Recover Heat from Boiler Blowdown Water
|
|
|
- Morgan Hill
- 10 years ago
- Views:
Transcription
1 Prepared for California Energy Commission (CEC) Prepared By: Southern California Gas Company (A Sempra Energy Utility) E3M Inc. May 2012 i
2 Disclaimer The CEC and its contractor, Southern California Gas Company and subcontractor E3M Inc. has made reasonable efforts to ensure all information is correct. However, neither The CEC s, Southern California Gas Company s or E3M Inc. s publication nor verbal representations thereof constitutes any statement, recommendation, endorsement, approval or guaranty (either express or implied) of any product or service. Moreover, The CEC, Southern California Gas Company, or E3M Inc. shall not be responsible for errors or omissions in this publication, for claims or damages relating to the use thereof, even if it has been advised of the possibility of such damages. Executive Summary This calculator tool can be used to estimate annual energy savings, cost (US dollars) savings, and reductions in CO 2 emissions through recovering heat from boiler blow down water by using sensors and control technology to maintain steam drum water quality. Blowdown water heat recovery includes several steps to reduce and control blow down water quantity. A separate calculator tool is available to estimate savings achievable through the increased control and a reduction in boiler feed water throughput. The heat recovery step (the focus of this tool) is an additional measure to reduce energy consumption in boilers. Recovery of heat from blow down water can substantially reduce energy losses, due to the amount of heat contained within blowdown liquid at the steam generation pressure. This tool allows the user to calculate energy saving associated with recovering heat from boiler blowdown. A portion of the heat within the blowdown liquid is recovered as flash steam that resulting from the change in pressure from generation pressure to a lower pressure. Additional heat recovery is attained when sensible heat of the blowdown liquid (water) is recovered using a heat exchanger. A typical system is shown in Exhibit 1 below. Details of operation of this type of system are given in a later section. Exhibit 1: Typical boiler blowdown heat recovery system (courtesy Spirax Sarco) The calculator estimates the annual energy savings in terms of millions of British Thermal Units (MMBtu/year). It also estimates the energy cost reduction by using the given cost of fuel, the ii
3 typical consumption of the boiler, and the number of operating hours per year. Additionally, this calculator gives the reduction of CO 2 emissions (products of combustion) due to blowdown heat recovery. The primary objective of this calculator is to identify energy savings potential in industrial heating operations to make a go / no go decision on further detailed engineering and economics analysis. The user is required to give data for several operating parameters that can be measured or estimated from normal operating conditions using available records. All data should be collected at typical or average unit operating conditions. Calculator results should be considered preliminary estimates of energy savings potential and a starting point for more detailed technical and economic analysis. The accuracy of the calculator s results is expected to be within ±5 percent. Note to the user of this calculator Tool Use of this tool requires knowledge and operation of boilers. The user is referred to several training programs and references quoted at the end of his document for further information on the available resources for getting trainings that would provide additional knowledge for the subject matters discussed in this document. iii
4
5 TABLE OF CONTENTS Disclaimer... ii Executive Summary... ii Note to the user of this calculator Tool... iii 1. Description of the subject area Impact of boiler blowdown water heat recovery on energy savings and CO 2 emissions Discussion on the technical approach and the calculations Instruction on use of the calculator References and Resources Appendix 1... I v
6 LIST OF EXHIBITS Exhibit 1: Typical boiler blowdown heat recovery system... ii Exhibit 2: Components of a boiler blowdown heat recovery system... 1 Exhibit 3: Required information for the calculator user... 6 Exhibit 4: Example of calculator inputs and results... 7 vi
7 1. Description of the subject area This technical guide describes a calculator tool that will allow a user estimate annual energy (fuel) savings, reductions in CO 2 emissions, and energy cost savings ($/year) with use of a boiler blow down water heat recovery system for boiler. Boiler blow down heat recovery can result in substantial savings in energy use for the boiler and other associated costs. The generation of steam in boiler requires feed water. Feed water is often a mixture of returned condensate and treated make up water. In spite of all economically justifiable efforts of treating feed water, a small amount of dissolved solids (TDS) are contained in the feed water. The TDSs accumulate in boiler when water is evaporated to generate steam. It is common practice to discharge or release a small amount of water from the boiler steam drum to reduce the dissolved solids level and eliminate deposits of solids in the steam drum. Many boilers allow for the continuous water discharge (blow down) of water to manage dissolved solids levels. The blowdown rate can range from less than 1% when using extremely high-quality feed water to greater than 20% in a system with poor-quality feed water. Makeup water contains a substantial percentage of total heat input for the boiler. In many cases, the water and its heat content are sent directly to the drain, resulting in the wasting of energy and water. Many newer boiler models are equipped with boiler blow down control systems which aims to reduce the blow down rate while maintaining a safe level of TDS within the boiler. In this case, while the amount of blow down is controlled, it is beneficial to recover heat from the blowdown. Several heat recovery schemes can be used. One of the most commonly used systems is shown in Exhibit 2 below. Exhibit 2: Components of a boiler blowdown heat recovery system In this system, boiler blowdown water at the steam pressure and corresponding saturation temperature is discharged into a flash vessel where the pressure is reduced to a pressure near ambient pressure. This results in generation of flash steam that is taken to the deaerator where it is mixed with feed water. The remaining water at the lower pressure and temperature is passed 1
8 through a heat exchanger where heat is transferred to treated make up water and raises its temperature. The preheated make up water is also taken to deaerator. The cooled blow down is then discharged to drain or used for additional purposes. This calculator is used to estimate annual expected energy savings in terms of million British thermal units per year (MMBtu/year). It also estimates the energy cost reduction by using the cost of fuel. Additionally, this calculator estimates the reduction in water use and CO 2 emissions that result from application of blow down heat recovery. A brief summary of the important parameters follows: Steam production rate This is the rate of steam generation for the boiler and can be determined by using steam flow meters or through other sources such as boiler steam capacity and boiler loading. Boiler blowdown rate in terms of percentage of steam production This is a value based on the current value(s) of the boiler blow down rate for each boiler. This value can range between 1% and 8% depending on current practices, water quality etc. If this value is unknown, then it is suggested that you u conduct a sensitivity analysis or contact the boiler supplier, a reputable boiler blowdown control equipment supplier, or water treatment company representative. Boiler operating conditions This includes boiler (steam) pressure in psig, feed water temperature in ( O F), and makeup water temperature in ( O F). This information can be obtained from boiler records. Blowdown recovery system parameters These include flash tank pressure and estimated temperature ( O F) of water discharged from the system. Boiler efficiency (%) This should be obtained from the boiler supplier, operating manual or estimate based on current operating conditions. Depending on the boiler design and operating conditions the value can vary from 65% to 85% for most commonly used boilers. Number of operating hours (hours/year) The number of hours for which the equipment is operated. This should be based on a recent 12-month period. Cost of fuel The average fuel cost ($/MM Btu) based on the historical records and, if possible, future projected cost based on contacts with the energy supplier. 2. Impact of boiler blowdown water heat recovery on energy savings and CO 2 emissions This calculator allows a user to estimate energy (fuel) savings that can be achieved by recovering heat from boiler blowdown in addition to the reduction of CO 2 emissions. All commonly used fossil fuels such as natural gas result in the formation of CO 2. The amount of CO 2 emissions reduced is directly proportional to the reduction in natural gas use. In many cases, proper blowdown heat recovery will result in reduction of water use and other related cost savings. The energy savings can vary from 0.5% for well run boilers to 1.5% in cases where the water quality is not maintained properly. Annual energy cost savings depend on the cost of energy, expressed as US dollars per MM Btu. The exact value of savings can be estimated by using this calculator. 2
