A PRODUCT OF NEMAG HOLLAND
|
|
|
- Eugenia Golden
- 7 years ago
- Views:
Transcription
1 USER MANUAL ROPE PEAR SOCKETS SIZE: 1-17 A PRODUCT OF NEMAG HOLLAND

2 1. INTRODUCTION 1.1 Field of application 1.2 Technical specifications of NEMAG Rope Pear Sockets 1.3 Technical specifications of the connecting parts 1.4 Marking 1.5 Safety regulations NEMAG Rope Pear Sockets 2. DESCRIPTION 2.1 The bow 2.2 The body 3. MOUNTING AND DISMOUNTING 3.1 Casting method NEMAG Rope Pear Sockets to steel wire ropes 3.2 Removing of metallic casting masses 3.3 Extruding of synthetic resin casting masses 4. TRANSPORT AND STORAGE 5. MAINTENANCE AND INSPECTION 5.1 Lubrication 5.2 Cleaning 5.3 Inspection 5.4 Magnetism 5.5 Sharp hard points and burrs 5.6 Test load 6. REJECTION 7. CIRCUMSTANCES BEYOND OUR CONTROL 8. KEY WORDS REGISTER 9. ENCLOSURES 9.1 Tables 9.2 Figures Zierikzee, 2002 Additional user manuals can be ordered from: NEMAG B.V. P.O.Box 110/NL-4300 AC Zierikzee / Holland Tel.: / Fax grab@nemag.com / www nemag.com 2

3 1. INTRODUCTION The NEMAG Rope Pear Socket, made of high-alloy austenitic manganese steel, is a common end connection for steel wire ropes. 1.1 The field of application The NEMAG Rope Pear Socket is cast as an end connection to a steel wire rope when: The complete rope connection, consisting of two NEMAG Rope Pear Sockets and a Quick Release Link, which must run over special (wide U) sheaves, see figure The rope connection mentioned in is used to be able to connect and disconnect two steel wire ropes quickly A smooth transition from a steel wire rope to a chain is required, which can be attached or detached quickly (see figure 9.2.2) A smooth transition from a steel wire rope to an appliance is required, which can be attached or detached quickly (see figure 9.2.3). 1.2 The technical specifications of the NEMAG Rope Pear Socket (table 9.1.1) Working load The working load is maximally equal to 1/5 of the indicated minimum breaking load The breaking load is related to the average applicable steel wire rope in the construction 6x36WS with steel core, with a tensile strength of 1770 N/mm Material NEMAG Rope Pear Sockets are cast out of GX 120 Mn 12, an austenitic manganese steel, with a high elongation. 1.3 Technical specifications of the connecting parts Dimensions of NEMAG Quick Release links (see table 9.1.2) Connecting options between various sizes of NEMAG Rope Pear Sockets and Quick Release links (see table 9.1.3) Dimensions of special sheaves, named 'wide U sheaves' (see table 9.1.4). 1.4 Marking NEMAG Rope Pear Sockets are marked with : Factory brand Indication of the size The batch code 3
 1.1.4 A smooth transition from a steel wire rope to an appliance is required, which can be attached or detached quickly (see figure 9.2.3). 1.2 The technical specifications of the NEMAG Rope Pear Socket (table 9.")
4 1.5 Safety regulations NEMAG Rope Pear Socket Never expose the NEMAG Rope Pear Socket to a temperature upwards of 350 deg. C Do not expose the NEMAG Rope Pear Socket to a temperature of 300 C for more than 100 hours Never do any welding work on the NEMAG Rope Pear Socket Carry out a visual inspection on the NEMAG Rope Pear Socket for deficiencies after each period of use of 200 hours Do not use the NEMAG Rope Pear Socket anymore in case of a permanent deformation Do not use the NEMAG Rope Pear Socket if it is strongly magnetic (see par. 5.4) Do not use the NEMAG Rope Pear Socket anymore if it has undergone more than 250,000 loads Never apply a steel wire rope with a diameter that deviates from that stated in table Do not use the NEMAG Rope Pear Socket anymore after being overloaded Do not use the NEMAG Rope Pear Socket in the event of a greater wear than stated in chapter 6 "REJECTION" Seriously damaged NEMAG Rope Pear Sockets must not be used The melting point of the casting alloy should not exceed 245 deg. C NEMAG Rope Pear Sockets must not be heat-treated NEMAG Rope Pear Sockets must not be refined again NEMAG Rope Pear Sockets cast-on with synthetic resin must not be subjected to temperatures exceeding 115 C NEMAG Rope Pear Sockets cast-on with synthetic resin must not be subjected to strong alkalic solutions, acetone and methyl-ethyl ketone If you have any doubts about the condition of use of the NEMAG Rope Pear Socket, send a written request for instructions to the manufacturer If you have any doubts about the applicability of a NEMAG Rope Pear Socket, send a written request for instructions to the manufacturer. 2. DESCRIPTION (see figure 9.2.4) The NEMAG Rope Pear Socket can be divided into two parts, i.e. the bow and the body. 2.1 The bow The inside of the bow must be smooth and not have any burrs. Possible porosity should not exceed the standard for a penetrant check PT70-2 class The body The body is allowed to have a rough area and the porosity lies within class 4 of the standard for a penetrant check PT70-2. In the body there are 2 'level cams' which indicate the maximum casting height. At the bottom of the body, i.e. there where the wire rope is put into the body of the NEMAG Rope Pear Socket, the surface on the inside must be smooth and end in a radius of approx. half the wall thickness. 4

