Influence of material data on injection moulding simulation Application examples Ass.Prof. Dr. Thomas Lucyshyn
|
|
|
- Ronald Newton
- 10 years ago
- Views:
Transcription


1 TRAINING IN THE FIELD OF POLYMER MATERIALS / PLASTICS Influence of material data on injection moulding simulation Application examples Ass.Prof. Dr. Thomas Lucyshyn 24 th April 2014 Otto Gloeckel-Straße 2, A-8700 Leoben, Tel.: [email protected]

2 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 2

3 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 3

4 Required material data Viscosity as a function of Shear rate, temperature and optionally pressure Transition temperature T trans Thermal conductivity (ideally temperature dependent) Specific heat (ideally temperature dependent) pvt-data Mechanical properties Young s modulus, Poisson ratio, shear modulus, coefficient of linear thermal expansion Fibre properties Thomas Lucyshyn 4



5 Material data for injection moulding simulation Source: Internet Thomas Lucyshyn 5

6 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 6

7 Measuring method of MFR Weight Nozzle: Weight (mass): Shear stress: Piston Sample Heating Nozzle Shear rate: MFR: Melt mass flow rate in g/10min MVR: Melt volume flow rate in cm³/10min Viscosity: Source according to: Waßner, E.: Rheologische Grundlagen für die Auslegung von Extrusionswerkzeugen, VDI-Praktikum: Werkzeugauslegung mit Excel, Paderborn, Thomas Lucyshyn 7


8 MFR as reference value for viscosity? Thomas Lucyshyn 8


9 log MFR for comparing materials? Material A Material B MFR MFR of A = MFR of B log Rheological behaviour of A = Rheological behaviour of B? Thomas Lucyshyn 9


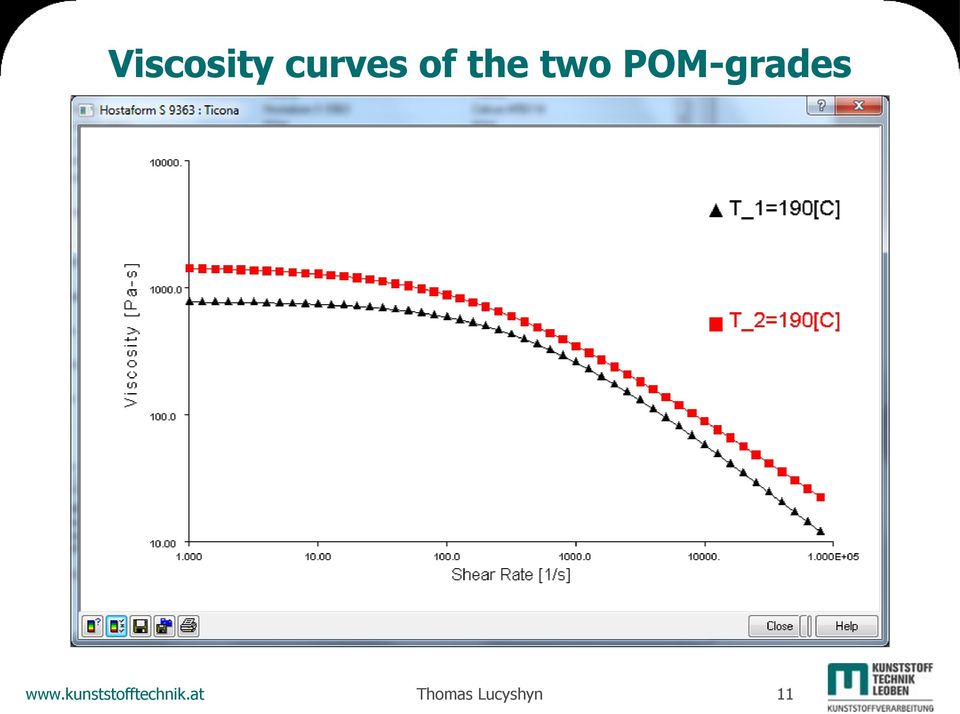
10 Example: pressure calculation at same MFR 2 unfilled POM-grades of same supplier Thomas Lucyshyn 10

11 Viscosity curves of the two POM-grades Thomas Lucyshyn 11

12 Part for simulation Square box 100 x 100 x 40 mm³ (1 mm wall thickness) Hot runner with central gate at the bottom Thomas Lucyshyn 12

13 Pressure at swich over point (filling pressure) Hostaform s % Celcon M bar 1476 bar Thomas Lucyshyn 13

14 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 14


15 Cross-WLF-equation in Moldflow Thomas Lucyshyn 15


16 Cross-WLF-equation in Moldflow 0 0 1n 0 (8) 1 D 1 exp A A1 T T * T T * 2 T* D2 D3 p A 2 ~ A2 D3 p Pressure dependence! Approx thermoplastics in Moldflow 2014, of which about 100 materials with D3 Thomas Lucyshyn 16

17 Cross-WLF-equation in Moldflow 0 pressure A 0 1 B C 0 1 1n temperature 1-n * 0 Thomas Lucyshyn 17


18 Part: thin walled bush Injection pressure at the injection moulding machine: 2400 bar Wall thickness about 0,4 to 0,8 mm Thomas Lucyshyn 18

19 Viscosity in Pa*s Measuring results of pressure dependent viscosity 1000 bar 1 bar Shear rate in s -1 Thomas Lucyshyn 19


20 Calucations with and without pressure dependence Without pressure dependence With pressure dependence Thomas Lucyshyn 20

21 Pressure at switch-over point (injection pressure) Without pressure dependence With pressure dependence 1284 bar 85% 2368 bar Thomas Lucyshyn 21
22 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 22
23 Transition temperature (No-Flow) Experimental determination DSC-Measurement (Differential Scanning Calorimetry) In cooling mode at -20 K/min Determination of the onset temperature Capillary rheometer (not used any more) Melt polymer turn off heating piston with constant load squeeze out melt until strand speed = 2mm/min (equals 0,033 mm/s!) Further (less frequent) methods: Adapted injection moulding machine Pressure measurement at capillary rheometer Cone-plate-rheometer Thomas Lucyshyn 23
24 Transition temperature with DSC oven chamber DSC sample and reference Source: Mettler Toledo AG, CH Thomas Lucyshyn 24
25 H (mw) Transition temp. of a semi-crystalline polymer Cooling mode PP cooling rate -20 K/min T ( C) Hostacom BR 735 G Transition temperature Heat flow H as a function of temperature T Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 25
26 Transition temp. of an amorphous polymer Cooling mode ABS (cooling rate -20 K/min) Transition temperature (point of inflection) Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 26
27 H (mw) Heat flux at different cooling rates for PP 80 5 K/min K/min 20 K/min K/min 50 K/min T ( C) Hostacom BR 735 G Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 27
28 Ttrans (K) Transition temp. as a function of cooling rate for PP Ttrans T trans a T t b Parameter PP Hostacom BR 735 G a (min b K (1-b) ) 415,4 b (-) -0, Cooling rate (K/min) Hostacom BR 735 G Correlation coefficient R 2 0,983 Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 28