9 The CO 2 savings are directly related to energy savings. According to U.S. Environmental Protection Agency (EPA) estimates (Reference 5), the combustion of natural gas used in USA produces lbs. of CO 2 per MM Btu heat input. For convenience, most calculations use 117 lbs CO 2 emission per MM Btu heat input from natural gas. If the natural gas composition is available, it is advisable to carry out detailed combustion calculations to estimate value that is more accurate for the CO 2 produced by the combustion of natural gas. Reduction in CO 2 emissions is calculated by using the value of reduction in energy (fuel) used for the furnace. 3. Discussion on the technical approach and the calculations Heat recovery from boiler blowdown will result in energy savings while maintaining the desired steam quality for the boiler. The annual energy savings (MM Btu/year) is due to added heat within the deaerator, reducing steam consumption due to increased feed water temperatures. Boiler blowdown contains a significant amount of energy which, without a heat recovery system, is wasted. There are several methods available to recover heat from boiler blow down. The most commonly used method combines the generation of flash steam in a flash tank with a high efficiency heat exchanger to reduce the temperature of blowdown water. In most cases the blowdown is discharged at a temperature 10 0 F to 20 0 F higher than the makeup water temperature. Boiler systems that do not have heat recovery equipment and have high blowdown rates offer the greatest energy-savings potential. The blowdown water heat recovery system generates flash steam due to a difference in enthalpy (total heat content of steam) at higher (blowdown) pressure and lower (flash) steam pressure. Amount of flash steam is calculated by using following equation. Where = Enthalpy or heat content of blowdown water at boiler pressure = Enthalpy or heat content of blowdown water at flash tank pressure = Latent heat of steam at flash tank pressure Amount of flash steam is represented as expressed as Btu/lb of blowdown water. Heat recovered, given by is equal to Btu/lb of boiler blow down water. Due to high energy content of latent heat compared to sensible heat in blowdown water, only a portion of the total mass of water is converted into steam. This steam is taken to the deaerator where it mixes with feed water and supplies heat to feed water in the deaerator tank. The remaining water retained in the flash tank is at the flash tank pressure and corresponding water saturation temperature ( ). This water still contains recoverable heat that can be used to preheat make up water going to the deaerator tank. A heat exchanger, usually a shell and tube design, is used to transfer heat to the makeup water that enters at near ambient temperature. The water exiting this heat exchanger is, in most cases, only 10 to 20 F hotter than the makeup water temperature. The water discharge temperature from the heat exchanger is represented as and heat transferred to feed water is calculated as. 3
10 Where = specific heat of water, which is equal to 1.0 Total heat recovered is equal to Value of and mass of blowdown water per day ( is used to calculate total heat recovered per day. The heat recovered from boiler blow down is transferred to the feed water and can be considered as load preheating. This reduces the total heat requirement in the boiler. The actual reduction in boiler energy use is calculated as follows. Annual savings (in = Energy savings resulting from blowdown heat recovery = Mass flow rate (lb./day) of blowdown water. = Boiler efficiency expresses as ratio of heat content of steam generated per hour and heat input to the boiler. This value can range from 65% to 85%. days, and converting Btu to MM Btu.. ) are calculated by using value of savings per day, annual operating Cost savings are calculated by multiplying annual savings and cost of fuel expressed as. CO 2 savings are based on 117 lb of CO2 generated when one MM Btu of natural gas is combusted. 4. Instruction on use of the calculator The following list summarizes the user inputs that are required. The user should collect this information before using this calculator tool. Company name, plant location and address Customer name and contact information Heating equipment description (where the energy-saving measure is applied) Equipment type (furnace, oven, kiln, heater, boiler) Equipment use (e.g., textile drying, aluminum melting, food processing) Note that some of this information may be optional for the web-based calculators due to users concerns about privacy. The following input data is required from the user: Steam generation or production (lbs/day) Boiler blowdown rate (% of steam production) Boiler pressure (psig) Feed water temperature to boiler ( F) Make up water temperature ( F) 4
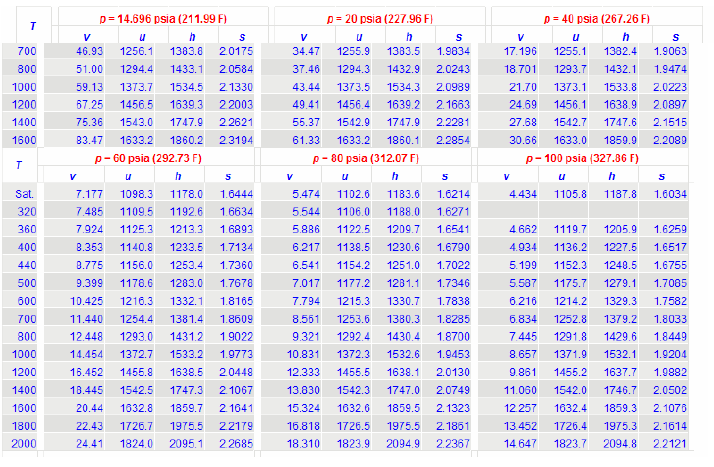
11 Flash tank pressure (psig) Heat of blowdown water at boiler pressure (Btu/l.)* Heat of blowdown water at flash pressure (Btu/lb)* Latent heat of steam at flash pressure (Btu/lb)* Heat of makeup water at temperature (Btu/lb)* Blowdown water temperature from the recovery heat exchanger ( F) Heat of blowdown water at heat Exch. discharge temperature (Btu/lb)* Boiler efficiency (%) Operating days per year (days/year) Fuel cost ($/MM Btu) * Note: Obtain these values from Steam Tables. The calculator gives following results: Boiler blowdown (lb./day) Feed water (steam + blowdown) lb./day Makeup water % flashed steam and flashed steam available (lbs./day) Heat savings in flashed steam (Btu/day) Heat recovery in heat exchanger (Btu/day) Total heat savings (Btu/day) after accounting for boiler efficiency Energy savings (MM Btu/year) Annual fuel cost savings ($ per year) Total energy cost savings ($/year) CO 2 savings (Tons/year) Note that the CO 2 savings are based on natural gas as the fuel for the heating equipment. A correction factor must be applied if any other fuel is used. This calculator requires the following input parameters describing the heating process in order to estimate the savings. Exhibit 3 shows the user information screen and Exhibit 4 shows the calculator screen. 5

12 The first section requires information about the user, equipment, and process. Line 1 Name of the company Exhibit 3: Required information for the calculator user Line 2 Name or known designation such as main plant or secondary plant if applicable Line 3 Plant address Line 4 Contact name for the plant This individual is main contact and is responsible for collecting and providing the required information. Line 5 Address for the contact person Line 6 Contact phone number and to be used for all future communications Line 7 Date when the calculations are carried out Line 8 Type of heating equipment This can be an oven, furnace, boiler, heater, etc. This is the heating equipment where data is collected and the given energy saving measure is to be applied. Line 9 Process or function for which the heating equipment is used This can be name of the process such as drying, melting, water heating, etc. Line 10 Any additional information that can be useful in application of the results The second section of the calculator is used for collecting the necessary data and reporting the estimated savings. Exhibit 4 shows the required data for the calculator. The calculator cells are color coded. The white colored cells are used for user data input while the colored (yellow and light blue or green) cells return results of the calculations. The user is not allowed change numbers shown in the colored cells. 6

13 Exhibit 4: Example of calculator inputs and results Line 11 Steam production (lb/day) Give the average steam production in terms of lbs per day. This should represent average value for operating days over a year or 7
14 representative period. Line 12 Boiler blow down rate - (% of steam production) Give measured or calculated value of boiler water blow down as % of steam production given in Line 11. Line 13 Blowdown rate (lb/day) This is a calculated value based on data given in Lines 12 and 13. Line 14 Feed water (steam + blowdown) (lb/day) This is a calculated value based on data given in lines 12 and 13. Line 15 Boiler pressure (psig) This is the boiler steam generation pressure in psig as. In most cases this value should be available on a panel or gage in boiler control room. Line 16 Feedwater water temperature ( F) This is the temperature of feed water entering the boiler. This temperature is obtained from a control panel or on-site temperature gage. Line 17 Makeup water temperature ( F) This is the temperature of makeup water entering the boiler system. This water is added to the boiler system to compensate for loss of water that is discharged as blowdown water. Line 18 Flash tank pressure (psig) Expected pressure in flash tank where blowdown water is collected. This is usually slightly above the ambient pressure. Line 19 Heat of blow down water at boiler pressure (Btu/lb) This represents heat content or enthalpy of blow down water from the boiler as it enters the flash tank. It is obtained from a steam table given as a link to the calculator. The steam table is also given as Appendix 1 for the Technical Guide. Make sure to use absolute pressure for looking up values (absolute pressure [psia] = psig ) while looking up this value in a steam table. Line 20 Heat of blow down water at flash pressure (Btu/lb) This represents heat content or enthalpy of blow down water in the flash tank. Note that the pressure (as given in line 18) is lower than the boiler pressure. The value is obtained from a steam table given as a link to the calculator. The steam table is also given as Appendix 1 for the Technical Guide. Make sure to use absolute pressure for looking up values (absolute pressure [psia] = psig ) while looking up this value in a steam table. Line 21 Latent heat of vaporization at flash pressure (Btu/lb) This represents latent heat of steam at flash tank pressure. The value is obtained from a steam table given as a link to the calculator. The steam table is also given as Appendix 1 for the Technical Guide. Make sure to use absolute pressure for looking up values (absolute pressure [psia] = psig ) while looking up this value in a steam table. Line 22 % flashed steam This is a calculated value based on data given in previous lines. Explanation for the calculation method is described in a previous section of this guide. 8
