, surface energy The atoms at the surface of a solid or liquid are not happy. Their bonding is less ideal than the bonding of atoms
Lecture 24 - Surface tension, viscous flow, thermodynamics Surface tension, surface energy The atoms at the surface of a solid or liquid are not happy. Their bonding is less ideal than the bonding of atoms
MSci PolySci-Lab Modul P104 P & Injection molding. Injection molding machine Arburg 320 S (Neue Materialien Bayreuth GmbH)
") MSci PolySci-Lab Modul P104 P Poollyym meerrm maatteerriiaalliieenn & & P Poollyym meerrtteecchhnnoollooggiiee Injection molding 1 Introduction Figure 1: Injection molding machine Arburg 320 S (Neue Materialien
MSci PolySci-Lab Modul P104 P Poollyym meerrm maatteerriiaalliieenn & & P Poollyym meerrtteecchhnnoollooggiiee Injection molding 1 Introduction Figure 1: Injection molding machine Arburg 320 S (Neue Materialien
Changes in Pilot Control Behaviour across Stewart Platform Motion Systems
 Changes in Pilot Control Behaviour across Stewart Platform Motion Systems PROEFSCHRIFT ter verkrijging van de graad van doctor aan de Technische Universiteit Delft, op gezag van de Rector Magnificus prof.
Changes in Pilot Control Behaviour across Stewart Platform Motion Systems PROEFSCHRIFT ter verkrijging van de graad van doctor aan de Technische Universiteit Delft, op gezag van de Rector Magnificus prof.
191: Calibration and Standards in Flow Measurement. Richard Paton National Engineering Laboratory, Scotland, UK 1 GENERAL PRINCIPLES
 191: Calibration and Standards in Measurement Richard Paton National Engineering Laboratory, Scotland, UK 1 General Principles 1 2 Gravimetric Calibration of Liquid meters 2 3 Volumetric Calibration of
191: Calibration and Standards in Measurement Richard Paton National Engineering Laboratory, Scotland, UK 1 General Principles 1 2 Gravimetric Calibration of Liquid meters 2 3 Volumetric Calibration of
Casting. Training Objective
 Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
DESIGN AND MANUFACTURING OF THE INJECTION MOLD FOR METAL-INSERTED RUBBER PARTS USING CAD/CAM/CAE TECHNOLOGIES: A CASE STUDY OF THE ENGINE MOUNTING
 Proceedings of IMECE2008 2008 ASME International Mechanical Engineering Congress and Exposition October 31-November 6, 2008, Boston, Massachusetts, USA IMECE2008-66843 ASME International Mechanical Engineering
Proceedings of IMECE2008 2008 ASME International Mechanical Engineering Congress and Exposition October 31-November 6, 2008, Boston, Massachusetts, USA IMECE2008-66843 ASME International Mechanical Engineering
Investigation of process parameters for an Injection molding component for warpage and Shrinkage
 Investigation of process parameters for an Injection molding component for warpage and Shrinkage Mohammad Aashiq M 1, Arun A.P 1, Parthiban M 2 1 PGD IN TOOL & DIE DESIGN ENGINEERING-PSG IAS 2 ASST.PROFESSOR
Investigation of process parameters for an Injection molding component for warpage and Shrinkage Mohammad Aashiq M 1, Arun A.P 1, Parthiban M 2 1 PGD IN TOOL & DIE DESIGN ENGINEERING-PSG IAS 2 ASST.PROFESSOR
Polymers: Introduction
 Chapter Outline: Polymer Structures Hydrocarbon and Polymer Molecules Chemistry of Polymer Molecules Molecular Weight and Shape Molecular Structure and Configurations Copolymers Polymer Crystals Optional
Chapter Outline: Polymer Structures Hydrocarbon and Polymer Molecules Chemistry of Polymer Molecules Molecular Weight and Shape Molecular Structure and Configurations Copolymers Polymer Crystals Optional
METHOD OF STATEMENT FOR STATIC LOADING TEST
 Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
Profile rail guides LLR
 Profile rail guides LLR Content The SKF brand now stands for more than ever before, and means more to you as a valued customer. While SKF maintains its leadership as the hallmark of quality bearings throughout
Profile rail guides LLR Content The SKF brand now stands for more than ever before, and means more to you as a valued customer. While SKF maintains its leadership as the hallmark of quality bearings throughout