5 3. MOUNTING AND DISMOUNTING 3.1 Casting method NEMAG Rope Pear Sockets to steel wire ropes This instruction is only general. For a detailed procedure follow the instructions of the suppliers of the casting mass The temporary tieing off material (see figure 9.2.5). With wire ropes and strands which are not preformed it is necessary to apply temporary tieing off material on both sides of the cutting point Cutting the steel wire rope. Preferably cut through slitting. Do not apply autogenous burning-through for the following reasons: Decreased tensile strength of the steel wire rope Degreasing of the steel wire outside the NEMAG Rope Pear Socket Wires are difficult to separate when forming a 'broom' The permanent tieing-off material (see figure 9.2.5) The permanent tieing-off material has a length of at least 2 x the steel wire diameter. Usually the tieing-off material is tin-plated or made of galvanised soft wire. The total diameter at the tieing-off should not exceed the diameter of the hole on the bottom of the NEMAG Rope Pear Socket Dimension 'L' (see figure 9.2.5) Dimension 'L' with the casting masses of synthetic resin or Tego VG3 : L = length conical body of the NEMAG Rope Pear Socket - steel wire diameter Dimension 'L' with tin-lead-bismuth alloys and with a few special steel wire connections: L = 1.5 x the length of the conical sleeve of the NEMAG Rope Pear Socket - the steel wire diameter (hereby the wires of the broom are bent back) The broom (see figure 9.2.6) The steel wire rope is slidden into the degreased NEMAG Rope Pear Socket with or without temporary tieing-off material, and the strands are bent out to the permanent rounding material. The wires of the strands are unwrapped, but not stretched out. Now a broom has been formed with a maximum angle of inclination of 60 C for closed steel wire ropes and a maximum angle of inclination of 45 C for wrought steel wire ropes. Rope or synthetic cores should be cut off up to the permanent tieing-off material. In order to clean, degrease or stain the open broom, it must be held downwards in the degreasant or mordant up to the permanent rounding material. In other words, take care that only the broom and not the steel wire rope is degreased or stained. Cleansing agents, degreasants and mordants must be applied in conformity with the instructions of the supplier of the casting mass. 5

6 3.1.6 Tin-plating When applying metallic casting masses such as tin-lead-bismuth alloys and Tego VG3, the stained broom is immersed up to the tieing-off material in a tin plating solution of 280 to 300 C, as a result of which all wires should be covered with a thin layer of tin Placing and setting up of broom, steel wire rope and NEMAG Rope Pear Socket (see figure 9.2.7). The broom is pulled into the conical case of the NEMAG Rope Pear Socket until: The wire ends or the bend of the bent wires lie 1 to 2 mm above the level cam, that is with synthetic resin The wire ends or the bend of the bent wires lie 2 to 5 mm below the level cam, that is with metallic casting masses. The wires at the top of the broom must be divided as much as possible in the conical case. The longitudinal axis of the NEMAG Rope Pear Socket placed at right angles and the heart of the steel wire rope must be in line, and the steel wire rope must run straight from the rope end at least 30 x the length of the rope diameter. The rope end must be sealed with plaster and place it in such a way that is immovable Preparing and casting the casting mass. Follow the instructions of the supplier of the casting mass consistently. With metallic casting masses the NEMAG Rope Pear Socket must be preheated. Check local preheating of the NEMAG Rope Pear Socket, for example use a ring-type burner. The preheating temperature depends on the applied casting mass, but should never exceed 200 C. 3.2 Removing of metallic casting masses The melting down of the remaining steel wire end should be done with care. Use a ring-type burner for an equal heating of the NEMAG Rope Pear Socket. However, a well-adjustable electric stove or a thermostatically controlled metal bath is preferable. For melting down the metallic casting alloys, the instructions of the supplier must be followed consistently. Use thermocouples, infrared temperature measuring, contact temperature measuring devices or thermochrome pins for monitoring the temperature. 3.3 Extruding of synthetic resin casting masses The remaining steel wire end in the NEMAG Rope Pear Socket cast with synthetic resin can be pressed out and crushed with a hydraulic press (see figure 9.2.8) 6