15 Line 23 - Flashed steam available at flash pressure (lb/day) This is a calculated value based on line 22 and line 13. Line 24 Total heat of flashed steam at flash pressure (Btu/lb) This is calculated value. It represents heat content or enthalpy of flash steam in the flash tank. The value is sum of latent heat and sensible heat (lines 20 and 21). Line 25 Heat of makeup water (Btu/lb) This represents heat content or enthalpy of makeup water in the flash tank. Note that this value is for ambient pressure. Line 26 Heat available in flashed steam (Btu/lb) This is difference between line 24 and 25. Line 27 Heat savings in flashed steam (Btu/day) This is a calculated value of total heat saved per day based on heat available in flash steam (line 26) and the total mass of flash steam per day. Line 28 Temperature of flash steam condensate discharged ( F) The temperature of cold blowdown water discharged from the heat recovery exchanger. This should be obtained from the supplier or should be assumed as a first approximation to be 10 0 F to 20 0 F above the makeup water temperature. Line 29 - Heat of blowdown water at heat exchanger discharge temperature (Btu/lb) This represents heat content or enthalpy of cold blowdown water leaving the heat exchanger at a temperature given in Line 28 above. Line 30 - Heat recovery (Btu/lb) This is calculated as difference between Line 20 and 29. Line 31 Blowdown not flashed (%) This is a calculated value and it represents water left in flash tank after flashed steam is produced. It is difference between 100% (total blow down quantity) and % flashed steam. Line 32 - Heat savings from heat exchanger (Btu/day) This is a calculated value based on blowdown water passing through the recovery heat exchanger and heat recovered in heat exchanger expressed in terms of Btu/day. Line 33 - Total heat savings in flashed steam: (Btu/day) This is a calculated value and it represents the sum of heat recovered from blowdown water from flashed steam and is expressed in terms of Btu/day. Line 34 - Total heat savings: (Btu/day) This is a calculated value and it represents the sum of heat recovered in heat exchanger from blowdown water from the flash tank and flashed steam expressed in terms of Btu/day. Line 35 Boiler efficiency (%) Boiler efficiency can be calculated by using values of energy input or fuel used in the boiler and total heat content of steam produced in the boiler. If it is not possible to get this value, contact the boiler supplier, review the boiler operating manual, or use name plate data. If none of this is available then you may use nominal value of 70% for a boiler without an economizer and 75% for a boiler with an economizer. Note that this is an approximate value and should not be considered as final and accurate. Line 36 Operating days per year (days/year) Give number of operating days per year 9
16 for the boiler. Line 37 Fuel cost ($ per MM Btu) This is the cost of fuel expressed in terms of $/MM Btu. The cost should include all charges related to use of fuel at the burner tip. This value can be obtained from the monthly or annual gas bill or by dividing the total annual cost by the annual fuel used. If necessary, contact the fuel (natural gas) supplier or distributor for more information. Line 38 Savings in boiler fuel energy ($/day) This is calculated by using fuel cost and energy savings accounting for boiler fuel efficiency. Line 39 - Energy savings (MM Btu/year) This is a calculated value based on data given in Lines 37 and 35 above. Line 40 Annual energy or fuel cost savings ($/year) This is a calculated value based on data given in Lines 36 and 38 above. Line 41 - Reduction in CO 2 emissions (tons/year) These savings are calculated based on annual fuel savings, assuming the fuel used is natural gas. The savings are in Short (US) tons, not in Metric tons. 10
17 5. References and Resources 1. Web site: 2. Unit Conversions, Emission Factors, and Other Reference Data, published by the U.S. EPA, November Available online at 3. North American Combustion Handbook, Third Edition, Published by North American Mfg. Company, Cleveland, OH. 4. Improving Process Heating System Performance: A Sourcebook for Industry, U.S. Department of Energy. Available online at 5. SCAQMD PROTOCOL: Improvement of the Efficiency of a Natural Gas-Fired Boiler or Process Heater (Draft), version 2, March Published by SCAQMD. 6. Tip sheets and Technical Briefs, published by The U.S. Department of Energy. Available online at 7. Training opportunities for process heating technology The U. S. Department of Energy (DOE), Energy Efficiency and Renewable Energy (EERE) Office of Industrial Technologies (ITP) web site. Sempra Energy Southern California Gas Company web site. California Energy Commission web site 11
18 Appendix 1 Steam Tables The following link will allow the user to calculate steam properties If necessary please copy and paste this link to your Internet browser I

19 II
20 III

21 IV

22 V

23 VI

24 VII
Calculate Available Heat for Natural Gas Fuel For Industrial Heating Equipment and Boilers
 For Industrial Heating Equipment and Boilers Prepared for California Energy Commission (CEC) Prepared By: Southern California Gas Company (A Sempra Energy Utility) E3M Inc. May 2012 i Disclaimer The CEC
For Industrial Heating Equipment and Boilers Prepared for California Energy Commission (CEC) Prepared By: Southern California Gas Company (A Sempra Energy Utility) E3M Inc. May 2012 i Disclaimer The CEC
steam centre of excellence Steam Boiler System Optimization
 Steam Boiler System Optimization Introduction Gas Cost Metering Fluids Fuel, Water, Steam Steam Costs Boiler House Stack Losses Boiler Waterside Surfaces Blowdown Current Natural Gas Cost Projected Cost
Steam Boiler System Optimization Introduction Gas Cost Metering Fluids Fuel, Water, Steam Steam Costs Boiler House Stack Losses Boiler Waterside Surfaces Blowdown Current Natural Gas Cost Projected Cost
Boiler Blowdown. Boiler Blowdown Benefits. Best Operating Practices for Boiler Blowdown
 Boiler Blowdown Even with the best pretreatment programs, boiler feedwater often contains some degree of impurities, such as suspended and dissolved solids. The impurities can remain and accumulate inside
Boiler Blowdown Even with the best pretreatment programs, boiler feedwater often contains some degree of impurities, such as suspended and dissolved solids. The impurities can remain and accumulate inside
Forgotten savings: Heat recovery from surface blowdown
 Forgotten savings: Heat recovery from surface blowdown 1. Introduction The purpose of this article is to inform thermal plant operators of the interesting fuel savings that can be obtained by recovering
Forgotten savings: Heat recovery from surface blowdown 1. Introduction The purpose of this article is to inform thermal plant operators of the interesting fuel savings that can be obtained by recovering
Steam System Efficiency. Bill Lumsden Leidos Engineering
 Steam System Efficiency Bill Lumsden Leidos Engineering Steam System Efficiency Steam System Efficiency Key Take-aways: Review of the properties of ice, water, and steam Learn the basics of steam trap
Steam System Efficiency Bill Lumsden Leidos Engineering Steam System Efficiency Steam System Efficiency Key Take-aways: Review of the properties of ice, water, and steam Learn the basics of steam trap
Saving Boiler Fuel. Figure 1: Boiler System Operation Costs
 Saving Boiler Fuel By James McDonald, PE, CWT Originally Published: CSTR September 2005 On average, approximately 75% of the operational costs for a boiler is fuel cost, as shown in Figure 1. Water management,
Saving Boiler Fuel By James McDonald, PE, CWT Originally Published: CSTR September 2005 On average, approximately 75% of the operational costs for a boiler is fuel cost, as shown in Figure 1. Water management,
Overview of Heat Recovery Boiler Systems and Operating Costs Factors Effecting Blowdown Blowdown Heat Recovery The Energy Tank
 Overview of Heat Recovery Boiler Systems and Operating Costs Factors Effecting Blowdown Blowdown Heat Recovery The Energy Tank Unbiased, Third-Party, Water & Energy Management Consulting Firm: - Not affiliated
Overview of Heat Recovery Boiler Systems and Operating Costs Factors Effecting Blowdown Blowdown Heat Recovery The Energy Tank Unbiased, Third-Party, Water & Energy Management Consulting Firm: - Not affiliated
Steam Generation Efficiency Module Blowdown Losses Section
 Steam End User Training Steam Generation Efficiency Module Blowdown Losses Section Slide 1 Blowdown Losses Module This section will discuss blowdown loss and its affect on boiler efficiency. [Slide Visual
Steam End User Training Steam Generation Efficiency Module Blowdown Losses Section Slide 1 Blowdown Losses Module This section will discuss blowdown loss and its affect on boiler efficiency. [Slide Visual
Rule 1146.2 - EMISSIONS OF OXIDES OF NITROGEN FROM LARGE WATER HEATERS AND SMALL BOILERS
 Rule 1146.2 - EMISSIONS OF OXIDES OF NITROGEN FROM LARGE WATER HEATERS AND SMALL BOILERS (a) Purpose and Applicability The purpose of this rule is to reduce NOx emissions from natural gas-fired large (commercial)
Rule 1146.2 - EMISSIONS OF OXIDES OF NITROGEN FROM LARGE WATER HEATERS AND SMALL BOILERS (a) Purpose and Applicability The purpose of this rule is to reduce NOx emissions from natural gas-fired large (commercial)
Increasing Natural Gas Boiler Efficiency by Capturing Waste Energy from Flue Gas
 Increasing Natural Gas Boiler Efficiency by Capturing Waste Energy from Flue Gas Mark Schiffhauer, ATSI Engineering Services Cameron Veitch, Combustion and Energy Systems Scott Larsen, New York State Energy
Increasing Natural Gas Boiler Efficiency by Capturing Waste Energy from Flue Gas Mark Schiffhauer, ATSI Engineering Services Cameron Veitch, Combustion and Energy Systems Scott Larsen, New York State Energy
Rusty Walker, Corporate Trainer Hill PHOENIX
 Refrigeration 101 Rusty Walker, Corporate Trainer Hill PHOENIX Compressor Basic Refrigeration Cycle Evaporator Condenser / Receiver Expansion Device Vapor Compression Cycle Cooling by the removal of heat
Refrigeration 101 Rusty Walker, Corporate Trainer Hill PHOENIX Compressor Basic Refrigeration Cycle Evaporator Condenser / Receiver Expansion Device Vapor Compression Cycle Cooling by the removal of heat
Condensing Economizers Workshop Enbridge Gas, Toronto. MENEX Boiler Plant Heat Recovery Technologies. Prepared by: Jozo Martinovic, M A Sc, P Eng
 Condensing Economizers Workshop Enbridge Gas, Toronto MENEX Boiler Plant Heat Recovery Technologies Prepared by: Jozo Martinovic, M A Sc, P Eng MENEX Innovative Solutions May 15, 2008 MENEX INC. 683 Louis
Condensing Economizers Workshop Enbridge Gas, Toronto MENEX Boiler Plant Heat Recovery Technologies Prepared by: Jozo Martinovic, M A Sc, P Eng MENEX Innovative Solutions May 15, 2008 MENEX INC. 683 Louis
Specific Volume of Liquid (Column 7). The volume per unit of mass in cubic feet per pound.