29 Box for simulation and experiments 100 x 100 x 40 mm³ Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 29
30 Deformation (%) Results for warpage simulation for PP 4,0 3,5 3,0 2,5 2,0 1,5 L1 experiment L2 experiment L3 experiment H1 experiment H2 experiment L1 simulation L2 simulation L3 simulation H1 simulation H2 simulation 1,0 0,5 Box: 1 mm wall thickness 0, Cooling rate (K/min) Hostacom BR 735 G 3D Source: T. Lucyshyn, G. Knapp, M. Kipperer, C. Holzer: Determination of the Transition Temperature at Different Cooling Rates and Its Influence on Prediction of Shrinkage and Warpage in Injection Molding Simulation. Journal of Applied Polymer Science, 2012, 123, S Thomas Lucyshyn 30
31 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 31
32 Thermal conductivity (W/mK) Wärmeleitfähigkeit [W/mK] Thermal conductivity (W/mK) Wärmeleitfähigkeit [W/mK] Thermal conductivity Semi-crystalline thermoplastics Amorphous thermoplastics 0,4 0,3 PP PA POM 0,3 0,2 0,2 0,1 0,1 PS ABS Temperatur [ C] Temperature ( C) Temperatur [ C] Temperature ( C) PC Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 32
33 Cp [J/KgK] c p (J/kgK) c p (J/kgK) Cp [J/KgK] Specific heat capacity (c p ) Semi-crystalline thermoplastics Amorphous thermoplastics PP PA POM PS ABS Temperature [ C] ( C) PC Temperatur [ C] Temperature ( C) Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 33
34 Thermal conductivity (W/mK) Wärmeleitfähigkeit [W/mK] c p (J/kgK) Cp [J/KgK] Single values temperature dependent values Single value of specific heat at melt temperature (example for PP) Temperatur [ C] Temperature ( C) Single value of thermal conductivity at melt temperature (example for PP) 0,3 0,25 0,2 0,15 0,1 0, Temperatur [ C] Temperature ( C) Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 34
35 Influence on cycle time Temperature of hottest region in part over time Time to reach ejection temperature evaluated Investigated region of part Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 35
36 Time (s) Example PP, 3 mm wall thickness Influence on cycle time Mesh variations Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 36
37 Time (s) Zeit [sec] Example PS, 3 mm wall thickness Influence on cycle time 35,00 λ(t) cp(t) 30,00 25,00 20,00 λ(t) cp λ cp(t) λ cp 18,08 21,65 17,28 20,63 22,16 29,02 20,41 25,02 15,00 10,00 5,00 0,00 PS Fusion 3mm PS 3D 3mm Berechnungsvarianten Mesh variations Source: T. Kisslinger: Einfluss der thermischen Stoffdaten auf Berechnungsergebnisse in Moldflow Plastics Insight (MPI), Studienarbeit am Institut für Kunststoffverarbeitung, Montanuniversität Leoben, Thomas Lucyshyn 37
38 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 38
39 pvt-data Amorphous polymer Specific volume (cm³/g) Semi-crystalline polymer Specific volume (cm³/g) melt melt solid solid Transition temperature Transition temperature Temperature ( C) Temperature ( C) Source according to: Kennedy, P.: Flow Analysis of Injection Molds; Carl Hanser Verlag, München, Thomas Lucyshyn 39
40 Standard measurement method for pvt-data Cooling rate of approx. 0,1 K/s (6 K/min) v p, T l r m 2 Thomas Lucyshyn 40
41 high cooling rate (hcr) pvt-device IR-sensor Oven Thermocouple Ejector piston IR-sensor Cooling channels Cooling rates up to 15 K/s Measuring cell Stroke transducer Polymer sample Cooling channels Piston Pressure transducer in hydraulic system Source: T. Lucyshyn: Messung von pvt-daten bei prozessnahen Abkühlraten und deren Einfluss auf die Simulation von Schwindung und Verzug mit Moldflow Plastics Insight, Dissertation an der Montanuniversität Leoben, Thomas Lucyshyn 41
42 Spezifisches Volumen in cm³/g Specific volume (cm³/g) Results of hcr-pvt-device for ABS 1,06 1,04 ABS 1,02 1,00 0,98 0, bar hcr-pvt 400 bar hcr-pvt 600 bar hcr-pvt 800 bar hcr-pvt 200 bar MPI 400 bar MPI 600 bar MPI 800 bar MPI Ca. 13 K/s Ca. 0,1 K/s 0,94 0, Temperature in ( C) 2,3 mm sample Source: T. Lucyshyn: Messung von pvt-daten bei prozessnahen Abkühlraten und deren Einfluss auf die Simulation von Schwindung und Verzug mit Moldflow Plastics Insight, Dissertation an der Montanuniversität Leoben, Thomas Lucyshyn 42
43 Spez. Volumen in cm³/g Specific volume (cm³/g) Results of hcr-pvt-device for PP 1,12 1,10 PP 1,08 1,06 1,04 1,02 1,00 0, bar hcr-pvt 600 bar hcr-pvt 800 bar hcr-pvt 400 bar MPI 600 bar MPI 800 bar MPI Ca. 15 K/s Ca. 0,1 K/s 0,96 0, Temperature in ( C) 2 mm Probe Source: T. Lucyshyn: Messung von pvt-daten bei prozessnahen Abkühlraten und deren Einfluss auf die Simulation von Schwindung und Verzug mit Moldflow Plastics Insight, Dissertation an der Montanuniversität Leoben, Thomas Lucyshyn 43
44 Deformation in % Simulation results for ABS 2,0 1,8 1,6 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 L1 L2 L3 H1 H2 Reference Vergleichsmaße dimensions ABS, 3D-Model Standard pvt hcr-pvt Experiment Source: T. Lucyshyn: Messung von pvt-daten bei prozessnahen Abkühlraten und deren Einfluss auf die Simulation von Schwindung und Verzug mit Moldflow Plastics Insight, Dissertation an der Montanuniversität Leoben, Thomas Lucyshyn 44
45 Deformation in % Simulation results for PP 2,0 1,8 1,6 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 L1 L2 L3 H1 H2 Vergleichsmaße Reference dimensions Standard pvt hcr-pvt Experiment PP, 3D-Model Source: T. Lucyshyn: Messung von pvt-daten bei prozessnahen Abkühlraten und deren Einfluss auf die Simulation von Schwindung und Verzug mit Moldflow Plastics Insight, Dissertation an der Montanuniversität Leoben, Thomas Lucyshyn 45
46 Content Introduction Melt Flow Rate (MFR) as reference value for viscosity Pressure dependence of viscosity Transition temperature Thermal conductivity and specific heat capacity pvt-data at different cooling rates Summary Thomas Lucyshyn 46
47 Summary 1 Complex material data required for simulation Melt Flow Rate (MFR) as reference value for viscosity? Good orientation for limitation of potential similar materials Important: compare viscosity curves! Example: pressure difference of 25% at same MFR Pressure dependence of viscosity Viscosity increases with increasing pressure Especially important for thin walled parts Relevant at expected injection pressures > 1000 bar Example: pressure difference of 85% Thomas Lucyshyn 47
48 Transition temperature Summary 2 Determined with DSC measurement Cooling rate has influence on transition temperature Transition temperature has influence on warpage results Temperature dependent thermal data Significant differences between single point data and temperature dependent data Especially cycle time differs by up to 15% pvt-data Cooling rate has influence on pvt-curves Improved shrinkage simulation with pvt-data obtained at process near cooling rates Thomas Lucyshyn 48
49 Thank you for your attention! Contact: Ass.Prof. Dr. Thomas Lucyshyn Chair of Polymer Processing Montanuniversitaet Leoben Otto Gloeckel-Str Leoben / [email protected] Thomas Lucyshyn 49
Investigation of process parameters for an Injection molding component for warpage and Shrinkage
 Investigation of process parameters for an Injection molding component for warpage and Shrinkage Mohammad Aashiq M 1, Arun A.P 1, Parthiban M 2 1 PGD IN TOOL & DIE DESIGN ENGINEERING-PSG IAS 2 ASST.PROFESSOR