Force measurement. Forces VECTORIAL ISSUES ACTION ET RÉACTION ISOSTATISM
 Force measurement Forces VECTORIAL ISSUES In classical mechanics, a force is defined as "an action capable of modifying the quantity of movement of a material point". Therefore, a force has the attributes
Force measurement Forces VECTORIAL ISSUES In classical mechanics, a force is defined as "an action capable of modifying the quantity of movement of a material point". Therefore, a force has the attributes
Plastic Injection Molds
 Training Objective After watching the program and reviewing this printed material, the viewer will become familiar with the variety, design, and productive use of plastic injection molds. Mold components
Training Objective After watching the program and reviewing this printed material, the viewer will become familiar with the variety, design, and productive use of plastic injection molds. Mold components
Thermal cover:layout 1 1/18/11 3:56 PM Page 2 TA Instruments
 TA Instruments Thermomechanical Analysis Sensitive Measurement, Unmatched Versatility TMA Q400EM/Q400 SPECIFICATIONS 98 The Q400EM is the industry s leading research-grade thermomechanical analyzer with
TA Instruments Thermomechanical Analysis Sensitive Measurement, Unmatched Versatility TMA Q400EM/Q400 SPECIFICATIONS 98 The Q400EM is the industry s leading research-grade thermomechanical analyzer with
M n = (DP)m = (25,000)(104.14 g/mol) = 2.60! 10 6 g/mol
m = (25,000)(104.14 g/mol) = 2.60! 10 6 g/mol") 14.4 (a) Compute the repeat unit molecular weight of polystyrene. (b) Compute the number-average molecular weight for a polystyrene for which the degree of polymerization is 25,000. (a) The repeat unit
14.4 (a) Compute the repeat unit molecular weight of polystyrene. (b) Compute the number-average molecular weight for a polystyrene for which the degree of polymerization is 25,000. (a) The repeat unit
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth
 Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS
 1. LUBOŠ BĚHÁLEK, 2. JOZEF DOBRÁNSKY PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS Abstract: Injection mould cooling to an important way influences both technology and economy of production
1. LUBOŠ BĚHÁLEK, 2. JOZEF DOBRÁNSKY PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS Abstract: Injection mould cooling to an important way influences both technology and economy of production
B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN
 PROGRAMME (BTAE) Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN") No. of Printed Pages : 7 BAS-01.0 B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) CV CA CV C:) O Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN Time : 3 hours Maximum Marks : 70 Note : (1)
No. of Printed Pages : 7 BAS-01.0 B.TECH. (AEROSPACE ENGINEERING) PROGRAMME (BTAE) CV CA CV C:) O Term-End Examination December, 2011 BAS-010 : MACHINE DESIGN Time : 3 hours Maximum Marks : 70 Note : (1)
Flow characteristics of microchannel melts during injection molding of microstructure medical components
 Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2014, 6(5):112-117 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Flow characteristics of microchannel melts during
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2014, 6(5):112-117 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Flow characteristics of microchannel melts during
Welding of Plastics. Amit Mukund Joshi. (B.E Mechanical, A.M.I.Prod.E)
") Welding of Plastics Amit Mukund Joshi (B.E Mechanical, A.M.I.Prod.E) Introduction Mechanical fasteners, adhesives, and welding processes can all be employed to form joints between engineering plastics.
Welding of Plastics Amit Mukund Joshi (B.E Mechanical, A.M.I.Prod.E) Introduction Mechanical fasteners, adhesives, and welding processes can all be employed to form joints between engineering plastics.