. The volume per unit of mass in cubic feet per pound.") Steam Tables What They Are How to Use Them The heat quantities and temperature/ pressure relationships referred to in this Handbook are taken from the Properties of Saturated Steam table. Definitions of
Steam Tables What They Are How to Use Them The heat quantities and temperature/ pressure relationships referred to in this Handbook are taken from the Properties of Saturated Steam table. Definitions of
FLASH TANK ECONOMIZER PRODUCT GUIDE
 FLASH TANK ECONOMIZER PRODUCT GUIDE Overview A flash tank is used to recover blowdown energy in the form of flash steam and blowdown. This can only be used with a deaerator or some other pressurized device.
FLASH TANK ECONOMIZER PRODUCT GUIDE Overview A flash tank is used to recover blowdown energy in the form of flash steam and blowdown. This can only be used with a deaerator or some other pressurized device.
Energy Saving Solutions. Bob Montgomery Technical Solutions Specialist Waterloo Manufacturing
 Energy Saving Solutions Bob Montgomery Technical Solutions Specialist Waterloo Manufacturing Combustion Efficiency Measure Heat Recovery Energy Saving Solutions Upgrade Repair Replace Audits Financial
Energy Saving Solutions Bob Montgomery Technical Solutions Specialist Waterloo Manufacturing Combustion Efficiency Measure Heat Recovery Energy Saving Solutions Upgrade Repair Replace Audits Financial
UNDERSTANDING REFRIGERANT TABLES
 Refrigeration Service Engineers Society 1666 Rand Road Des Plaines, Illinois 60016 UNDERSTANDING REFRIGERANT TABLES INTRODUCTION A Mollier diagram is a graphical representation of the properties of a refrigerant,
Refrigeration Service Engineers Society 1666 Rand Road Des Plaines, Illinois 60016 UNDERSTANDING REFRIGERANT TABLES INTRODUCTION A Mollier diagram is a graphical representation of the properties of a refrigerant,
Evaluation Of Hybrid Air- Cooled Flash/Binary Power Cycle
 INL/CON-05-00740 PREPRINT Evaluation Of Hybrid Air- Cooled Flash/Binary Power Cycle Geothermal Resources Council Annual Meeting Greg Mines October 2005 This is a preprint of a paper intended for publication
INL/CON-05-00740 PREPRINT Evaluation Of Hybrid Air- Cooled Flash/Binary Power Cycle Geothermal Resources Council Annual Meeting Greg Mines October 2005 This is a preprint of a paper intended for publication
(Adopted December 1, 1978)(Amended July 8, 1983)(Amended November 6, 2009) (Amended September 5, 2014)
(Amended July 8, 1983)(Amended November 6, 2009) (Amended September 5, 2014)") (Adopted December 1, 1978)(Amended July 8, 1983)(Amended November 6, 2009) (Amended September 5, 2014) RULE 1111. REDUCTION OF NO x EMISSIONS FROM NATURAL-GAS- FIRED, FAN-TYPE CENTRAL FURNACES (a) (b)
(Adopted December 1, 1978)(Amended July 8, 1983)(Amended November 6, 2009) (Amended September 5, 2014) RULE 1111. REDUCTION OF NO x EMISSIONS FROM NATURAL-GAS- FIRED, FAN-TYPE CENTRAL FURNACES (a) (b)
Some Criteria for Choosing a Steam Boiler for a Microbrewery
 Some Criteria for Choosing a Steam Boiler for a Microbrewery Jack Coe Rite Engineering and Manufacturing Corporation Breweries rely on steam heating for a number of functions, primarily to heat the brew
Some Criteria for Choosing a Steam Boiler for a Microbrewery Jack Coe Rite Engineering and Manufacturing Corporation Breweries rely on steam heating for a number of functions, primarily to heat the brew
HOW TO SELECT A LOW VOLUME (L.V ) BOILER
 BOILER") HOW TO SELECT A LOW VOLUME (L.V ) BOILER FREQUENTLY ASKED QUESTIONS OR COMMENTS ON BOILERS Dear Potential Customer: Low Volume Operator Exempt boilers have been marketed in Ontario to eliminate the requirement
HOW TO SELECT A LOW VOLUME (L.V ) BOILER FREQUENTLY ASKED QUESTIONS OR COMMENTS ON BOILERS Dear Potential Customer: Low Volume Operator Exempt boilers have been marketed in Ontario to eliminate the requirement
IGEMA BOILER LEVEL & TDS CONTROLS
 IGEMA BOILER LEVEL & TDS CONTROLS IGEMA offers boiler level and TDS control products of the highest quality standard, being certified to ISO 9001. Made in Germany, IGEMA products are manufactured in compliance
IGEMA BOILER LEVEL & TDS CONTROLS IGEMA offers boiler level and TDS control products of the highest quality standard, being certified to ISO 9001. Made in Germany, IGEMA products are manufactured in compliance
Efficiency Metrics for CHP Systems: Total System and Effective Electric Efficiencies
 Efficiency Metrics for CHP Systems: Total System and Effective Electric Efficiencies Combined heat and power (CHP) is an efficient and clean approach to generating power and thermal energy from a single
Efficiency Metrics for CHP Systems: Total System and Effective Electric Efficiencies Combined heat and power (CHP) is an efficient and clean approach to generating power and thermal energy from a single
HYBRID WAY EAF OFF GAS HEAT RECOVERY -ECORECS- MASANARI YAMAZAKI*1, YASUHIRO SATO*2, RYUTARO SEKI*3
 HYBRID WAY EAF OFF GAS HEAT RECOVERY -ECORECS- BY MASANARI YAMAZAKI*1, YASUHIRO SATO*2, RYUTARO SEKI*3 SYNOPSIS JP Steel Plantech Co. has developed Hybrid system for EAF off-gas heat recovery, with EAF
HYBRID WAY EAF OFF GAS HEAT RECOVERY -ECORECS- BY MASANARI YAMAZAKI*1, YASUHIRO SATO*2, RYUTARO SEKI*3 SYNOPSIS JP Steel Plantech Co. has developed Hybrid system for EAF off-gas heat recovery, with EAF
INDEX 9-7-100 GENERAL
 REGULATION 9 INORGANIC GASEOUS POLLUTANTS RULE 7 NITROGEN OXIDES AND CARBON MONOXIDE FROM INDUSTRIAL, INSTITUTIONAL AND COMMERCIAL BOILERS, STEAM GENERATORS AND PROCESS HEATERS INDEX 9-7-100 GENERAL 9-7-101
REGULATION 9 INORGANIC GASEOUS POLLUTANTS RULE 7 NITROGEN OXIDES AND CARBON MONOXIDE FROM INDUSTRIAL, INSTITUTIONAL AND COMMERCIAL BOILERS, STEAM GENERATORS AND PROCESS HEATERS INDEX 9-7-100 GENERAL 9-7-101
It s time for H.E.R.O. Energy Saving Strategy for. Tunnel & Shuttle Kilns
 Energy Saving Strategy for Tunnel & Shuttle Kilns SANITARY WARE 1 Introduction The application of the Kyoto protocol and the effects of the recent energy crisis, have highlighted just how important it
Energy Saving Strategy for Tunnel & Shuttle Kilns SANITARY WARE 1 Introduction The application of the Kyoto protocol and the effects of the recent energy crisis, have highlighted just how important it
Water Efficiency. Water Management Options. Boilers. for Commercial, Industrial and Institutional Facilities. Boiler Water Impurities
 Water Efficiency Water Management Options Boilers for Commercial, Industrial and Institutional Facilities Boiler Water Impurities All boiler make-up water contains impurities. As clean steam is released
Water Efficiency Water Management Options Boilers for Commercial, Industrial and Institutional Facilities Boiler Water Impurities All boiler make-up water contains impurities. As clean steam is released
Energy Efficient Operations and Maintenance Strategies for Boilers
 Energy Efficient Operations and Maintenance Strategies for Boilers Large, complex and widely used, industrial boilers are major consumers of fuel. Proper operations and maintenance (O&M) procedures must