Investigation of process parameters for an Injection molding component for warpage and Shrinkage Mohammad Aashiq M 1, Arun A.P 1, Parthiban M 2 1 PGD IN TOOL & DIE DESIGN ENGINEERING-PSG IAS 2 ASST.PROFESSOR
Solid shape molding is not desired in injection molding due to following reasons.
 PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
Moldflow Material Testing Report MAT2215 ISOGLASS H 30 FVL C NAT
 Moldflow Material Testing Report MAT2215 ISOGLASS H 30 FVL C NAT Prepared for: SIRMAX SpA via Fabbrega 18 Isola Vicentina (VI), 36030 Italy Prepared by: Moldflow Plastics Labs 259-261 Colchester Road Kilsyth,
Moldflow Material Testing Report MAT2215 ISOGLASS H 30 FVL C NAT Prepared for: SIRMAX SpA via Fabbrega 18 Isola Vicentina (VI), 36030 Italy Prepared by: Moldflow Plastics Labs 259-261 Colchester Road Kilsyth,
Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method
 International Journal of Engineering & Technology IJET-IJENS Vol:10 No:06 125 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z. Shayfull*
International Journal of Engineering & Technology IJET-IJENS Vol:10 No:06 125 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z. Shayfull*
What is a mold? Casting. Die casting. Injection Molding Machine. Injection Molding. 2.008 Design & Manufacturing II. Spring 2004
 2.008 Design & Manufacturing II What is a mold? From Webster: a cavity in which a substance is shaped: as (1) : a matrix for casting metal (2) : a form in which food is given a decorative shape Spring
2.008 Design & Manufacturing II What is a mold? From Webster: a cavity in which a substance is shaped: as (1) : a matrix for casting metal (2) : a form in which food is given a decorative shape Spring
3D Printed Injection Molding Tool ("PIMT") Guide. Objet Ltd.
 Guide. Objet Ltd.") 3D Printed Injection Molding Tool ("PIMT") Guide Objet Ltd. 2 Injection molding is a high speed, automated and versatile process that can produce high precision complex three dimensional parts from a fraction
3D Printed Injection Molding Tool ("PIMT") Guide Objet Ltd. 2 Injection molding is a high speed, automated and versatile process that can produce high precision complex three dimensional parts from a fraction
4 Thermomechanical Analysis (TMA)
") 172 4 Thermomechanical Analysis 4 Thermomechanical Analysis (TMA) 4.1 Principles of TMA 4.1.1 Introduction A dilatometer is used to determine the linear thermal expansion of a solid as a function of temperature.
172 4 Thermomechanical Analysis 4 Thermomechanical Analysis (TMA) 4.1 Principles of TMA 4.1.1 Introduction A dilatometer is used to determine the linear thermal expansion of a solid as a function of temperature.
Understanding Plastics Engineering Calculations
 Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
Natti S. Rao Nick R. Schott Understanding Plastics Engineering Calculations Hands-on Examples and Case Studies Sample Pages from Chapters 4 and 6 ISBNs 978--56990-509-8-56990-509-6 HANSER Hanser Publishers,
DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
 RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2014 Volume 22, Special Number DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2014 Volume 22, Special Number DIESEL EFFECT PROBLEM SOLVING DURING INJECTION MOULDING
Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling Channels for Block Laminated Molds
 International Journal of Engineering and Advanced Technology (IJEAT ISSN: 2249 8958 Volume-4 Issue-5 June 2015 Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling
International Journal of Engineering and Advanced Technology (IJEAT ISSN: 2249 8958 Volume-4 Issue-5 June 2015 Verification Experiment on Cooling and Deformation Effects of Automatically Designed Cooling
Injection Molding. Materials. Plastics 2.008. Outline. Polymer. Equipment and process steps. Considerations for process parameters
 Outline 2.008 Polymer Equipment and process steps Injection Molding Considerations for process parameters Design for manufacturing, tooling and defects 1 2.008 spring 2004 S. Kim 2 Materials Solid materials
Outline 2.008 Polymer Equipment and process steps Injection Molding Considerations for process parameters Design for manufacturing, tooling and defects 1 2.008 spring 2004 S. Kim 2 Materials Solid materials
Injection molding equipment
 Injection Molding Process Injection molding equipment Classification of injection molding machines 1. The injection molding machine processing ability style clamping force(kn) theoretical injection volume(cm3)
Injection Molding Process Injection molding equipment Classification of injection molding machines 1. The injection molding machine processing ability style clamping force(kn) theoretical injection volume(cm3)
CHAPTER 2 INJECTION MOULDING PROCESS
 CHAPTER 2 INJECTION MOULDING PROCESS Injection moulding is the most widely used polymeric fabrication process. It evolved from metal die casting, however, unlike molten metals, polymer melts have a high
CHAPTER 2 INJECTION MOULDING PROCESS Injection moulding is the most widely used polymeric fabrication process. It evolved from metal die casting, however, unlike molten metals, polymer melts have a high
SOLUTIONS FOR MOLD DESIGNERS
 SOLUTIONS FOR MOLD DESIGNERS White Paper Abstract For CAE analysis tools to be truly useful, they must provide practical information that drives design decisions. Moldflow Plastics Advisers (MPA ) solutions
SOLUTIONS FOR MOLD DESIGNERS White Paper Abstract For CAE analysis tools to be truly useful, they must provide practical information that drives design decisions. Moldflow Plastics Advisers (MPA ) solutions
TECHNICAL DATA SHEET GRILON BG-15 S
 TECHNICAL DATA SHEET GRILON BG-1 S Grilon BG-1 S is a heat stabilised PA6 injection moulding grade with 1% glass fibres. Grilon BG-1 S has the following important properties: Excellent surface finish Easy
TECHNICAL DATA SHEET GRILON BG-1 S Grilon BG-1 S is a heat stabilised PA6 injection moulding grade with 1% glass fibres. Grilon BG-1 S has the following important properties: Excellent surface finish Easy
Integrative Optimization of injection-molded plastic parts. Multidisciplinary Shape Optimization including process induced properties
 Integrative Optimization of injection-molded plastic parts Multidisciplinary Shape Optimization including process induced properties Summary: Andreas Wüst, Torsten Hensel, Dirk Jansen BASF SE E-KTE/ES
Integrative Optimization of injection-molded plastic parts Multidisciplinary Shape Optimization including process induced properties Summary: Andreas Wüst, Torsten Hensel, Dirk Jansen BASF SE E-KTE/ES
Notes on Polymer Rheology Outline
 1 Why is rheology important? Examples of its importance Summary of important variables Description of the flow equations Flow regimes - laminar vs. turbulent - Reynolds number - definition of viscosity
1 Why is rheology important? Examples of its importance Summary of important variables Description of the flow equations Flow regimes - laminar vs. turbulent - Reynolds number - definition of viscosity
THREE-DIMENSIONAL INSERT MOLDING SIMULATION IN INJECTION MOLDING
 THREE-DIMENSIONAL INSERT MOLDING SIMULATION IN INJECTION MOLDING Rong-Yeu Chang* National Tsing-Hua University, HsinChu, Taiwan 30043, ROC Yi-Hui Peng, David C.Hsu and Wen-Hsien Yang CoreTech System Co.,Ltd.,
THREE-DIMENSIONAL INSERT MOLDING SIMULATION IN INJECTION MOLDING Rong-Yeu Chang* National Tsing-Hua University, HsinChu, Taiwan 30043, ROC Yi-Hui Peng, David C.Hsu and Wen-Hsien Yang CoreTech System Co.,Ltd.,