7 4. TRANSPORT AND STORAGE The NEMAG Rope Pear Socket has been conserved for shipment with a rust-proof agent. Take care that the consignment does not come into contact with substances that stimulate oxidation. Minimum storage requirement: under a covering. 5. MAINTENANCE AND INSPECTION 5.1 Lubrication Keeping the contact surfaces of the NEMAG Rope Pear Socket and connected Quick Release link well-lubricated has a strong life-extending effect for both. 5.2 Cleaning During use of the NEMAG Rope Pear Socket particles that stimulate wear may become embedded in the lubricant. It is advisable to regularly clean the bow of the NEMAG Rope Pear Socket. 5.3 Inspection The entire NEMAG Rope Pear Socket, including the steel wire casting, must be visually inspected with respect to deficiencies after each period of use of 200 hours. 5.4 Magnetism NEMAG Rope Pear Sockets of good austenitic quality are lightly magnetic. The magnetism of NEMAG Rope Pear Sockets is measured at the place which is indicated at the location which is indicated on figure Strong magnetism can be compared with the result of a thickness gauge for a coating layer, whereby the read coating layer thickness equals or is smaller than 100 micron. 5.5 Sharp hard points and burrs Grind off sharp hard points (so-called nitride pins) and burrs which developed as a result of wear. Even polishing the contact surfaces increases the life of the connection. 5.6 Test load NEMAG Rope Pear Sockets can be test-loaded in our workshop on a calibrated tensile testing machine on 2/5 of the minimum breaking load. 6. REJECTION 6.1 Maximum wear on bow. If the wear resulting from use exceeds 15% of the nominal dimensions at any given place, the NEMAG Rope Pear Socket has to be rejected and destroyed. 6.2 Heating of the NEMAG Rope Pear Socket has exceeded 350 C. The NEMAG Rope Pear Socket has to be rejected and destroyed. 6.3 NEMAG Rope Pear Socket is magnetic. The NEMAG Rope Pear Socket is equally or more strongly magnetic than the standard indicated in 5.4. Refining a second time is not possible, it must be rejected and destroyed. 7

8 6.4 Welding work on the NEMAG Rope Pear Socket. If welding has taken place, the NEMAG Rope Pear Socket has to be rejected and destroyed. 6.5 NEMAG Rope Pear Socket is permanently deformed. These NEMAG Rope Pear Sockets have to be rejected and destroyed. 6.6 Cracks in the material These NEMAG Rope Pear Sockets have to be rejected and destroyed. 6.7 Rope pear has undergone over 250,000 loads These NEMAG Rope Pear Sockets have to be rejected and destroyed. 6.8 NEMAG Rope Pear Socket has worn rope end NEMAG Rope Pear Sockets with a diameter of the rope end that is larger than 105% of size E (see table 9.1) have to be rejected and destroyed. 6.9 Damaged NEMAG Rope Pear Sockets These NEMAG Rope Pear Sockets have to be rejected and destroyed Overloaded NEMAG Rope Pear Socket These NEMAG Rope Pear Sockets have to be rejected and destroyed. 7. CIRCUMSTANCES BEYOND OUR CONTROL The NEMAG Rope Pear Sockets are checked by Nemag. Despite all precautionary measures which are mentioned in this user manual, it is possible that certain causes, which are unknown to us, may result in a failure of our product. In such situations Nemag may consider these cases as circumstances beyond their control, but it will not refrain from doing its utmost best to realise the very best quality. 8

9 8. KEY WORDS REGISTER page Alkalic solutions... 4 Austenitic... 3,7 Batch code... 3 Bow... 4,7 Brand... 3 Breaking load... 3,7 Broom... 5,6 Burrs... 2,4,7 Case... 4,6 Casting method... 2,5 Circumstances beyond our control... 2,8 Connecting options... 3 Cracks... 8 Deforming... 4,8 Dimensions of the specifications... 3 End connection... 3 Field of application... 3 Heat treatment... 4 Information... 3 Inspection... 2,4,7 Instruction... 4,5,6 Level cam... 6 Level cams... 4 Lubricant... 7 Lubrication... 2,7 Magnetic... 4,7 Magnetism... 2,7 Maintenance... 2,8 Manganese steel... 3,7 Material... 3 Melting out... 4,6 Nitride pins... 7 Overload... 4,8 Plaster... 6 Porosity... 4 Preheating temperature... 6 Refining... 4 Refining again... 4 Rejection... 8 Rope connection... 3 Rope or synthetic cores... 5 Rope end... 6,8 Rope sheaves... 3 Safety regulations... 4 Specifications... 3 Storage... 7 Tensile testing machine... 7 Testing... 2 Test loading... 7 Tieing-off material... 5 Welding... 4,8 Work load