Energy Efficient Operations and Maintenance Strategies for Boilers Large, complex and widely used, industrial boilers are major consumers of fuel. Proper operations and maintenance (O&M) procedures must
Energy Efficiency in Steam Systems
 Energy Efficiency in Steam Systems Fundamentals of Energy Efficiency: An Introductory Workshop April 2008 John S. Raschko, Ph.D. Mass. Office of Technical Assistance www.mass.gov/envir/ota (617) 626-1093
Energy Efficiency in Steam Systems Fundamentals of Energy Efficiency: An Introductory Workshop April 2008 John S. Raschko, Ph.D. Mass. Office of Technical Assistance www.mass.gov/envir/ota (617) 626-1093
Best Practice in Boiler Water Treatment
 Best Practice in Boiler Water Treatment Boiler Water Treatment Part 2 Internal Treatment Objectives of Internal Water Treatment 1 To control the level of total dissolved solids (TDS) within the boiler
Best Practice in Boiler Water Treatment Boiler Water Treatment Part 2 Internal Treatment Objectives of Internal Water Treatment 1 To control the level of total dissolved solids (TDS) within the boiler
Natural Gas Energy Efficiency Opportunities for Commercial & Industrial Customers. Michael Pace Lead Engineer C & I Efficiency Programs
 Natural Gas Energy Efficiency Opportunities for Commercial & Industrial Customers Michael Pace Lead Engineer C & I Efficiency Programs Agenda Energy Efficiency Opportunities for Small/Mid Commercial Facilities
Natural Gas Energy Efficiency Opportunities for Commercial & Industrial Customers Michael Pace Lead Engineer C & I Efficiency Programs Agenda Energy Efficiency Opportunities for Small/Mid Commercial Facilities
Half the cost Half the carbon
 Half the cost Half the carbon the world s most efficient micro-chp What is BlueGEN? The most efficient small-scale electricity generator BlueGEN uses natural gas from the grid to generate electricity within
Half the cost Half the carbon the world s most efficient micro-chp What is BlueGEN? The most efficient small-scale electricity generator BlueGEN uses natural gas from the grid to generate electricity within
ELECTRODE BOILERS VAPOR POWER INTERNATIONAL
 ELECTRODE BOILERS WITH JET-FLO Technology VAPOR POWER INTERNATIONAL ELECTRODE boilers The Electrode Steam Boiler with Jet-Flo technology consists of an insulated pressure vessel and is fully enclosed in
ELECTRODE BOILERS WITH JET-FLO Technology VAPOR POWER INTERNATIONAL ELECTRODE boilers The Electrode Steam Boiler with Jet-Flo technology consists of an insulated pressure vessel and is fully enclosed in
Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard
 Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard Introduction SRU s (Sulfur Recovery Units) are critical pieces of equipment in refineries and gas plants. SRUs remove sulfur compounds from certain
Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard Introduction SRU s (Sulfur Recovery Units) are critical pieces of equipment in refineries and gas plants. SRUs remove sulfur compounds from certain
Drying of Woody Biomass. Process Engineering / GEA Barr-Rosin
 Drying of Woody Biomass BioPro Expo & Marketplace / Atlanta, GA / March 14-16, 2011 Drying of Woody Biomass Conventional Direct Fired Dryer Technology Proprietary work of the Copyright Owner Issues with
Drying of Woody Biomass BioPro Expo & Marketplace / Atlanta, GA / March 14-16, 2011 Drying of Woody Biomass Conventional Direct Fired Dryer Technology Proprietary work of the Copyright Owner Issues with
Boiler Calculations. Helsinki University of Technology Department of Mechanical Engineering. Sebastian Teir, Antto Kulla
 Helsinki University of Technology Department of Mechanical Engineering Energy Engineering and Environmental Protection Publications Steam Boiler Technology ebook Espoo 2002 Boiler Calculations Sebastian
Helsinki University of Technology Department of Mechanical Engineering Energy Engineering and Environmental Protection Publications Steam Boiler Technology ebook Espoo 2002 Boiler Calculations Sebastian
ABSTRACT. aspects of potential waste heat recovery systems and the economics of installing them at selected survey factories.
 ABSTRACT WASTE HEAT RECOVERY IN THE FOOD PROCESSING INDUSTRY W. L. Lundberg and J. A. Christenson Westinghouse Electric Corporation Advanced Energy Systems Division F. Wojnar H. J. Heinz Company U.S.A.
ABSTRACT WASTE HEAT RECOVERY IN THE FOOD PROCESSING INDUSTRY W. L. Lundberg and J. A. Christenson Westinghouse Electric Corporation Advanced Energy Systems Division F. Wojnar H. J. Heinz Company U.S.A.
Recovery Boiler Research Needs An Industry Perspective
 Recovery Boiler Research Needs An Industry Perspective Andrew Jones International Paper 7th International Colloquium on Black Liquor Combustion and Gasification International Paper Recovery Operation Goals
Recovery Boiler Research Needs An Industry Perspective Andrew Jones International Paper 7th International Colloquium on Black Liquor Combustion and Gasification International Paper Recovery Operation Goals
MC (Multi-Circulation) f o r S A G D a n d I n d u s t r i a l A p p l i c a t i o n s
 f o r S A G D a n d I n d u s t r i a l A p p l i c a t i o n s") MC (Multi-Circulation) f o r S A G D a n d I n d u s t r i a l A p p l i c a t i o n s Babcock & Wilcox Canada TSSG TM - SAGD-MC a n d I n d u s t r i a l A p p l i c a t i o n s w i t h M u l t i - C
MC (Multi-Circulation) f o r S A G D a n d I n d u s t r i a l A p p l i c a t i o n s Babcock & Wilcox Canada TSSG TM - SAGD-MC a n d I n d u s t r i a l A p p l i c a t i o n s w i t h M u l t i - C
BEST PRACTICE GUIDE. Energy Efficiency: Steam, Hot Water and Process Heating Systems
 BEST PRACTICE GUIDE Energy Efficiency: Steam, Hot Water and Process Heating Systems Contents 1 Introduction 4 2 The business benefits of steam system, hot water system and process heating system efficiency
BEST PRACTICE GUIDE Energy Efficiency: Steam, Hot Water and Process Heating Systems Contents 1 Introduction 4 2 The business benefits of steam system, hot water system and process heating system efficiency
Routine and Emergency Boiler Operation
 Routine and Emergency Boiler Operation Learning Outcome When you complete this module you will be able to: Describe the routine safe and efficient operation of a packaged boiler. Learning Objectives Here
Routine and Emergency Boiler Operation Learning Outcome When you complete this module you will be able to: Describe the routine safe and efficient operation of a packaged boiler. Learning Objectives Here
How To Understand Evaporator
 SECTION 5 COMMERCIAL REFRIGERATION UNIT 21 EVAPORATORS AND THE REFRIGERATION SYSTEM UNIT OBJECTIVES After studying this unit, the reader should be able to Define high-, medium-, and low-temperature refrigeration.
SECTION 5 COMMERCIAL REFRIGERATION UNIT 21 EVAPORATORS AND THE REFRIGERATION SYSTEM UNIT OBJECTIVES After studying this unit, the reader should be able to Define high-, medium-, and low-temperature refrigeration.