MIT 2.810 Manufacturing Processes and Systems. Homework 6 Solutions. Casting. October 15, 2015. Figure 1: Casting defects
 MIT 2.810 Manufacturing Processes and Systems Casting October 15, 2015 Problem 1. Casting defects. (a) Figure 1 shows various defects and discontinuities in cast products. Review each one and offer solutions
MIT 2.810 Manufacturing Processes and Systems Casting October 15, 2015 Problem 1. Casting defects. (a) Figure 1 shows various defects and discontinuities in cast products. Review each one and offer solutions
Why Plastic Flows Better in Aluminum Injection Molds
 Why Plastic Flows Better in Aluminum Injection Molds An investigative study directly comparing melt flow characteristics of general purpose resins in QC-10 aluminum molds and P20 steel molds. By: David
Why Plastic Flows Better in Aluminum Injection Molds An investigative study directly comparing melt flow characteristics of general purpose resins in QC-10 aluminum molds and P20 steel molds. By: David
INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS
 INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS Tom Kimerling University of Massachusetts, Amherst MIE 605 Finite Element Analysis Spring 2002 ABSTRACT A FEA transient thermal structural
INJECTION MOLDING COOLING TIME REDUCTION AND THERMAL STRESS ANALYSIS Tom Kimerling University of Massachusetts, Amherst MIE 605 Finite Element Analysis Spring 2002 ABSTRACT A FEA transient thermal structural
6 Design of Gates. 6.1 The Sprue Gate
 6 Design of Gates 6.1 The Sprue Gate The sprue gate is the simplest and oldest kind of gate. It has a circular cross-section, is slightly tapered, and merges with its largest cross-section into the part.
6 Design of Gates 6.1 The Sprue Gate The sprue gate is the simplest and oldest kind of gate. It has a circular cross-section, is slightly tapered, and merges with its largest cross-section into the part.
INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF MOLDED PARTS
 U.P.B. Sci. Bull., Series D, Vol. 69, No. 3, 2007 ISSN 1454-2358 INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF MOLDED PARTS Sorin ASPROIU 1, Eugen STRĂJESCU 2 O mare parte din materialele plastice sunt
U.P.B. Sci. Bull., Series D, Vol. 69, No. 3, 2007 ISSN 1454-2358 INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF MOLDED PARTS Sorin ASPROIU 1, Eugen STRĂJESCU 2 O mare parte din materialele plastice sunt
Injection moulding and modelling on a micro scale
 Injection moulding and modelling on a micro scale Technology Update Injection moulding and welding of plastics 11 November 2014 Research Projects (National / European) Micro/Nano/Multimaterial Manufacturing
Injection moulding and modelling on a micro scale Technology Update Injection moulding and welding of plastics 11 November 2014 Research Projects (National / European) Micro/Nano/Multimaterial Manufacturing
An Optimization of Shrinkage in Injection Molding Parts by Using Taguchi Method
 An Optimization of Shrinkage in Injection Molding Parts by Using Taguchi Method H. Radhwan *,a, M. T. Mustaffa b, A. F. Annuar c, H. Azmi d, M. Z. Zakaria e and A. N. M. Khalil f School of Manufacturing
An Optimization of Shrinkage in Injection Molding Parts by Using Taguchi Method H. Radhwan *,a, M. T. Mustaffa b, A. F. Annuar c, H. Azmi d, M. Z. Zakaria e and A. N. M. Khalil f School of Manufacturing
Effects of the MuCell Molding Process
 Effects of the MuCell Molding Process Molding MuCell versus Solid Shot size is reduced Final mold fill is completed with cell growth Little or no Hold Time or Pressure Reduced molded-in stress Less warp
Effects of the MuCell Molding Process Molding MuCell versus Solid Shot size is reduced Final mold fill is completed with cell growth Little or no Hold Time or Pressure Reduced molded-in stress Less warp
p l a s t i c i n j e c t i o n m o l d i n g p a r t 1 p r o c e s s, m o l d a n d m a c h i n e e r i k d e l a n g e
 p l a s t i c i n j e c t i o n m o l d i n g p a r t 1 p r o c e s s, m o l d a n d m a c h i n e e r i k d e l a n g e H R O R o t t e r d a m B r n o U T j o i n t p r o j e c t 1 plastic injection
p l a s t i c i n j e c t i o n m o l d i n g p a r t 1 p r o c e s s, m o l d a n d m a c h i n e e r i k d e l a n g e H R O R o t t e r d a m B r n o U T j o i n t p r o j e c t 1 plastic injection
HOSTAFORM C 9021 POM Unfilled
 Description Chemical abbreviation according to ISO 1043-1: POM Molding compound ISO 9988- POM-K, M-GNR, 03-002 POM copolymer Standard-Injection molding type with high rigidity, hardness and toughness;
Description Chemical abbreviation according to ISO 1043-1: POM Molding compound ISO 9988- POM-K, M-GNR, 03-002 POM copolymer Standard-Injection molding type with high rigidity, hardness and toughness;
A Guide to Thermoform Processing of Polypropylene. Introduction
 A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
A Guide to Thermoform Processing of Polypropylene Introduction Thermoforming is the process of heating plastic sheet to a pliable state and forming it into shape. Thermoforming offers processing advantages
Kursus i Produktions- og materialeteknologi
 Kursus i Produktions- og materialeteknologi Plastsprøjtestøbning / Injection Molding Basics Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane
Kursus i Produktions- og materialeteknologi Plastsprøjtestøbning / Injection Molding Basics Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane
Journal of Optimization in Industrial Engineering 13 (2013) 49-54
 49-54") Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Abstract Mohammad Saleh
Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Abstract Mohammad Saleh
Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled
 Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Needle shut-off with integrated 2-way actuator
Machine nozzle with needle shut-off type HP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Needle shut-off with integrated 2-way actuator
Flow characteristics of microchannel melts during injection molding of microstructure medical components
 Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2014, 6(5):112-117 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Flow characteristics of microchannel melts during
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2014, 6(5):112-117 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Flow characteristics of microchannel melts during
Part and tooling design. Eastman Tritan copolyester
 Part and tooling design Eastman Tritan copolyester Part and tooling design Process Part design Tooling design High cavitation considerations Process Process Project development flow chart Concept OEM generates
Part and tooling design Eastman Tritan copolyester Part and tooling design Process Part design Tooling design High cavitation considerations Process Process Project development flow chart Concept OEM generates
Lightweighting Custom enewsletter
 MuCell Injection Molding: Unique Process Solutions for Light Weighting Plastic Parts MuCell Injection Molding Brent Strawbridge, Vice President Sales Lightweighting Custom enewsletter AGENDA Technology
MuCell Injection Molding: Unique Process Solutions for Light Weighting Plastic Parts MuCell Injection Molding Brent Strawbridge, Vice President Sales Lightweighting Custom enewsletter AGENDA Technology