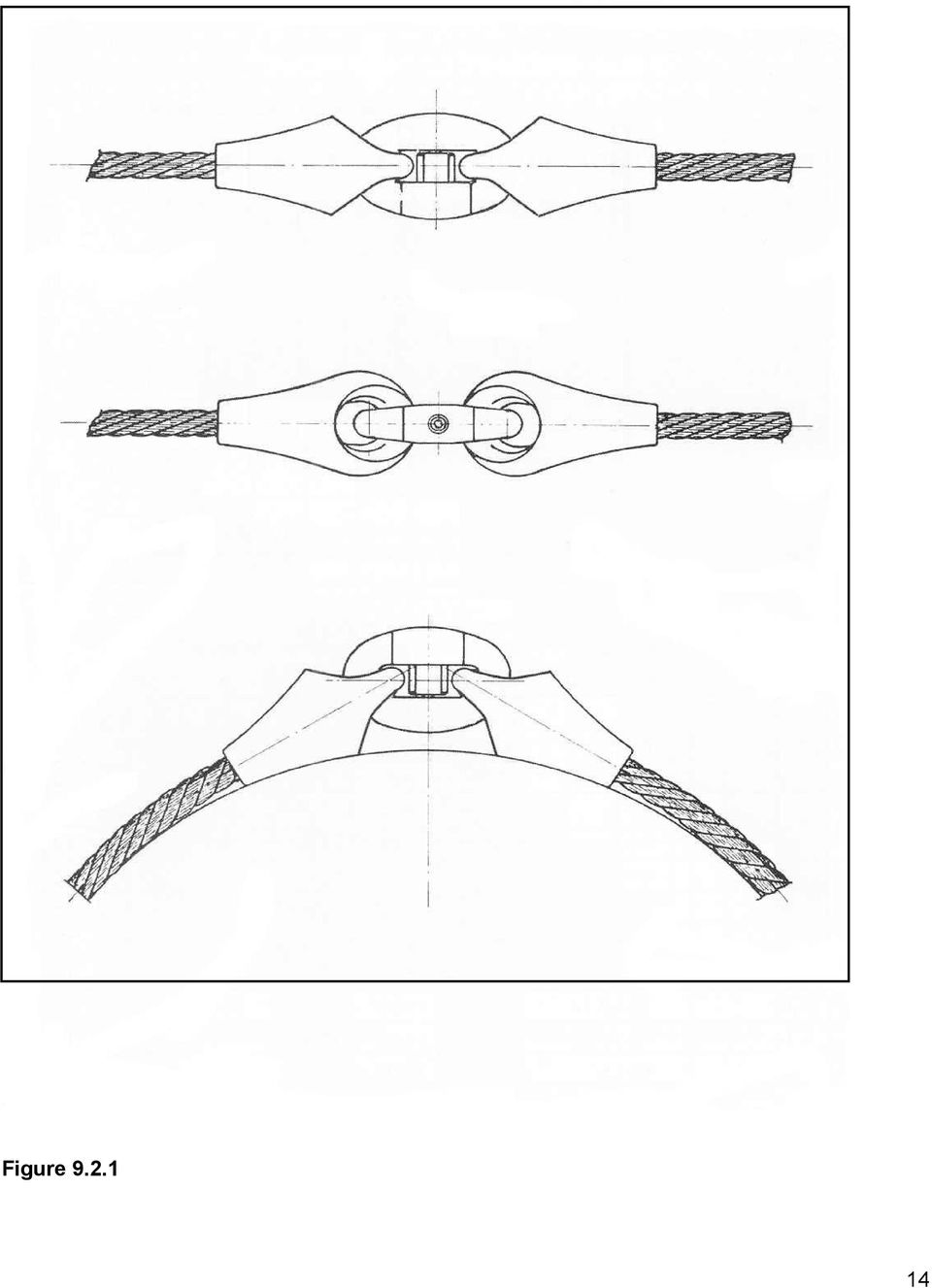
10 9. ENCLOSURES 9.1 Tables Technical specifications NEMAG Rope Pear Sockets Technical specifications Nemag Quick Release Links Connecting options between NEMAG Rope Pear Sockets and Nemag Quick Release Links Dimensions wide 'U' sheaves. 9.2 Figures Complete connection and schematic location on rope sheave Transition steel rope on chain Transition steel rope to appliance Names of parts of NEMAG Rope Pear Sockets Temporary and permanent tieing-off material on steel wire rope Broom on steel wire rope Placing and setting up of broom, steel wire rope and NEMAG Rope Pear Sockets Hydraulic press for pressing out steel wire end. 10

11 Technical specifications NEMAG Quick Release Links & NEMAG Rope Pear Sockets * = Working load is max. working load for grabbing operations. For other operations apply the min. safety factor 5. Table

12 NEMAG Quick Release Link number NEMAG Rope Pear Socket Number Connection is possible Connection is impossible Connecting options between NEMAG Rope Pear Sockets and Nemag Quick Release Links. Table