4 SENSORS. Example. A force of 1 N is exerted on a PZT5A disc of diameter 10 mm and thickness 1 mm. The resulting mechanical stress is:
 4 SENSORS The modern technical world demands the availability of sensors to measure and convert a variety of physical quantities into electrical signals. These signals can then be fed into data processing
4 SENSORS The modern technical world demands the availability of sensors to measure and convert a variety of physical quantities into electrical signals. These signals can then be fed into data processing
Solution for Homework #1
 Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Microindentation characterization of polymers and polymer based nanocomposites. V. Lorenzo
 Microindentation characterization of polymers and polymer based nanocomposites V. Lorenzo Hardness and hardness measurement Vickers hardness Relationships between hardness and other mechanical properties
Microindentation characterization of polymers and polymer based nanocomposites V. Lorenzo Hardness and hardness measurement Vickers hardness Relationships between hardness and other mechanical properties
Plastic Injection Molding
 Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
Design of Impact Load Testing Machine for COT
 Design of Impact Load Testing Machine for COT Sandesh G.Ughade 1, Dr. A.V.Vanalkar 2, Prof P.G.Mehar 2 1 Research Scholar (P.G), Dept of Mechanical Engg, KDK College of Engg, Nagpur, R.T.M, Nagpur university,
Design of Impact Load Testing Machine for COT Sandesh G.Ughade 1, Dr. A.V.Vanalkar 2, Prof P.G.Mehar 2 1 Research Scholar (P.G), Dept of Mechanical Engg, KDK College of Engg, Nagpur, R.T.M, Nagpur university,
TIE-31: Mechanical and thermal properties of optical glass
 PAGE 1/10 1 Density The density of optical glass varies from 239 for N-BK10 to 603 for SF66 In most cases glasses with higher densities also have higher refractive indices (eg SF type glasses) The density
PAGE 1/10 1 Density The density of optical glass varies from 239 for N-BK10 to 603 for SF66 In most cases glasses with higher densities also have higher refractive indices (eg SF type glasses) The density
4.3 Results... 27 4.3.1 Drained Conditions... 27 4.3.2 Undrained Conditions... 28 4.4 References... 30 4.5 Data Files... 30 5 Undrained Analysis of
 Table of Contents 1 One Dimensional Compression of a Finite Layer... 3 1.1 Problem Description... 3 1.1.1 Uniform Mesh... 3 1.1.2 Graded Mesh... 5 1.2 Analytical Solution... 6 1.3 Results... 6 1.3.1 Uniform
Table of Contents 1 One Dimensional Compression of a Finite Layer... 3 1.1 Problem Description... 3 1.1.1 Uniform Mesh... 3 1.1.2 Graded Mesh... 5 1.2 Analytical Solution... 6 1.3 Results... 6 1.3.1 Uniform
Microwave absorbing tiles:
 On the basis of the results obtained from the first project activities, the grinding conditions on a larger scale were determined. As regards the sintering, an adjustment has been made to the roller furnaces
On the basis of the results obtained from the first project activities, the grinding conditions on a larger scale were determined. As regards the sintering, an adjustment has been made to the roller furnaces
ANALYTICAL AND EXPERIMENTAL EVALUATION OF SPRING BACK EFFECTS IN A TYPICAL COLD ROLLED SHEET
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 1, Jan-Feb 2016, pp. 119-130, Article ID: IJMET_07_01_013 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=1
International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 1, Jan-Feb 2016, pp. 119-130, Article ID: IJMET_07_01_013 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=1
A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW. 1998 ASME Fluids Engineering Division Summer Meeting
 TELEDYNE HASTINGS TECHNICAL PAPERS INSTRUMENTS A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW Proceedings of FEDSM 98: June -5, 998, Washington, DC FEDSM98 49 ABSTRACT The pressure