Injection molding of high-quality molded parts Production equipment / machinery
 Injection molding of high-quality molded parts Production equipment / machinery Contents Page 1 Machinery Screws 3 Nozzles 7 Locking force/clamping force 5 Temperature control units 9 1 Machinery In order
Injection molding of high-quality molded parts Production equipment / machinery Contents Page 1 Machinery Screws 3 Nozzles 7 Locking force/clamping force 5 Temperature control units 9 1 Machinery In order
INJECTION MOULD DESIGN: MARPLEX PVC RESINS
 MACHINE RECCOMENDATIONS PVC requires reciprocating screw injection moulding machine with a plasticising screw to produce homogeneous melt. It is recommended that a shot weight of the part should take two
MACHINE RECCOMENDATIONS PVC requires reciprocating screw injection moulding machine with a plasticising screw to produce homogeneous melt. It is recommended that a shot weight of the part should take two
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen
 Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
Der Einfluss thermophysikalischer Daten auf die numerische Simulation von Gießprozessen Tagung des Arbeitskreises Thermophysik, 4. 5.3.2010 Karlsruhe, Deutschland E. Kaschnitz Österreichisches Gießerei-Institut
How to reduce the cure time without damaging the rubber compound during injection molding?
 How to reduce the cure time without damaging the rubber compound during injection molding? 0Introduction This article aims at analyzing the rubber injection process and highlighting the limits that prevent
How to reduce the cure time without damaging the rubber compound during injection molding? 0Introduction This article aims at analyzing the rubber injection process and highlighting the limits that prevent
MSci PolySci-Lab Modul P104 P & Injection molding. Injection molding machine Arburg 320 S (Neue Materialien Bayreuth GmbH)
") MSci PolySci-Lab Modul P104 P Poollyym meerrm maatteerriiaalliieenn & & P Poollyym meerrtteecchhnnoollooggiiee Injection molding 1 Introduction Figure 1: Injection molding machine Arburg 320 S (Neue Materialien
MSci PolySci-Lab Modul P104 P Poollyym meerrm maatteerriiaalliieenn & & P Poollyym meerrtteecchhnnoollooggiiee Injection molding 1 Introduction Figure 1: Injection molding machine Arburg 320 S (Neue Materialien
August 2007 Rapid Prototyping Consortium. Changing the way plastics parts and molds are analyzed and optimized
 August 2007 Rapid Prototyping Consortium Changing the way plastics parts and molds are analyzed and optimized Jonathan Toy Engineering Services Manager Moldflow Corporation Cost of Change Injection Molding
August 2007 Rapid Prototyping Consortium Changing the way plastics parts and molds are analyzed and optimized Jonathan Toy Engineering Services Manager Moldflow Corporation Cost of Change Injection Molding
INNOVATIVE PLASTICS HIGH & LOW SHEAR RATE RHEOLOGY
 INNOVATIVE PLASTICS HIGH & LOW SHEAR RATE RHEOLOGY A SABIC COMPANY Innovative Plastics is a strategic business unit of SABIC. Founded in 1976, SABIC is today the first public, global multinational enterprise
INNOVATIVE PLASTICS HIGH & LOW SHEAR RATE RHEOLOGY A SABIC COMPANY Innovative Plastics is a strategic business unit of SABIC. Founded in 1976, SABIC is today the first public, global multinational enterprise
DESIGN OF PLASTIC INJECTION MOLD FOR AN AIR VENT BEZEL THROUGH FLOW ANALYSIS (CAE) FOR DESIGN ENHANCEMENT
 FOR DESIGN ENHANCEMENT") DESIGN OF PLASTIC INJECTION MOLD FOR AN AIR VENT BEZEL THROUGH FLOW ANALYSIS (CAE) FOR DESIGN ENHANCEMENT Jitendra Dilip Ganeshkar 1, R.B.Patil 2 1 ME CAD CAM Pursuing, Department of mechanical engineering,
DESIGN OF PLASTIC INJECTION MOLD FOR AN AIR VENT BEZEL THROUGH FLOW ANALYSIS (CAE) FOR DESIGN ENHANCEMENT Jitendra Dilip Ganeshkar 1, R.B.Patil 2 1 ME CAD CAM Pursuing, Department of mechanical engineering,
Determination of the heat storage capacity of PCM and PCM objects as a function of temperature
 Determination of the heat storage capacity of PCM and PCM objects as a function of temperature E. Günther, S. Hiebler, H. Mehling ZAE Bayern, Walther-Meißner-Str. 6, 85748 Garching, Germany Outline Introduction
Determination of the heat storage capacity of PCM and PCM objects as a function of temperature E. Günther, S. Hiebler, H. Mehling ZAE Bayern, Walther-Meißner-Str. 6, 85748 Garching, Germany Outline Introduction
In-mold Labeling Micro Powder Injection Molding: Large Scale Production of Micro Structured Two-component Parts
 In-mold Labeling Micro Powder Injection Molding: Large Scale Production of Micro Structured Two-component Parts E.Honza, V.Piotter, K.Plewa Karlsruhe Institute of Technology (KIT) [email protected]
In-mold Labeling Micro Powder Injection Molding: Large Scale Production of Micro Structured Two-component Parts E.Honza, V.Piotter, K.Plewa Karlsruhe Institute of Technology (KIT) [email protected]
INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING
 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING T. Shimizu *, H. Koinuma, K. Nagai Mitsubishi Heavy Industries,
TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF VISCOELASTICITY AND CURE SHRINKAGE IN AN EPOXY RESIN DURING PROCESSING T. Shimizu *, H. Koinuma, K. Nagai Mitsubishi Heavy Industries,
WORKSHOP P I M. Powder Injection Moulding
 WORKSHOP Mikkelissä ke 22. 5. 2013 P I M Powder Injection Moulding Definition of PIM PIM MIM Injection moulding of metal powders Wittmann Group Injection moulding of powders CIM Injection moulding of
WORKSHOP Mikkelissä ke 22. 5. 2013 P I M Powder Injection Moulding Definition of PIM PIM MIM Injection moulding of metal powders Wittmann Group Injection moulding of powders CIM Injection moulding of
POM PA 12 PA 6 PA 66 PBT. Melting peaks of various semicrystalline thermoplastics
 1.2 Procedure 63 1.2.3 Real-Life Examples 1.2.3.1 Identification of Plastics Polymers have a characteristic molecular structure and morphology. DSC often enables unknown polymers to be identified from
1.2 Procedure 63 1.2.3 Real-Life Examples 1.2.3.1 Identification of Plastics Polymers have a characteristic molecular structure and morphology. DSC often enables unknown polymers to be identified from
T he production of high-quality injection. Useful Process Data from the Injection Molding Machine
 The wide variety of demands during injection molding requires a detailed process characterization and precise process control Useful Process Data from the Injection Molding Machine Material Characterization.
The wide variety of demands during injection molding requires a detailed process characterization and precise process control Useful Process Data from the Injection Molding Machine Material Characterization.
Machine bolt shut-off nozzle type BHP pneumatically or hydraulically controlled
 Machine bolt shut-off nozzle type BHP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Bolt shut-off with integrated 2-way actuator pneumatically
Machine bolt shut-off nozzle type BHP pneumatically or hydraulically controlled Applications: Thermoplastics (not applicable for PVC) Shut-off mechanism: Bolt shut-off with integrated 2-way actuator pneumatically
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations Injection molding (IM) the process of injecting plastic material into a mold cavity where it cools