13 Dimensions wide 'U' sheaves Diameter C has been designed for a NEMAG Quick Release Link that is one size larger than the NEMAG Rope Pear Socket, in accordance with table. Radius E depends on the applied steel wire diameter. Table

14 Figure
15 Figure Figure

16 Bow Measuring point magnetism Level cam for casting Case Outer end of NEMAG Rope Pear Socket Figure Temporary Tieing-off material Permanent Tieing-off material Broom Figure

17 Figure Frontal view Figure Side view 17

18 INFORMATION: NEMAG B.V. P.O.Box 110 NL-4300 AC Zierikzee - Holland Tel. : Fax : grab@nemag.com www : nemag.com 18

19 1

SPECIFICATION Aluminum Module Frames. Allowed anodization before fabrication for clear frames.
 SPECIFICATION Allowed anodization before fabrication for clear frames. Page 2 of 9 1. SCOPE 1.1. This document provides general requirements for aluminum frames used in the assembly of photovoltaic modules.
SPECIFICATION Allowed anodization before fabrication for clear frames. Page 2 of 9 1. SCOPE 1.1. This document provides general requirements for aluminum frames used in the assembly of photovoltaic modules.
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes
 JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
ASTM A860/A860M-09 Standard Specification for Wrought High Strength. Ferritic Steel Butt Welding Fittings. 1. Scope :- 2. Reference Documents :-
 Standard Specification for Wrought High Strength Ferritic Steel Butt Welding Fittings 1. Scope :- 1.1 This specification covers wrought high strength ferritic steel butt-welding fitting of seamless and
Standard Specification for Wrought High Strength Ferritic Steel Butt Welding Fittings 1. Scope :- 1.1 This specification covers wrought high strength ferritic steel butt-welding fitting of seamless and
Unit 6: EXTRUSION. Difficult to form metals like stainless steels, nickel based alloys and high temperature metals can also be extruded.
 1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
JIS G3445 Carbon steel tubes for machine structural purposes
 JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
Product Specification
 Product Specification Model No.: DC-240-L01-00-TR Description: H=3.00mm Horizontal SMD DC Power Jacks Pin Shaft Diameter: 0.65mm Packing Method: Tape & Reel (600pcs./R) 1. General 1a. Scope The jacks should
Product Specification Model No.: DC-240-L01-00-TR Description: H=3.00mm Horizontal SMD DC Power Jacks Pin Shaft Diameter: 0.65mm Packing Method: Tape & Reel (600pcs./R) 1. General 1a. Scope The jacks should
TECHNICAL SPECIFICATION FOR HIGH TENSION LINE HARDWARE AND ACCESSORIES FOR ACSR PANTHER & WOLF CONDUCTOR
 TECHNICAL SPECIFICATION FOR HIGH TENSION LINE HARDWARE AND ACCESSORIES FOR ACSR PANTHER & WOLF CONDUCTOR 1.1.0 SCOPE : This specification covers design, manufacture, testing at manufacture s works before
TECHNICAL SPECIFICATION FOR HIGH TENSION LINE HARDWARE AND ACCESSORIES FOR ACSR PANTHER & WOLF CONDUCTOR 1.1.0 SCOPE : This specification covers design, manufacture, testing at manufacture s works before
Installation guide for the SafeLine type anchorage device. Tested in compliance with EN 795: 1996. No.: SE-...
 Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
AISI O1 Cold work tool steel
 T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Naue GmbH&Co.KG. Quality Control and. Quality Assurance. Manual. For Geomembranes
 Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Naue GmbH&Co.KG Quality Control and Quality Assurance Manual For Geomembranes July 2004 V.O TABLE OF CONTENTS 1. Introduction 2. Quality Assurance and Control 2.1 General 2.2 Quality management acc. to
Duplex Stainless Steel Fabrication. Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association
 Duplex Stainless Steel Fabrication Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association 1 Promoting molybdenum - as a material with superior properties and performance in a
Duplex Stainless Steel Fabrication Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association 1 Promoting molybdenum - as a material with superior properties and performance in a
VdS 2100-09en. VdS Guidelines for water extinguishing systems. Non-return valves. Requirements and test methods. VdS 2100-09en : 2011-05 (01)
") VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
VdS Guidelines for water extinguishing systems VdS 2100-09en Requirements and test methods VdS 2100-09en : 2011-05 (01) Publishing house: VdS Schadenverhütung GmbH Amsterdamer Str. 172-174 50735 Köln,
DIN 17172-78 STEEL PIPES FOR PIPE LINES FOR THE TRANSPORT OF COMBUSTIBLE FLUIDS AND GASES
 DIN 17172-78 STEEL PIPES FOR PIPE LINES FOR THE TRANSPORT OF COMBUSTIBLE FLUIDS AND GASES For connection with the International Draft Standards 3183 and 3845 published by the International Organization