Building Energy Systems. - HVAC: Heating, Distribution -
 * Some of the images used in these slides are taken from the internet for instructional purposes only Building Energy Systems - HVAC: Heating, Distribution - Bryan Eisenhower Associate Director Center
* Some of the images used in these slides are taken from the internet for instructional purposes only Building Energy Systems - HVAC: Heating, Distribution - Bryan Eisenhower Associate Director Center
Heat Recovery and Compressed Air Systems
 Heat Recovery and Compressed Air Systems By Frank Moskowitz for the Compressed Air Challenge Having a fundamental understanding of how your plant s compressed air system works and what forces influence
Heat Recovery and Compressed Air Systems By Frank Moskowitz for the Compressed Air Challenge Having a fundamental understanding of how your plant s compressed air system works and what forces influence
The soot and scale problems
 Dr. Albrecht Kaupp Page 1 The soot and scale problems Issue Soot and scale do not only increase energy consumption but are as well a major cause of tube failure. Learning Objectives Understanding the implications
Dr. Albrecht Kaupp Page 1 The soot and scale problems Issue Soot and scale do not only increase energy consumption but are as well a major cause of tube failure. Learning Objectives Understanding the implications
FLUID CIRCULATION PUMP PRESSURE
 www.babcock-wanson.co.uk STEAM PRESSURE CURVE The Practical Application of Thermal Fluid Heating THERMAL FLUID CIRCULATION PUMP PRESSURE BS EN ISO 9001:2000 FM 29856 PED97/23 CDX tank cut away Combined
www.babcock-wanson.co.uk STEAM PRESSURE CURVE The Practical Application of Thermal Fluid Heating THERMAL FLUID CIRCULATION PUMP PRESSURE BS EN ISO 9001:2000 FM 29856 PED97/23 CDX tank cut away Combined
Equivalents & Conversion Factors 406 Capacity Formulas for Steam Loads 407 Formulas for Control Valve Sizing 408-409
 Engineering Data Table of Contents Page No. I II Formulas, Conversions & Guidelines Equivalents & Conversion Factors 406 Capacity Formulas for Steam Loads 407 Formulas for Control Sizing 408-409 Steam
Engineering Data Table of Contents Page No. I II Formulas, Conversions & Guidelines Equivalents & Conversion Factors 406 Capacity Formulas for Steam Loads 407 Formulas for Control Sizing 408-409 Steam
Total Heat Versus Sensible Heat Evaporator Selection Methods & Application
 Total Heat Versus Sensible Heat Evaporator Selection Methods & Application Scope The purpose of this paper is to provide specifying engineers, purchasers and users of evaporators in industrial refrigeration
Total Heat Versus Sensible Heat Evaporator Selection Methods & Application Scope The purpose of this paper is to provide specifying engineers, purchasers and users of evaporators in industrial refrigeration
Improving Energy Efficiency through Biomass Drying
 Improving Energy Efficiency through Biomass Drying Gilbert McCoy, Senior Energy Systems Engineer Northwest CHP Technical Assistance Partnership International District Energy Association Woody Biomass CHP
Improving Energy Efficiency through Biomass Drying Gilbert McCoy, Senior Energy Systems Engineer Northwest CHP Technical Assistance Partnership International District Energy Association Woody Biomass CHP
Air-sourced 90 Hot Water Supplying Heat Pump "HEM-90A"
 Air-sourced 90 Hot Water Supplying Heat Pump "HEM-90A" Takahiro OUE *1, Kazuto OKADA *1 *1 Refrigeration System & Energy Dept., Compressor Div., Machinery Business Kobe Steel has developed an air-sourced
Air-sourced 90 Hot Water Supplying Heat Pump "HEM-90A" Takahiro OUE *1, Kazuto OKADA *1 *1 Refrigeration System & Energy Dept., Compressor Div., Machinery Business Kobe Steel has developed an air-sourced
Thermal Coupling Of Cooling and Heating Systems
 This article was published in ASHRAE Journal, February 2011. Copyright 2011 American Society of Heating, Refrigerating and Air-Conditioning Engineers, Inc. Posted at www.ashrae.org. This article may not
This article was published in ASHRAE Journal, February 2011. Copyright 2011 American Society of Heating, Refrigerating and Air-Conditioning Engineers, Inc. Posted at www.ashrae.org. This article may not
University of Iowa Power Plant
 University of Iowa Power Plant Contents Purpose... 2 History... 3 Cogeneration... 6 Boilers... 7 Environmental Impact... 10 Steam Turbine Generators... 12 Modernization... 14 Biomass Fuel Initiative...
University of Iowa Power Plant Contents Purpose... 2 History... 3 Cogeneration... 6 Boilers... 7 Environmental Impact... 10 Steam Turbine Generators... 12 Modernization... 14 Biomass Fuel Initiative...
BOILER BLOWDOWN MANAGEMENT AND HEAT RECOVERY
 Texas Cattle Feeders Association Oklahoma State University Biosystems & Agricultural Engineering Fact Sheet Series for Cattle Feedlot Operations Fact Sheet #1 BOILER BLOWDOWN MANAGEMENT AND HEAT RECOVERY
Texas Cattle Feeders Association Oklahoma State University Biosystems & Agricultural Engineering Fact Sheet Series for Cattle Feedlot Operations Fact Sheet #1 BOILER BLOWDOWN MANAGEMENT AND HEAT RECOVERY
HC900 for Boiler Control Applications
 HC900 for Boiler Control Applications Background Until recent years, only the largest boilers could justify sophisticated boiler controls. Now high fuel costs make it necessary to improve boiler efficiency
HC900 for Boiler Control Applications Background Until recent years, only the largest boilers could justify sophisticated boiler controls. Now high fuel costs make it necessary to improve boiler efficiency
Boiler Efficiency Workshop
 Boiler Efficiency Workshop May 30, 2013 Presented by: Aqeel Zaidi, P.Eng., CEM, CMVP Energy Solutions Manager Questions and follow-up should be directed to: [email protected] 416.495.6531 Safety
Boiler Efficiency Workshop May 30, 2013 Presented by: Aqeel Zaidi, P.Eng., CEM, CMVP Energy Solutions Manager Questions and follow-up should be directed to: [email protected] 416.495.6531 Safety
How To Clean Water From An Ammonia Refrigeration System
 Water Contamination and Water Removal in Industrial Ammonia Refrigeration Systems By Ray Ficker, PE Effects of Water Contamination Water contamination in an industrial ammonia refrigeration system can
Water Contamination and Water Removal in Industrial Ammonia Refrigeration Systems By Ray Ficker, PE Effects of Water Contamination Water contamination in an industrial ammonia refrigeration system can
Refrigeration Basics 101. By: Eric Nelson
 Refrigeration Basics 101 By: Eric Nelson Basics Refrigeration is the removal of heat from a material or space, so that it s temperature is lower than that of it s surroundings. When refrigerant absorbs
Refrigeration Basics 101 By: Eric Nelson Basics Refrigeration is the removal of heat from a material or space, so that it s temperature is lower than that of it s surroundings. When refrigerant absorbs
Less Exhaust Gas Less Pollution More Dollar Savings
 Less Exhaust Gas Less Pollution More Dollar Savings CASE STUDIES Dow Corning - RTV Silicone Plant ConDex System utilized to heat boiler make up water from 50 F up to 180 F with recovered energy from boiler
Less Exhaust Gas Less Pollution More Dollar Savings CASE STUDIES Dow Corning - RTV Silicone Plant ConDex System utilized to heat boiler make up water from 50 F up to 180 F with recovered energy from boiler
SECTION 5 COMMERCIAL REFRIGERATION UNIT 22 CONDENSERS
 SECTION 5 COMMERCIAL REFRIGERATION UNIT 22 CONDENSERS UNIT OBJECTIVES After studying this unit, the reader should be able to explain the purpose of the condenser in a refrigeration system. describe differences
SECTION 5 COMMERCIAL REFRIGERATION UNIT 22 CONDENSERS UNIT OBJECTIVES After studying this unit, the reader should be able to explain the purpose of the condenser in a refrigeration system. describe differences
Blowdown vessels Meeting the requirements of HSE PM60
 Blowdown vessels Meeting the requirements of HSE PM60 BDV60 blowdown vessels complete range of equipment for the safe disposal of boiler blowdown Boiler blowdown Steam boilers must be blown down to remove
Blowdown vessels Meeting the requirements of HSE PM60 BDV60 blowdown vessels complete range of equipment for the safe disposal of boiler blowdown Boiler blowdown Steam boilers must be blown down to remove
Troubleshooting an Air Conditioning system. R D Holder Eng. Roger D Holder MSME
 Troubleshooting an Air Conditioning system R D Holder Eng. Roger D Holder MSME Troubleshooting of an air conditioning system is a step by step procedure. I have found that a 4 step procedure is the best
Troubleshooting an Air Conditioning system R D Holder Eng. Roger D Holder MSME Troubleshooting of an air conditioning system is a step by step procedure. I have found that a 4 step procedure is the best
EFFICIENCY WITH DIFFERENT GCV OF COAL AND EFFICIENCY IMPROVEMENT OPPORTUNITY IN BOILER