By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations Injection molding (IM) the process of injecting plastic material into a mold cavity where it cools
Streets ahead of Injection Molding
 One-meter long strips in ABS with a Y cross-section and end caps (photos: IB Steiner) Streets ahead of Injection Molding Exjection. A newly-developed process combines the advantages of extrusion and injection
One-meter long strips in ABS with a Y cross-section and end caps (photos: IB Steiner) Streets ahead of Injection Molding Exjection. A newly-developed process combines the advantages of extrusion and injection
Machine needle shut-off nozzle type HP
 Machine needle shut-off nozzle type HP pneumatically or hydraulically controlled Index of contents Chapter Page Safety instructions... 2 Installation instructions... 3 - Installation steps... 3 Initial
Machine needle shut-off nozzle type HP pneumatically or hydraulically controlled Index of contents Chapter Page Safety instructions... 2 Installation instructions... 3 - Installation steps... 3 Initial
A Systematic Approach to Diagnosing Mold Filling and Part Quality Variations
 VOL. 3 NO. 2 A Systematic Approach to Diagnosing Mold Filling and Part Quality Variations www.beaumontinc.com A Systematic Approach to Diagnosing Mold Filling and Part Quality Variations Applying Fundamental
VOL. 3 NO. 2 A Systematic Approach to Diagnosing Mold Filling and Part Quality Variations www.beaumontinc.com A Systematic Approach to Diagnosing Mold Filling and Part Quality Variations Applying Fundamental
Thermal diffusivity and conductivity - an introduction to theory and practice
 Thermal diffusivity and conductivity - an introduction to theory and practice Utrecht, 02 October 2014 Dr. Hans-W. Marx Linseis Messgeräte GmbH Vielitzer Str. 43 D-95100 Selb / GERMANY www.linseis.com
Thermal diffusivity and conductivity - an introduction to theory and practice Utrecht, 02 October 2014 Dr. Hans-W. Marx Linseis Messgeräte GmbH Vielitzer Str. 43 D-95100 Selb / GERMANY www.linseis.com
Elastic Properties of Polymer Melts Filled with Nanoparticles
 Elastic Properties of Polymer Melts Filled with Nanoparticles Helmut Münstedt and Christian Triebel Citation: AIP Conf. Proc. 1375, 21 (211); doi: 1.163/1.364479 View online: http://dx.doi.org/1.163/1.364479
Elastic Properties of Polymer Melts Filled with Nanoparticles Helmut Münstedt and Christian Triebel Citation: AIP Conf. Proc. 1375, 21 (211); doi: 1.163/1.364479 View online: http://dx.doi.org/1.163/1.364479
PVT Properties of Polymers for Injection Molding
 1 PVT Properties of Polymers for Injection Molding Jian Wang School of Chemical Engineering and Environment, Beijing Institute of Technology, China 1. Introduction PVT (Pressure-Volume-Temperature) properties
1 PVT Properties of Polymers for Injection Molding Jian Wang School of Chemical Engineering and Environment, Beijing Institute of Technology, China 1. Introduction PVT (Pressure-Volume-Temperature) properties
Measurement of Residual Stress in Plastics
 Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
Measurement of Residual Stress in Plastics An evaluation has been made of the effectiveness of the chemical probe and hole drilling techniques to measure the residual stresses present in thermoplastic
Keywords - Injection molding, Die Designing Methodology, Mold Flow Analysis, Problems and Causes, solutions and Troubleshooting.
 Optimizing the Die Design Parameters for FRP Components Produced in Injection Molding using Mold Flow Analysis Dr.J. Fazlur Rahman*, Mohammed Yunus**, Mohammed Irfan***, T.M. Tajuddin Yezdani*** *(Professor
Optimizing the Die Design Parameters for FRP Components Produced in Injection Molding using Mold Flow Analysis Dr.J. Fazlur Rahman*, Mohammed Yunus**, Mohammed Irfan***, T.M. Tajuddin Yezdani*** *(Professor
Gas-Assist Injection Molding: An Innovative Medical Technology
 COVER STORY >> MOLDING Gas-Assist Injection Molding: An Innovative Medical Technology In certain medical device applications, gas-assist molding can provide solutions that conventional injection molding
COVER STORY >> MOLDING Gas-Assist Injection Molding: An Innovative Medical Technology In certain medical device applications, gas-assist molding can provide solutions that conventional injection molding
Plastic Injection Molds
 Training Objective After watching the program and reviewing this printed material, the viewer will become familiar with the variety, design, and productive use of plastic injection molds. Mold components
Training Objective After watching the program and reviewing this printed material, the viewer will become familiar with the variety, design, and productive use of plastic injection molds. Mold components
Gas-Injection Moulding with DuPont engineering polymers
 Technical Report TRG 3060 Engineering Polymers Gas-Injection Moulding with DuPont engineering polymers Start with DuPont Engineering Polymers DuPont registered trademark Introduction Gas-injection moulding
Technical Report TRG 3060 Engineering Polymers Gas-Injection Moulding with DuPont engineering polymers Start with DuPont Engineering Polymers DuPont registered trademark Introduction Gas-injection moulding
DESIGN AND MANUFACTURING OF THE INJECTION MOLD FOR METAL-INSERTED RUBBER PARTS USING CAD/CAM/CAE TECHNOLOGIES: A CASE STUDY OF THE ENGINE MOUNTING
 Proceedings of IMECE2008 2008 ASME International Mechanical Engineering Congress and Exposition October 31-November 6, 2008, Boston, Massachusetts, USA IMECE2008-66843 ASME International Mechanical Engineering
Proceedings of IMECE2008 2008 ASME International Mechanical Engineering Congress and Exposition October 31-November 6, 2008, Boston, Massachusetts, USA IMECE2008-66843 ASME International Mechanical Engineering
Effects of Tg and CTE on Semiconductor Encapsulants
 Effects of Tg and CTE on Semiconductor Encapsulants Dr. Mark M. Konarski Loctite Corporation www.loctite.com Abstract As the role of direct-chip-attachment increases in the electronics industry, the reliability
Effects of Tg and CTE on Semiconductor Encapsulants Dr. Mark M. Konarski Loctite Corporation www.loctite.com Abstract As the role of direct-chip-attachment increases in the electronics industry, the reliability
Two-Shot Silico e Thermoplastic Medical Molding
 Two-Shot Silico e Thermoplastic Medical Molding Author: Sarah J. Voss, Product Specialist, Medical Co-Authors: Mark Simon, Ph. D. Research & Development Manager Danny Ou, Ph D. Research & Development,
Two-Shot Silico e Thermoplastic Medical Molding Author: Sarah J. Voss, Product Specialist, Medical Co-Authors: Mark Simon, Ph. D. Research & Development Manager Danny Ou, Ph D. Research & Development,
EUROMAP 60.2. Injection Moulding Machines Determination of Product Related Energy Consumption. Version 3.0, January 2013 7 pages
 EUROMAP 60.2 Injection Moulding Machines Determination of Product Related Energy Consumption Version 3.0, January 2013 7 pages This recommendation was prepared by the Technical Commission of EUROMAP. EUROMAP
EUROMAP 60.2 Injection Moulding Machines Determination of Product Related Energy Consumption Version 3.0, January 2013 7 pages This recommendation was prepared by the Technical Commission of EUROMAP. EUROMAP
Rheological Properties of Topical Formulations