DIN 17172-78 STEEL PIPES FOR PIPE LINES FOR THE TRANSPORT OF COMBUSTIBLE FLUIDS AND GASES For connection with the International Draft Standards 3183 and 3845 published by the International Organization
RAMAX S Prehardened stainless holder steel
 T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
Guidelines for the Survey of Offshore Mooring Chain Cable in Use
 (1995) (Rev.1 Oct 2010) Guidelines for the Survey of Offshore Mooring Chain Cable in Use 1. Application and Purpose The information herein is intended to provide guidance to Surveyors for inspection of
(1995) (Rev.1 Oct 2010) Guidelines for the Survey of Offshore Mooring Chain Cable in Use 1. Application and Purpose The information herein is intended to provide guidance to Surveyors for inspection of
T A B L E T 1 T E S T S A N D I N S P E C T I O N C A B L E P C U T A N D P C U T - A
 T A B L E T 1 1 of 7 Tests & Inspection Cable PCUT & PCUT-A (Table T1) T E S T S A N D I N S P E C T I O N C A B L E P C U T A N D P C U T - A No. Test Scale MOC Requirements G 20:10:001:01 Defined Test
T A B L E T 1 1 of 7 Tests & Inspection Cable PCUT & PCUT-A (Table T1) T E S T S A N D I N S P E C T I O N C A B L E P C U T A N D P C U T - A No. Test Scale MOC Requirements G 20:10:001:01 Defined Test
The mechanical properties of metal affected by heat treatment are:
 Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
TIG WELDING TIPS by Tom Bell
 (This is a two-part document, with general tig welding first followed by one aluminum-specific.) TIG WELDING TIPS by Tom Bell 1. The bigger the rod, the easier it is to feed. Use larger diameter rods (3/32
(This is a two-part document, with general tig welding first followed by one aluminum-specific.) TIG WELDING TIPS by Tom Bell 1. The bigger the rod, the easier it is to feed. Use larger diameter rods (3/32
ENGLISH FORK GUIDE 2013
 FORK GUIDE 2013 ENGLISH 1 With a brand which is synonymous with specialists in forest products handling attachments, BOLZONI AURAMO offers its expertise and market leading attachments for all requirements,
FORK GUIDE 2013 ENGLISH 1 With a brand which is synonymous with specialists in forest products handling attachments, BOLZONI AURAMO offers its expertise and market leading attachments for all requirements,
DIAMOND Retractable Rodding Robot Model SPRAYROD-R
 2004-12-21 2 1 (23) DIAMOND Retractable Rodding Robot Model SPRAYROD-R 2004-12-21 2 2 (23) Table of contents 1 TECHNICAL DESCRIPTION...4 1.1 MAIN DETAILS...5 1.2 COMPONENTS DESCRIPTION...5 1.2.1 Pneumatic
2004-12-21 2 1 (23) DIAMOND Retractable Rodding Robot Model SPRAYROD-R 2004-12-21 2 2 (23) Table of contents 1 TECHNICAL DESCRIPTION...4 1.1 MAIN DETAILS...5 1.2 COMPONENTS DESCRIPTION...5 1.2.1 Pneumatic
AMPSEAL* Automotive Plug Connector and Header Assembly
 AMPSEAL* Automotive Plug Connector and Header Assembly Application Specification 24 SEP 97 Rev E All dimensions are given in millimeters unless otherwise specified. All dimensional tolerances are +0.2
AMPSEAL* Automotive Plug Connector and Header Assembly Application Specification 24 SEP 97 Rev E All dimensions are given in millimeters unless otherwise specified. All dimensional tolerances are +0.2
Sheet metal operations - Bending and related processes
 Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key... Error! Bookmark not defined. 1.Bending
Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key... Error! Bookmark not defined. 1.Bending
Specifications for Programs: 737, 747, 757, 767, 777, 787
 = Performed by GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD for 787 Only: 6-242, 6-269, 6-271 PSD for 777 Only: 6-261,6-264, 6-266, 6-269, 6-271 BAC 5004 L Installation of Permanent Fasteners
= Performed by GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD for 787 Only: 6-242, 6-269, 6-271 PSD for 777 Only: 6-261,6-264, 6-266, 6-269, 6-271 BAC 5004 L Installation of Permanent Fasteners
Guidelines for Securing by Welding of Chain Cable Studs in Service Guidance for Anchoring Equipment in Service
 (July 2003) (Rev.1 July 2014) Guidelines for Securing by Welding of Chain Cable Studs in Service Guidance for Anchoring Equipment in Service 1. General 1.1 This document gives the guidelines for maximum
(July 2003) (Rev.1 July 2014) Guidelines for Securing by Welding of Chain Cable Studs in Service Guidance for Anchoring Equipment in Service 1. General 1.1 This document gives the guidelines for maximum
Butt Fusion Welding of HDPE Pipes Work Procedure
 Butt Fusion Welding of HDPE Pipes Work Procedure A pipeline is as good as its weakest point. Accordingly it is not only important that quality pipes and components are used in a piping system, but also
Butt Fusion Welding of HDPE Pipes Work Procedure A pipeline is as good as its weakest point. Accordingly it is not only important that quality pipes and components are used in a piping system, but also