 EFFICIENCY WITH DIFFERENT GCV OF COAL AND EFFICIENCY IMPROVEMENT OPPORTUNITY IN BOILER Chetan T. Patel 1, Dr.Bhavesh K. patel 2, Vijay K. Patel 3 M.E. in Energy Engineering 4 th sem, Government Engineering
EFFICIENCY WITH DIFFERENT GCV OF COAL AND EFFICIENCY IMPROVEMENT OPPORTUNITY IN BOILER Chetan T. Patel 1, Dr.Bhavesh K. patel 2, Vijay K. Patel 3 M.E. in Energy Engineering 4 th sem, Government Engineering
Webpage: www.ijaret.org Volume 3, Issue IV, April 2015 ISSN 2320-6802
 Efficiency Assessment and Improvement of at Super Thermal Power Station Vikram Singh Meena 1, Dr. M.P Singh 2 1 M.Tech in Production Engineering, Jagannath University, Jaipur, Rajasthan, India [email protected]
Efficiency Assessment and Improvement of at Super Thermal Power Station Vikram Singh Meena 1, Dr. M.P Singh 2 1 M.Tech in Production Engineering, Jagannath University, Jaipur, Rajasthan, India [email protected]
Printing and Publishing Energy Savings Guide
 Printing and Publishing Energy Savings Guide Oregon printing and publishing plants face challenges of rising operating costs, environmental and other regulations, outdated equipment and customer demand
Printing and Publishing Energy Savings Guide Oregon printing and publishing plants face challenges of rising operating costs, environmental and other regulations, outdated equipment and customer demand
FEMP Designated Product Assessment for Commercial Gas Water Heaters
 FEMP Designated Product Assessment for Commercial Gas Water Heaters Jim Lutz Energy Analysis Department Lawrence Berkeley National Laboratory Berkeley, CA 94720 April, 2010 This work was supported by the
FEMP Designated Product Assessment for Commercial Gas Water Heaters Jim Lutz Energy Analysis Department Lawrence Berkeley National Laboratory Berkeley, CA 94720 April, 2010 This work was supported by the
Natural Gas Conversions of Existing Coal-Fired Boilers
 White Paper MS-14 Natural Gas Conversions of Existing Coal-Fired s Authors: F.J. Binkiewicz Jr., P.E. R.J. Kleisley B.E. McMahon J.E. Monacelli D.A. Roth D.K. Wong Babcock & Wilcox Power Generation Group,
White Paper MS-14 Natural Gas Conversions of Existing Coal-Fired s Authors: F.J. Binkiewicz Jr., P.E. R.J. Kleisley B.E. McMahon J.E. Monacelli D.A. Roth D.K. Wong Babcock & Wilcox Power Generation Group,
BOILER OPERATORS HANDBOOK
 BOILER OPERATORS HANDBOOK prepared by National Industrial Fuel Efficiency Service Ltd. Graham & Trotman First published in 1959 as the New Stoker's Manual and in 1969 as The Boiler Operators Handbook This
BOILER OPERATORS HANDBOOK prepared by National Industrial Fuel Efficiency Service Ltd. Graham & Trotman First published in 1959 as the New Stoker's Manual and in 1969 as The Boiler Operators Handbook This
THE PRODUCTION OF ELECTRICITY FROM WOOD AND OTHER SOLID BIOMASS
 THE PRODUCTION OF ELECTRICITY FROM WOOD AND OTHER SOLID BIOMASS RTP TM /ADVANCED CYCLE VS. COMBUSTION STEAM CYCLES OR WHY NOT SIMPLY COMBUST? For decades, the only commercial option available for the production
THE PRODUCTION OF ELECTRICITY FROM WOOD AND OTHER SOLID BIOMASS RTP TM /ADVANCED CYCLE VS. COMBUSTION STEAM CYCLES OR WHY NOT SIMPLY COMBUST? For decades, the only commercial option available for the production
F ox W hi t e Paper. Reduce Energy Costs and Enhance Emissions Monitoring Systems
 F ox W hi t e Paper Reduce Energy Costs and Enhance Emissions Monitoring Systems A Technical White Paper from Fox Thermal Instruments Rich Cada, VP Sales & Marketing, Fox Thermal Instruments, Inc. 399
F ox W hi t e Paper Reduce Energy Costs and Enhance Emissions Monitoring Systems A Technical White Paper from Fox Thermal Instruments Rich Cada, VP Sales & Marketing, Fox Thermal Instruments, Inc. 399
Factory owners must ensure the boiler is:
 Factory owners must ensure the boiler is: * Registered with the Boilers and Pressure Vessels Division, Labour Department * Examined by an appointed examiner and has a valid certificate of fitness * Supervised
Factory owners must ensure the boiler is: * Registered with the Boilers and Pressure Vessels Division, Labour Department * Examined by an appointed examiner and has a valid certificate of fitness * Supervised
THE PSYCHROMETRIC CHART AND ITS USE
 Service Application Manual SAM Chapter 630-16 Section 3A THE PSYCHROMETRIC CHART AND ITS USE Psychrometry is an impressive word which is defined as the measurement of the moisture content of air. In broader
Service Application Manual SAM Chapter 630-16 Section 3A THE PSYCHROMETRIC CHART AND ITS USE Psychrometry is an impressive word which is defined as the measurement of the moisture content of air. In broader
Characteristics of Evaporators
 Characteristics of Evaporators Roger D. Holder, CM, MSME 10-28-2003 Heat or Energy In this paper, we will discuss the characteristics of an evaporator coil. The variance of the operational condenses of
Characteristics of Evaporators Roger D. Holder, CM, MSME 10-28-2003 Heat or Energy In this paper, we will discuss the characteristics of an evaporator coil. The variance of the operational condenses of
9. ENERGY PERFORMANCE ASSESSMENT OF HVAC SYSTEMS
 9. ENERGY PERFORMANCE ASSESSMENT OF HVAC SYSTEMS 9.1 Introduction Air conditioning and refrigeration consume significant amount of energy in buildings and in process industries. The energy consumed in
9. ENERGY PERFORMANCE ASSESSMENT OF HVAC SYSTEMS 9.1 Introduction Air conditioning and refrigeration consume significant amount of energy in buildings and in process industries. The energy consumed in
Estimated emissions and CO2 savings deriving from adoption of in-place recycling techniques for road pavements
 Estimated emissions and CO2 savings deriving from adoption of in-place recycling techniques for road pavements Introduction Objective: to estimate the CO2 emissions produced by road surface construction
Estimated emissions and CO2 savings deriving from adoption of in-place recycling techniques for road pavements Introduction Objective: to estimate the CO2 emissions produced by road surface construction
I. STEAM GENERATION, BOILER TYPES
 I. STEAM GENERATION, BOILER TYPES and BOILER PLANT SYSTEMS 1 Steam Generation Water s Unique Properties: High Thermal Capacity (Specific Heat) High Critical Temperature Ideal Medium for Heat Delivery High
I. STEAM GENERATION, BOILER TYPES and BOILER PLANT SYSTEMS 1 Steam Generation Water s Unique Properties: High Thermal Capacity (Specific Heat) High Critical Temperature Ideal Medium for Heat Delivery High
Industrial Water Energy Nexus Assessment Campbell Soup California Tomato Processing Facility
 CONSULTANT DRAFT FINAL REPORT CALIFORNIA ENERGY COMMISSION Industrial Water Energy Nexus Assessment Campbell Soup California Tomato Processing Facility August 2013 CEC Jerry Brown, Governor Prepared By:
CONSULTANT DRAFT FINAL REPORT CALIFORNIA ENERGY COMMISSION Industrial Water Energy Nexus Assessment Campbell Soup California Tomato Processing Facility August 2013 CEC Jerry Brown, Governor Prepared By:
High-performance steam boiler and hot water boiler plants for industry
 High-performance steam boiler and hot water boiler plants for industry Information 2/3 HKB leading manufacturer of industrial boiler plants in Europe and Asia Steam boilers with outputs up to 120 t/h and
High-performance steam boiler and hot water boiler plants for industry Information 2/3 HKB leading manufacturer of industrial boiler plants in Europe and Asia Steam boilers with outputs up to 120 t/h and
How much do you know about HVAC? Try testing yourself with the following questions and then take a look at the answers on the following page.
 Demystifying HVAC Test Your HVAC Knowledge By Ron Prager How much do you know about HVAC? Try testing yourself with the following questions and then take a look at the answers on the following page. 1)
Demystifying HVAC Test Your HVAC Knowledge By Ron Prager How much do you know about HVAC? Try testing yourself with the following questions and then take a look at the answers on the following page. 1)
Chapter 2.2: Boilers
 Chapter 2.2: Boilers Part I: Objective type Questions and Answers 1. The minimum capacity of any closed vessel which generates steam under Indian Boilers Regulation Act is. a) 2.275 liters b) 22.75 kilo
Chapter 2.2: Boilers Part I: Objective type Questions and Answers 1. The minimum capacity of any closed vessel which generates steam under Indian Boilers Regulation Act is. a) 2.275 liters b) 22.75 kilo
Boiler Preparation, Start-Up and Shutdown
 Boiler Preparation, Start-Up and Shutdown Learning Outcome When you complete this module you will be able to: Describe the basic preparation of a boiler for start-up, and the start-up and shutdown procedures.
Boiler Preparation, Start-Up and Shutdown Learning Outcome When you complete this module you will be able to: Describe the basic preparation of a boiler for start-up, and the start-up and shutdown procedures.