 Rheological Properties of Topical Formulations Hemi Nae, PhD Hydan Technologies, Inc. Key Words Complex Modulus, Creep/Recovery, Dilatant Flow, Dynamic Viscosity, Flow, Flow Curve, Flow Models, Frequency
Rheological Properties of Topical Formulations Hemi Nae, PhD Hydan Technologies, Inc. Key Words Complex Modulus, Creep/Recovery, Dilatant Flow, Dynamic Viscosity, Flow, Flow Curve, Flow Models, Frequency
2.810 Manufacturing Processes and Systems Quiz #1 Solutions
 2.80 Manufacturing Processes and Systems Quiz # Solutions October 9, 205 90 minutes Open book, open notes, calculators, computers with internet off. Please present your work clearly and state all assumptions.
2.80 Manufacturing Processes and Systems Quiz # Solutions October 9, 205 90 minutes Open book, open notes, calculators, computers with internet off. Please present your work clearly and state all assumptions.
Thermal Analysis. Application Handbook. Thermal Analysis of Polymers Selected Applications
 Thermal Analysis Application Handbook Thermal Analysis of Polymers Selected Applications Selected Applications Thermal Analysis Thermal Analysis of Polymers This application handbook presents selected
Thermal Analysis Application Handbook Thermal Analysis of Polymers Selected Applications Selected Applications Thermal Analysis Thermal Analysis of Polymers This application handbook presents selected
A NEW GENERATION OF FLAME RETARDED POLYAMIDES BASED ON PHOSPHINATES
 A NEW GENERATION OF FLAME RETARDED POLYAMIDES BASED ON PHOSPHINATES S. Hörold, B. Naß, O. Schacker and W. Wanzke Clariant GmbH, Division Pigments & Additives, BU Plastic Industries, Development Flame Retardants,
A NEW GENERATION OF FLAME RETARDED POLYAMIDES BASED ON PHOSPHINATES S. Hörold, B. Naß, O. Schacker and W. Wanzke Clariant GmbH, Division Pigments & Additives, BU Plastic Industries, Development Flame Retardants,
SD-0150 GENERAL PURPOSE ABS (Acrylonitrile Butadiene Styrene) (TA)
 (TA)") 1) Product Description: SD-0150 GENERAL PURPOSE ABS (Acrylonitrile Butadiene Styrene) (TA) General Purpose ABS, SD 0150 grade, is a rigid thermoplastic with good processing characteristics. It is a high
1) Product Description: SD-0150 GENERAL PURPOSE ABS (Acrylonitrile Butadiene Styrene) (TA) General Purpose ABS, SD 0150 grade, is a rigid thermoplastic with good processing characteristics. It is a high
Plastic Injection Molding
 Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
Training Objective After watching this video and reviewing the printed material, the student/trainee will understand the principles and physical operations of the plastic injection molding process. An
Gas Assist and Microcellular (MuCell ) ) Molding Process. Vishu Shah Consultek
 ) Molding Process. Vishu Shah Consultek") Gas Assist and Microcellular (MuCell ) ) Molding Process Vishu Shah Consultek What is Gas Assist Injection Molding? Gas Assist injection molding is a process enhancement to conventional injection molding,
Gas Assist and Microcellular (MuCell ) ) Molding Process Vishu Shah Consultek What is Gas Assist Injection Molding? Gas Assist injection molding is a process enhancement to conventional injection molding,
Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004.
 Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004. 2 Industrial gases for better injection molding Gas injection
Facts About. Industrial gases for better injection molding. This article appeared in the trade journal Kunststoffe plast europe, issue 12/2004. 2 Industrial gases for better injection molding Gas injection
Test Report No. 48/2005. Degussa AG Paul-Baumann-Straβe 1 45764 Marl. Binder tests of bitumen modified with Road+
 Test Report No. 48/2005 Client: Degussa AG Paul-Baumann-Straβe 1 45764 Marl Project: Binder tests of bitumen modified with Road+ Subject of the Study: Production of 50/70 and 70/100 mixtures of bitumen
Test Report No. 48/2005 Client: Degussa AG Paul-Baumann-Straβe 1 45764 Marl Project: Binder tests of bitumen modified with Road+ Subject of the Study: Production of 50/70 and 70/100 mixtures of bitumen
Lecture 9, Thermal Notes, 3.054
 Lecture 9, Thermal Notes, 3.054 Thermal Properties of Foams Closed cell foams widely used for thermal insulation Only materials with lower conductivity are aerogels (tend to be brittle and weak) and vacuum
Lecture 9, Thermal Notes, 3.054 Thermal Properties of Foams Closed cell foams widely used for thermal insulation Only materials with lower conductivity are aerogels (tend to be brittle and weak) and vacuum
Solution for Homework #1
 Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here. Operating Instructions
 Insert Nickname Here. Operating Instructions") TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here Operating Instructions Table of Contents 1 INTRODUCTION Safety 2 Sample Preparation 3 2 BACKGROUND Background Information 4 Resources
TA INSTRUMENTS DIFFERENTIAL SCANNING CALORIMETER (DSC) Insert Nickname Here Operating Instructions Table of Contents 1 INTRODUCTION Safety 2 Sample Preparation 3 2 BACKGROUND Background Information 4 Resources
the premium valve gate hot runner solution
 the premium valve gate hot runner solution proven performance in a variety of markets The Accu-Valve CX and EX designs bring industry-proven solutions for valve gating of commodity and engineering resins
the premium valve gate hot runner solution proven performance in a variety of markets The Accu-Valve CX and EX designs bring industry-proven solutions for valve gating of commodity and engineering resins
1. Injection Molding (Thermoplastics)
") 1. Injection Molding (Thermoplastics) l Molding: Injection (thermoplastics) INJECTION MOLDING of thermoplastics is the equivalent of pressure die casting of metals. Molten polymer is injected under high
1. Injection Molding (Thermoplastics) l Molding: Injection (thermoplastics) INJECTION MOLDING of thermoplastics is the equivalent of pressure die casting of metals. Molten polymer is injected under high
DESIGN IMAGINEERING DESIGNING YOUR PLASTIC PART KEY DEFINITIONS DESIGNING YOUR PLASTIC PART KEY DEFINITIONS IDEAL CONDITIONS IN PART DESIGN
 DESIGN GUIDELINES FOR PLASTIC DESIGN RTP COMPANY IMAGINEERING DESIGNING YOUR PLASTIC PART DESIGNING YOUR PLASTIC PART When designing parts for injection molding, the manufacturing process must be considered.
DESIGN GUIDELINES FOR PLASTIC DESIGN RTP COMPANY IMAGINEERING DESIGNING YOUR PLASTIC PART DESIGNING YOUR PLASTIC PART When designing parts for injection molding, the manufacturing process must be considered.
Data Definition Calculus Practical meaning
 INTRODUCTION Dimensional molding shrinkage of a thermoplastic part is a typical phenomenon related to the injection molding process, caused by the volumetric shrinkage, during and after molding cycle.
INTRODUCTION Dimensional molding shrinkage of a thermoplastic part is a typical phenomenon related to the injection molding process, caused by the volumetric shrinkage, during and after molding cycle.
Mould and Die Standard Parts
 Mould and Die Standard Parts Tampere University of technology - Tuula Höök Mould standard parts can be divided into the following groups: Standard mould set with guide bars, guide sleeves and other guiding
Mould and Die Standard Parts Tampere University of technology - Tuula Höök Mould standard parts can be divided into the following groups: Standard mould set with guide bars, guide sleeves and other guiding