Power chip resistor size 2512 PRC221 5%; 2% FEATURES Reduced size of final equipment Low assembly costs Higher component and equipment reliability.
 FEATURES Reduced size of final equipment Low assembly costs Higher component and equipment reliability. APPLICATIONS Power supplies Printers Computers Battery chargers Automotive Converters CD-ROM. QUICK
FEATURES Reduced size of final equipment Low assembly costs Higher component and equipment reliability. APPLICATIONS Power supplies Printers Computers Battery chargers Automotive Converters CD-ROM. QUICK
Application of Welding Standards in Hong Kong. S. K. Babu Laboratory Manager - Foundation Techniques Ltd
 Application of Welding Standards in Hong Kong S. K. Babu Laboratory Manager - Foundation Techniques Ltd Introduction: This paper summarizes the current welding standards practiced in Hong Kong & also outlines
Application of Welding Standards in Hong Kong S. K. Babu Laboratory Manager - Foundation Techniques Ltd Introduction: This paper summarizes the current welding standards practiced in Hong Kong & also outlines
ROV shackles. your reliable partner
 ROV shackles your reliable partner Dear Customer, For over 90 years the production of high tensile shackles has been our core business and competence. The designs and quality standards of our wire rope-
ROV shackles your reliable partner Dear Customer, For over 90 years the production of high tensile shackles has been our core business and competence. The designs and quality standards of our wire rope-
Cable Installation Notes
 Cable Installation Notes June 2006 Table of Contents Cable Pulling... 2 Bending Radius... 2 Pulling Tension... 3 Friction... 3 Installation with Rollers... 4 Installation without Rollers... 4 Pulling Tension
Cable Installation Notes June 2006 Table of Contents Cable Pulling... 2 Bending Radius... 2 Pulling Tension... 3 Friction... 3 Installation with Rollers... 4 Installation without Rollers... 4 Pulling Tension
Die casting Figure M2.3.1
 Die casting Die casting is a moulding process in which the molten metal is injected under high pressure and velocity into a split mould die. It is also called pressure die casting. The split mould used
Die casting Die casting is a moulding process in which the molten metal is injected under high pressure and velocity into a split mould die. It is also called pressure die casting. The split mould used
Reasons for reissue are provided in Section 6, REVISION SUMMARY.
 Reasons for reissue are provided in Section 6, REVISION SUMMARY. The FRONT OF TOOL has the AMP marking on the link. The BACK OF TOOL (Wire Side), into which the wire is inserted, has the wire size marked
Reasons for reissue are provided in Section 6, REVISION SUMMARY. The FRONT OF TOOL has the AMP marking on the link. The BACK OF TOOL (Wire Side), into which the wire is inserted, has the wire size marked
Rules for Classification and Construction Materials and Welding
 II Rules for Classification and Construction Materials and Welding 1 Metallic Materials 4 Equipment Edition 2009 The following Rules come into force on April 1 st, 2009 Alterations to the preceding Edition
II Rules for Classification and Construction Materials and Welding 1 Metallic Materials 4 Equipment Edition 2009 The following Rules come into force on April 1 st, 2009 Alterations to the preceding Edition
Tubing Data. Contents. Tubing Selection. Tubing Handling. Tubing Material. Tubing Outside Diameter Hardness. Tubing Wall Thickness
 www.swagelok.com Tubing Data Contents Tubing Selection... 1 Tubing Handling.... 1 Gas Service... 2 Tubing Installation.... 2 Suggested Allowable Working Pressure Tables Carbon Steel Tubing... 3 Stainless
www.swagelok.com Tubing Data Contents Tubing Selection... 1 Tubing Handling.... 1 Gas Service... 2 Tubing Installation.... 2 Suggested Allowable Working Pressure Tables Carbon Steel Tubing... 3 Stainless
Caps STANDARD WEIGHT Inches / Pounds
 Standard Caps you are here: Home > Weldbend Catalog > Fittings > Caps Caps STANDARD WEIGHT Inches / Pounds For Metric Units >Click Here Nominal Pipe Size Outside Inside Wall Thickness (T) Length (E) Pipe
Standard Caps you are here: Home > Weldbend Catalog > Fittings > Caps Caps STANDARD WEIGHT Inches / Pounds For Metric Units >Click Here Nominal Pipe Size Outside Inside Wall Thickness (T) Length (E) Pipe
GK Packing System Welding Instructions
 GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL info@de.roxtec.com, www.roxtec.de Welding instructions
GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL info@de.roxtec.com, www.roxtec.de Welding instructions
SAFE HANDLING OF PRECAST CONCRETE PRODUCTS