1. Standard conditions are 29.92 in. Hg (760 mm Hg, 14.696 psia) and 68 F (20 C).
 and 68 F (20 C).") INTRODUCTION Emission Monitoring Inc. DETERMINING F-FACTORS FROM GAS CHROMATOGRAPHIC ANALYSES Roger T. Shigehara Emission Monitoring Incorporated Howard F. Schiff TRC Environmental Corporation EPA Method
INTRODUCTION Emission Monitoring Inc. DETERMINING F-FACTORS FROM GAS CHROMATOGRAPHIC ANALYSES Roger T. Shigehara Emission Monitoring Incorporated Howard F. Schiff TRC Environmental Corporation EPA Method
Feasibility Study for Mobile Sorption Storage in Industrial Applications
 Feasibility Study for Mobile Sorption Storage in Industrial Applications G. Storch, A. Hauer ZAE Bayern Bavarian Center for Applied Energy Research Motivation Aim: waste heat usage for better overall efficiency
Feasibility Study for Mobile Sorption Storage in Industrial Applications G. Storch, A. Hauer ZAE Bayern Bavarian Center for Applied Energy Research Motivation Aim: waste heat usage for better overall efficiency
Continuous flow direct water heating for potable hot water
 Continuous flow direct water heating for potable hot water An independently produced White Paper for Rinnai UK 2013 www.rinnaiuk.com In the 35 years since direct hot water systems entered the UK commercial
Continuous flow direct water heating for potable hot water An independently produced White Paper for Rinnai UK 2013 www.rinnaiuk.com In the 35 years since direct hot water systems entered the UK commercial
Glossary of Heating, Ventilation and Air Conditioning Terms
 Glossary of Heating, Ventilation and Air Conditioning Terms Air Change: Unlike re-circulated air, this is the total air required to completely replace the air in a room or building. Air Conditioner: Equipment
Glossary of Heating, Ventilation and Air Conditioning Terms Air Change: Unlike re-circulated air, this is the total air required to completely replace the air in a room or building. Air Conditioner: Equipment
Boiler Efficiency. Charles Stark Department of Poultry Science. [email protected]
 Reducing Energy Cost Through Boiler Efficiency Charles Stark Department of Poultry Science North Carolina State University [email protected] Use of trade names in this publication does not imply endorsement
Reducing Energy Cost Through Boiler Efficiency Charles Stark Department of Poultry Science North Carolina State University [email protected] Use of trade names in this publication does not imply endorsement
Energy Saving Ideas for Your Box Plant
 General Session Energy Saving Ideas for Your Box Plant Moderator: Jeff Pallini Fosber America, Inc. Program Overview: Immediate Ideas: Jim Simko of Simtek Systems, Inc. Mid-Term Ideas: John Donahue of
General Session Energy Saving Ideas for Your Box Plant Moderator: Jeff Pallini Fosber America, Inc. Program Overview: Immediate Ideas: Jim Simko of Simtek Systems, Inc. Mid-Term Ideas: John Donahue of
VACUUM REFRIGERATION SYSTEMS
 VACUUM REFRIGERATION SYSTEMS CHILL VACTOR The Croll-Reynolds CHILL-VACTOR is a chiller that uses a vapor flashing process. Water has a pressure-temperature relationship which is its boiling point. If its
VACUUM REFRIGERATION SYSTEMS CHILL VACTOR The Croll-Reynolds CHILL-VACTOR is a chiller that uses a vapor flashing process. Water has a pressure-temperature relationship which is its boiling point. If its
BOILER TUNE-UP GUIDE FOR NATURAL GAS AND LIGHT FUEL OIL OPERATION GREG HARRELL, PH.D., P.E.
 ENERGY MANAGEMENT SERVICES Greg Harrell, Ph.D., P.E. 341 Willocks Drive Jefferson City, Tennessee 37760 Telephone: (865) 719-0173 Email: [email protected] BOILER TUNE-UP GUIDE FOR NATURAL GAS AND
ENERGY MANAGEMENT SERVICES Greg Harrell, Ph.D., P.E. 341 Willocks Drive Jefferson City, Tennessee 37760 Telephone: (865) 719-0173 Email: [email protected] BOILER TUNE-UP GUIDE FOR NATURAL GAS AND
How To Evaluate Cogeneration
 Power topic #7018 Technical information from Cummins Power Generation Inc. Evaluating cogeneration for your facility: A look at the potential energy-efficiency, economic and environmental benefits > White
Power topic #7018 Technical information from Cummins Power Generation Inc. Evaluating cogeneration for your facility: A look at the potential energy-efficiency, economic and environmental benefits > White
Why use Tigerloop in fuel heating systems?
 The Original Oil De-aerator Why use Tigerloop in fuel heating systems? Reliability New products are continually being developed in the modern oil heating industry in order to satisfy new laws and regulations
The Original Oil De-aerator Why use Tigerloop in fuel heating systems? Reliability New products are continually being developed in the modern oil heating industry in order to satisfy new laws and regulations
C. starting positive displacement pumps with the discharge valve closed.
 KNOWLEDGE: K1.04 [3.4/3.6] P78 The possibility of water hammer in a liquid system is minimized by... A. maintaining temperature above the saturation temperature. B. starting centrifugal pumps with the
KNOWLEDGE: K1.04 [3.4/3.6] P78 The possibility of water hammer in a liquid system is minimized by... A. maintaining temperature above the saturation temperature. B. starting centrifugal pumps with the
SIZING AND CAPACITIES OF GAS PIPING
 APPENDIX A (IFGS) SIZING AND CAPACITIES OF GAS PIPING (This appendix is informative and is not part of the code.) A.1 General. To determine the size of piping used in a gas piping system, the following
APPENDIX A (IFGS) SIZING AND CAPACITIES OF GAS PIPING (This appendix is informative and is not part of the code.) A.1 General. To determine the size of piping used in a gas piping system, the following
DIRECT STEAM INJECTION HOT WATER SYSTEMS FOR JACKETED HEATING
 By Philip Sutter Pick Heaters, Inc. DIRECT STEAM INJECTION HOT WATER SYSTEMS FOR JACKETED HEATING INTRODUCTION Many process plants currently use steam or hot water to heat jacketed devices such as tanks,
By Philip Sutter Pick Heaters, Inc. DIRECT STEAM INJECTION HOT WATER SYSTEMS FOR JACKETED HEATING INTRODUCTION Many process plants currently use steam or hot water to heat jacketed devices such as tanks,
OROT RABIN POWER STATION UNITS 1-4. 4 x 350 MW
 ISRAEL ELECTRIC OROT RABIN POWER STATION UNITS 1-4 4 x 350 MW COAL BOILER CONVERSION TO LOW NO X NATURAL GAS AND COAL FIRING BY PRIMARY AND SECONDARY MEASURES INSTALLATION Replacing the Burner Management
ISRAEL ELECTRIC OROT RABIN POWER STATION UNITS 1-4 4 x 350 MW COAL BOILER CONVERSION TO LOW NO X NATURAL GAS AND COAL FIRING BY PRIMARY AND SECONDARY MEASURES INSTALLATION Replacing the Burner Management
TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS
 TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS Dr. Abhay Kumar Sahay, AGM(CC OS) Bijay Manjul, AGM( Operation) Kahalgaon Boiler has three inputs Steam generator 1. WATER 2. COAL 3. AIR Burner Air preheater
TRIAL CHEMICAL CLEANING OF FOULED APH BASKETS Dr. Abhay Kumar Sahay, AGM(CC OS) Bijay Manjul, AGM( Operation) Kahalgaon Boiler has three inputs Steam generator 1. WATER 2. COAL 3. AIR Burner Air preheater
ENERGY SAVING WORT BOILING SISTEM IN BREWING FACTORY
 ENERGY SAVING WORT BOILING SISTEM IN BREWING FACTORY Mariana Geta TOMESCU (cas. Cismarescu) *, Carol CSATLOS** * Faculty of Food and Tourism, Transilvania University of Braşov, Braşov, Romania ** Faculty
ENERGY SAVING WORT BOILING SISTEM IN BREWING FACTORY Mariana Geta TOMESCU (cas. Cismarescu) *, Carol CSATLOS** * Faculty of Food and Tourism, Transilvania University of Braşov, Braşov, Romania ** Faculty
Efficiency on a large scale CFB Steam Boilers
 Efficiency on a large scale CFB Steam Boilers Circulating Fluidized Bed Steam Boiler The Circulating Fluidized Bed Steam Boiler is an offering from Bosch Thermotechnology a member of the worldwide Bosch
Efficiency on a large scale CFB Steam Boilers Circulating Fluidized Bed Steam Boiler The Circulating Fluidized Bed Steam Boiler is an offering from Bosch Thermotechnology a member of the worldwide Bosch
Energy Saving Fact Sheet Boilers
 Energy Saving Fact Sheet Boilers Turn a burning issue into real energy savings You need a boiler to heat your premises and provide hot water or to generate steam for use in industrial processes. Unfortunately,
Energy Saving Fact Sheet Boilers Turn a burning issue into real energy savings You need a boiler to heat your premises and provide hot water or to generate steam for use in industrial processes. Unfortunately,
Description of Thermal Oxidizers
 Description of Thermal Oxidizers NESTEC, Inc. is a full service equipment supplier specializing in solutions for plant emission problems. The benefit in working with NESTEC, Inc. is we bring 25+ years
Description of Thermal Oxidizers NESTEC, Inc. is a full service equipment supplier specializing in solutions for plant emission problems. The benefit in working with NESTEC, Inc. is we bring 25+ years
Boiler NOx Emissions and Energy Efficiency
 Boiler NOx Emissions and Energy Efficiency Prepared For: Boiler Operators and Facility Managers Prepared By: 100 Montgomery Street, Suite 600 San Francisco, CA 94104 AGENDA Introduction Boiler NOx Formation
Boiler NOx Emissions and Energy Efficiency Prepared For: Boiler Operators and Facility Managers Prepared By: 100 Montgomery Street, Suite 600 San Francisco, CA 94104 AGENDA Introduction Boiler NOx Formation