Plastics, Rubber and Composites Processing and Applications 31(2002). 377-384
. 377-384") Investigation of cure induced shrinkage in unreinforced epoxy resin Mauro Zarrelli*, Alexandros A Skordos and Ivana K Partridge Advanced Materials Dept, Cranfield University, Cranfield, Bedford, MK43 AL,
Investigation of cure induced shrinkage in unreinforced epoxy resin Mauro Zarrelli*, Alexandros A Skordos and Ivana K Partridge Advanced Materials Dept, Cranfield University, Cranfield, Bedford, MK43 AL,
Understanding Boiling Water Heat Transfer in Metallurgical Operations
 Understanding Boiling Water Heat Transfer in Metallurgical Operations Dr. Mary A. Wells Associate Professor Department of Mechanical and Mechatronics Engineering University of Waterloo Microstructural
Understanding Boiling Water Heat Transfer in Metallurgical Operations Dr. Mary A. Wells Associate Professor Department of Mechanical and Mechatronics Engineering University of Waterloo Microstructural
Fundamentals of Design for Plastic Injection Molding. Kelly Bramble
 Fundamentals of Design for Plastic Injection Molding Kelly Bramble 1 Fundamentals of Design for Plastic Injection Molding Copyright, Engineers Edge, LLC www.engineersedge.com All rights reserved. No part
Fundamentals of Design for Plastic Injection Molding Kelly Bramble 1 Fundamentals of Design for Plastic Injection Molding Copyright, Engineers Edge, LLC www.engineersedge.com All rights reserved. No part
INJECTION MOLDING PROCESSING GUIDE Polymer
 FOAMAZOL Chemical Foaming Agents INJECTION MOLDING PROCESSING GUIDE Polymer Foaming Agent INJECTION MOLDING WITH CHEMICAL FOAMING AGENTS Introduction The injection molding of structural foam molded parts
FOAMAZOL Chemical Foaming Agents INJECTION MOLDING PROCESSING GUIDE Polymer Foaming Agent INJECTION MOLDING WITH CHEMICAL FOAMING AGENTS Introduction The injection molding of structural foam molded parts
PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS
 1. LUBOŠ BĚHÁLEK, 2. JOZEF DOBRÁNSKY PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS Abstract: Injection mould cooling to an important way influences both technology and economy of production
1. LUBOŠ BĚHÁLEK, 2. JOZEF DOBRÁNSKY PROCESS OF COOLING INJECTION MOULD AND QUALITY OF INJECTION PARTS Abstract: Injection mould cooling to an important way influences both technology and economy of production
Accurate Simulation Results on MuCell Technology Enables Adoption of Moldex3D Solution
 Accurate Simulation Results on MuCell Technology Enables Adoption of Moldex3D Solution Customer: Proplast Country: Italy Industry: Research & Education Solution: Moldex3D Advanced Customer Profile Proplast
Accurate Simulation Results on MuCell Technology Enables Adoption of Moldex3D Solution Customer: Proplast Country: Italy Industry: Research & Education Solution: Moldex3D Advanced Customer Profile Proplast
Worldwide tank building applications using PP-Sheets: The effect of Foaming on properties
 Worldwide tank building applications using PP-Sheets: The effect of Foaming on properties Marcus Hoffmann 1, Dominic Müller 1, Marco Stallmann 1, Matt Curtis 2 1 Simona AG Teichweg 16, 55606 Kirn, Germany
Worldwide tank building applications using PP-Sheets: The effect of Foaming on properties Marcus Hoffmann 1, Dominic Müller 1, Marco Stallmann 1, Matt Curtis 2 1 Simona AG Teichweg 16, 55606 Kirn, Germany
CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES
 CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES R. Chaudhari 1*, M. Karcher 1, P. Elsner 1, F. Henning 1 1 Fraunhofer Institute for Chemical Technology,
CHARACTERIZATION OF HIGH PRESSURE RTM PROCESSES FOR MANUFACTURING OF HIGH PERFORMANCE COMPOSITES R. Chaudhari 1*, M. Karcher 1, P. Elsner 1, F. Henning 1 1 Fraunhofer Institute for Chemical Technology,
Materials, mold making and injection molding for 3D-MIDs
 and Thomas Heimann The injection molding process offers superior design freedom, which in turn opens up MID technology's great potential to implement three-dimensional packages. commands extensive experience
and Thomas Heimann The injection molding process offers superior design freedom, which in turn opens up MID technology's great potential to implement three-dimensional packages. commands extensive experience
A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW. 1998 ASME Fluids Engineering Division Summer Meeting
 TELEDYNE HASTINGS TECHNICAL PAPERS INSTRUMENTS A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW Proceedings of FEDSM 98: June -5, 998, Washington, DC FEDSM98 49 ABSTRACT The pressure
TELEDYNE HASTINGS TECHNICAL PAPERS INSTRUMENTS A LAMINAR FLOW ELEMENT WITH A LINEAR PRESSURE DROP VERSUS VOLUMETRIC FLOW Proceedings of FEDSM 98: June -5, 998, Washington, DC FEDSM98 49 ABSTRACT The pressure
CARL HANSER VERLAG. Herbert Rees. Mold Engineering 2nd edition 3-446-21659-6. www.hanser.de
 CARL HANSER VERLAG Herbert Rees Mold Engineering 2nd edition 3-446-21659-6 www.hanser.de 45 4 General Mold Design Guidelines 4.1 Before Starting to Design a Mold he mold designer starts with the design
CARL HANSER VERLAG Herbert Rees Mold Engineering 2nd edition 3-446-21659-6 www.hanser.de 45 4 General Mold Design Guidelines 4.1 Before Starting to Design a Mold he mold designer starts with the design
NYLON 6 RESINS CORRECTING MOLDING PROBLEMS A TROUBLE SHOOTING GUIDE
 NYLON 6 RESINS CORRECTING MOLDING PROBLEMS A TROUBLE SHOOTING GUIDE A. TROUBLESHOOTING GUIDE FOR INJECTION MOLDERS. I. INTRODUCTION The source of problems in injection molding of nylon resins can depend
NYLON 6 RESINS CORRECTING MOLDING PROBLEMS A TROUBLE SHOOTING GUIDE A. TROUBLESHOOTING GUIDE FOR INJECTION MOLDERS. I. INTRODUCTION The source of problems in injection molding of nylon resins can depend
DuPont Kapton HN. polyimide film
 DuPont Kapton HN polyimide film Technical Data Sheet DuPont Kapton HN general-purpose film has been used successfully in applications at temperatures as low as -269 C (-452 F) and as high as 400 C (752
DuPont Kapton HN polyimide film Technical Data Sheet DuPont Kapton HN general-purpose film has been used successfully in applications at temperatures as low as -269 C (-452 F) and as high as 400 C (752
Wear Resistant Thermoplastic Compounds
 STRUCTURAL ELASTOMERS WEAR COLOR CONDUCTIVE FLAME RETARDANT FILM/SHEET Wear Resistant Thermoplastic Compounds Dr. Joel Bell Product Development Engineer RTP Company Agenda RTP Company Introduction Definitions
STRUCTURAL ELASTOMERS WEAR COLOR CONDUCTIVE FLAME RETARDANT FILM/SHEET Wear Resistant Thermoplastic Compounds Dr. Joel Bell Product Development Engineer RTP Company Agenda RTP Company Introduction Definitions
Troubleshooting Guide. PS Injection moulding. Splay marks. Burning (Black streaks) Cool feed zone. Dry material, check source of moisture.
 Cool feed zone. Dry material, check source of moisture.") Troubleshooting Guide PS Injection moulding Splay marks Trapped air that contains moisture Raise nozzle and front zone temperature. Cool feed zone. Wet feed Dry material, check source of moisture. Irregular
Troubleshooting Guide PS Injection moulding Splay marks Trapped air that contains moisture Raise nozzle and front zone temperature. Cool feed zone. Wet feed Dry material, check source of moisture. Irregular