TELEDYNE HASTINGS TECHNICAL PAPERS INSTRUMENTS A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW Proceedings of FEDSM 98: June -5, 998, Washington, DC FEDSM98 49 ABSTRACT The pressure
Pressure calibration equipment
 Pressure calibration equipment Pressure calibration evolution 1925 Westertoren in Amsterdam 30 meter mercury column (±40 bar) 1950 comparison test pump 21 st century Stiko gas driven differential deadweight
Pressure calibration equipment Pressure calibration evolution 1925 Westertoren in Amsterdam 30 meter mercury column (±40 bar) 1950 comparison test pump 21 st century Stiko gas driven differential deadweight
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME 2 ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS
 ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
Integrative Optimization of injection-molded plastic parts. Multidisciplinary Shape Optimization including process induced properties
 Integrative Optimization of injection-molded plastic parts Multidisciplinary Shape Optimization including process induced properties Summary: Andreas Wüst, Torsten Hensel, Dirk Jansen BASF SE E-KTE/ES
Integrative Optimization of injection-molded plastic parts Multidisciplinary Shape Optimization including process induced properties Summary: Andreas Wüst, Torsten Hensel, Dirk Jansen BASF SE E-KTE/ES
MEASUREMENTS OF THRUST LOAD IN CABLE SYSTEMS SEMI-RIGIDLY INSTALLED IN DUCT / MANHOLE STRUCTURES
 MEASUREMENTS OF THRUST LOAD IN CABLE SYSTEMS SEMI-RIGIDLY INSTALLED IN DUCT / MANHOLE STRUCTURES Riccardo BODEGA, Prysmian Cables and Systems, The Netherlands, riccardo.bodega@prysmian.com Henk GEENE,
MEASUREMENTS OF THRUST LOAD IN CABLE SYSTEMS SEMI-RIGIDLY INSTALLED IN DUCT / MANHOLE STRUCTURES Riccardo BODEGA, Prysmian Cables and Systems, The Netherlands, riccardo.bodega@prysmian.com Henk GEENE,
Measurement of Residual Stress in Plastics
 Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
HFM Heat Flow Meter Thermal Conductivity Analyzer
 HFM Heat Flow Meter Thermal Conductivity Analyzer Introduction An insulating material is a material with low thermal conductivity, which in the construction industry, equipment manufacturing, or the production
HFM Heat Flow Meter Thermal Conductivity Analyzer Introduction An insulating material is a material with low thermal conductivity, which in the construction industry, equipment manufacturing, or the production
Design and Modeling of Fluid Power Systems ME 597/ABE 591 Lecture 5
 Systems ME 597/ABE 591 Lecture 5 Dr. Monika Ivantysynova MAHA Professor Fluid Power Systems MAHA Fluid Power Research Center Purdue University Displacement Machines Study different design principles and
Systems ME 597/ABE 591 Lecture 5 Dr. Monika Ivantysynova MAHA Professor Fluid Power Systems MAHA Fluid Power Research Center Purdue University Displacement Machines Study different design principles and
Cerobear Spindle Bearings for Machine Tool Applications
 Cerobear Spindle Bearings for Machine Tool Applications Cerobear Spindle Bearings About CEROBEAR Committed to the abbreviation CEramic in ROlling BEARings, CEROBEAR GmbH is the renowned world leader in
Cerobear Spindle Bearings for Machine Tool Applications Cerobear Spindle Bearings About CEROBEAR Committed to the abbreviation CEramic in ROlling BEARings, CEROBEAR GmbH is the renowned world leader in
SITEMA PowerStroke. Technical Information TI-P12. 1 Function. 2 Applications. Mould Closing Devices series FSKP. Contents
 SITEMA PowerStroke FSP ocking, actuating and releasing by pneumatic pressure English translation of German original Technical Information TI-P1 SITEMA PowerStroke Mould Closing Devices series FSP drive
SITEMA PowerStroke FSP ocking, actuating and releasing by pneumatic pressure English translation of German original Technical Information TI-P1 SITEMA PowerStroke Mould Closing Devices series FSP drive
Cover Page. The handle http://hdl.handle.net/1887/20925 holds various files of this Leiden University dissertation.
 Cover Page The handle http://hdl.handle.net/1887/20925 holds various files of this Leiden University dissertation. Author: Tabak, F.C. Title: Towards high-speed scanning tunneling microscopy Issue Date:
Cover Page The handle http://hdl.handle.net/1887/20925 holds various files of this Leiden University dissertation. Author: Tabak, F.C. Title: Towards high-speed scanning tunneling microscopy Issue Date:
A Study of a MV Cable Joint
 SERBIAN JOURNAL OF ELECTRICAL ENGINEERING Vol. 7, No. 1, May 2010, 1-11 UDK: 621.315.35:537.212 A Study of a MV Cable Joint Radiša Dimitrijević 1, Neda Pekarić-Nađ 2, Miodrag Milutinov 3 Abstract: Construction
SERBIAN JOURNAL OF ELECTRICAL ENGINEERING Vol. 7, No. 1, May 2010, 1-11 UDK: 621.315.35:537.212 A Study of a MV Cable Joint Radiša Dimitrijević 1, Neda Pekarić-Nađ 2, Miodrag Milutinov 3 Abstract: Construction
Linear modules Lifting units Rotary modules Grip modules Inductive proximity switches Plug connectors
 20000 Linear modules Lifting units Rotary modules Grip modules Inductive proximity switches Plug connectors 23000 22000 21000 20000 09000 08000 07000 06000 05000 04000 03000 02000 01000 823 Notes 824 Technical
20000 Linear modules Lifting units Rotary modules Grip modules Inductive proximity switches Plug connectors 23000 22000 21000 20000 09000 08000 07000 06000 05000 04000 03000 02000 01000 823 Notes 824 Technical
Testing and appraisal of Lucobit polymer effect as an additive on asphalt mixture performance
 Abstract Testing and appraisal of polymer effect as an additive on asphalt mixture performance Hamid Sabbagh mollahosseini*,golazin Yadollahi**, Ershad Amoosoltani*** *, ***Executive of Engineering and
Abstract Testing and appraisal of polymer effect as an additive on asphalt mixture performance Hamid Sabbagh mollahosseini*,golazin Yadollahi**, Ershad Amoosoltani*** *, ***Executive of Engineering and
Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled
 Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Needle shut-off with integrated 2-way actuator
Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Needle shut-off with integrated 2-way actuator
Part and tooling design. Eastman Tritan copolyester
 Part and tooling design Eastman Tritan copolyester Part and tooling design Process Part design Tooling design High cavitation considerations Process Process Project development flow chart Concept OEM generates
Part and tooling design Eastman Tritan copolyester Part and tooling design Process Part design Tooling design High cavitation considerations Process Process Project development flow chart Concept OEM generates
A MTR FUEL ELEMENT FLOW DISTRIBUTION MEASUREMENT PRELIMINARY RESULTS
 A MTR FUEL ELEMENT FLOW DISTRIBUTION MEASUREMENT PRELIMINARY RESULTS W. M. Torres, P. E. Umbehaun, D. A. Andrade and J. A. B. Souza Centro de Engenharia Nuclear Instituto de Pesquisas Energéticas e Nucleares
A MTR FUEL ELEMENT FLOW DISTRIBUTION MEASUREMENT PRELIMINARY RESULTS W. M. Torres, P. E. Umbehaun, D. A. Andrade and J. A. B. Souza Centro de Engenharia Nuclear Instituto de Pesquisas Energéticas e Nucleares
Competence gives security. A competitive edge in rotary axes through experience, simulation, calculation, testing
 Competence gives security A competitive edge in rotary axes through experience, simulation, calculation, testing Bearings for rotary axes Competence gives security Figure 1: Axial/radial bearing YRTSM
Competence gives security A competitive edge in rotary axes through experience, simulation, calculation, testing Bearings for rotary axes Competence gives security Figure 1: Axial/radial bearing YRTSM
Unit 24: Applications of Pneumatics and Hydraulics
 Unit 24: Applications of Pneumatics and Hydraulics Unit code: J/601/1496 QCF level: 4 Credit value: 15 OUTCOME 2 TUTORIAL 2 HYDRAULIC AND PNEUMATIC CYLINDERS The material needed for outcome 2 is very extensive
Unit 24: Applications of Pneumatics and Hydraulics Unit code: J/601/1496 QCF level: 4 Credit value: 15 OUTCOME 2 TUTORIAL 2 HYDRAULIC AND PNEUMATIC CYLINDERS The material needed for outcome 2 is very extensive
1. Fluids Mechanics and Fluid Properties. 1.1 Objectives of this section. 1.2 Fluids
 1. Fluids Mechanics and Fluid Properties What is fluid mechanics? As its name suggests it is the branch of applied mechanics concerned with the statics and dynamics of fluids - both liquids and gases.
1. Fluids Mechanics and Fluid Properties What is fluid mechanics? As its name suggests it is the branch of applied mechanics concerned with the statics and dynamics of fluids - both liquids and gases.
Underwater Tablet Enclosure Final Report by Miguel de Villa
 Underwater Tablet Enclosure Final Report by Miguel de Villa Abstract: The underwater tablet enclosure is a device used to maximize the protection and survivability of a tablet underwater without losing
Underwater Tablet Enclosure Final Report by Miguel de Villa Abstract: The underwater tablet enclosure is a device used to maximize the protection and survivability of a tablet underwater without losing
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen
 Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
Differential Relations for Fluid Flow. Acceleration field of a fluid. The differential equation of mass conservation
 Differential Relations for Fluid Flow In this approach, we apply our four basic conservation laws to an infinitesimally small control volume. The differential approach provides point by point details of
Differential Relations for Fluid Flow In this approach, we apply our four basic conservation laws to an infinitesimally small control volume. The differential approach provides point by point details of
WORKSHOP P I M. Powder Injection Moulding
 WORKSHOP Mikkelissä ke 22. 5. 2013 P I M Powder Injection Moulding Definition of PIM PIM MIM Injection moulding of metal powders Wittmann Group Injection moulding of powders CIM Injection moulding of
WORKSHOP Mikkelissä ke 22. 5. 2013 P I M Powder Injection Moulding Definition of PIM PIM MIM Injection moulding of metal powders Wittmann Group Injection moulding of powders CIM Injection moulding of
Thermal diffusivity and conductivity - an introduction to theory and practice
 Thermal diffusivity and conductivity - an introduction to theory and practice Utrecht, 02 October 2014 Dr. Hans-W. Marx Linseis Messgeräte GmbH Vielitzer Str. 43 D-95100 Selb / GERMANY www.linseis.com
Thermal diffusivity and conductivity - an introduction to theory and practice Utrecht, 02 October 2014 Dr. Hans-W. Marx Linseis Messgeräte GmbH Vielitzer Str. 43 D-95100 Selb / GERMANY www.linseis.com
Foam Injection Molding:
 Foam Injection Molding: Unique Process Solutions for Light Weighting Automotive Plastic Parts Steve Braig President & CEO Trexel, Inc. AGENDA Technology Overview > Chemical Foaming > Physical Foaming Foamed
Foam Injection Molding: Unique Process Solutions for Light Weighting Automotive Plastic Parts Steve Braig President & CEO Trexel, Inc. AGENDA Technology Overview > Chemical Foaming > Physical Foaming Foamed
DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
 RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2014 Volume 22, Special Number DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2014 Volume 22, Special Number DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
The simulation of machine tools can be divided into two stages. In the first stage the mechanical behavior of a machine tool is simulated with FEM
 1 The simulation of machine tools can be divided into two stages. In the first stage the mechanical behavior of a machine tool is simulated with FEM tools. The approach to this simulation is different
1 The simulation of machine tools can be divided into two stages. In the first stage the mechanical behavior of a machine tool is simulated with FEM tools. The approach to this simulation is different