 SAFE HANDLING OF PRECAST CONCRETE PRODUCTS Safety Handling of Precast Concrete Products The lifting of any precast product requires the use of special equipment and substantial planning and knowledge.
SAFE HANDLING OF PRECAST CONCRETE PRODUCTS Safety Handling of Precast Concrete Products The lifting of any precast product requires the use of special equipment and substantial planning and knowledge.
Additional requirements and conditions for abrasive products to be marked with the osa symbol
 Appendix of paragraph 3 of the Conditions of Use for the osa Trademark Additional requirements and conditions for abrasive products to be marked with the osa symbol Conformance with the European safety
Appendix of paragraph 3 of the Conditions of Use for the osa Trademark Additional requirements and conditions for abrasive products to be marked with the osa symbol Conformance with the European safety
LiftAlloy Chain Slings
 CHAIN SLING BASICS Slings Lift-All chain slings meet or exceed all OSHA, ASME B30.9 and NACM standards and regulations. chain slings, available in 80 for 7/32" and 7/8"- /4" and 00 for 9/32"-3/4", are
CHAIN SLING BASICS Slings Lift-All chain slings meet or exceed all OSHA, ASME B30.9 and NACM standards and regulations. chain slings, available in 80 for 7/32" and 7/8"- /4" and 00 for 9/32"-3/4", are
Gear PEPSI CAN STOVE INSTRUCTIONS
 Gear PEPSI CAN STOVE INSTRUCTIONS [NOTE: Updated Instructions are now available. The new stove is less likely to develop flame leaks and the fuel/air mixture is improved. Instructions for a simmer ring
Gear PEPSI CAN STOVE INSTRUCTIONS [NOTE: Updated Instructions are now available. The new stove is less likely to develop flame leaks and the fuel/air mixture is improved. Instructions for a simmer ring
JIS G3461 Carbon Steel Tubes for Boiler and Heat Exchanger
 JIS G3461 Carbon Steel Tubes for Boiler and Heat Exchanger 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for exchanging heat
JIS G3461 Carbon Steel Tubes for Boiler and Heat Exchanger 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for exchanging heat
Flex Circuit Design and Manufacture.
 Flex Circuit Design and Manufacture. Hawarden Industrial Park, Manor Lane, Deeside, Flintshire, CH5 3QZ Tel 01244 520510 Fax 01244 520721 Sales@merlincircuit.co.uk www.merlincircuit.co.uk Flex Circuit
Flex Circuit Design and Manufacture. Hawarden Industrial Park, Manor Lane, Deeside, Flintshire, CH5 3QZ Tel 01244 520510 Fax 01244 520721 Sales@merlincircuit.co.uk www.merlincircuit.co.uk Flex Circuit
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME 2 ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS
 ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
CHAIN CARE & TROUBLE SHOOTING
 Fatigue Failure Bushing Fatigue Stress Corrosion Stress Corrosion and Hydrogen Embrittlement These closely related failures are similar in appearance and nature. They appear as cracks which initiate at
Fatigue Failure Bushing Fatigue Stress Corrosion Stress Corrosion and Hydrogen Embrittlement These closely related failures are similar in appearance and nature. They appear as cracks which initiate at
Sheet Metal Shearing & Bending
 Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
Training Objective After watching the program and reviewing this printed material, the viewer will gain a knowledge and understanding of the principles and machine methods of shearing and bending sheetmetal
WIRE TIES FOR OVERHEAD LIFTING
 Phone: (720) 554-0900 Fax: (720) 554-0909 technical@galvanizeit.org WIRE TIES FOR OVERHEAD LIFTING 1. Scope 1.1 The wire tie guideline covers common practices and procedures in the galvanizing industry
Phone: (720) 554-0900 Fax: (720) 554-0909 technical@galvanizeit.org WIRE TIES FOR OVERHEAD LIFTING 1. Scope 1.1 The wire tie guideline covers common practices and procedures in the galvanizing industry
Saw Tooth Design and Tipping Materials
 Saw Tooth Design and Tipping Materials Bruce Lehmann, P.Eng, Ph.D. Sr. Engineer, Thin Kerf Technologies Inc. British Columbia, Canada Introduction The purposes of a saw tooth are to: 1. Remove a chip from
Saw Tooth Design and Tipping Materials Bruce Lehmann, P.Eng, Ph.D. Sr. Engineer, Thin Kerf Technologies Inc. British Columbia, Canada Introduction The purposes of a saw tooth are to: 1. Remove a chip from
Wear-resistant steels. Technical terms of delivery for heavy plates. voestalpine Grobblech GmbH www.voestalpine.com/grobblech
 Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
4. Handling and Installation
 4. Handling and Installation 4.1 Handling and installation of the rope should be carried out in accordance with a detailed plan and should be supervised by a competent person. Incorrectly supervised handling
4. Handling and Installation 4.1 Handling and installation of the rope should be carried out in accordance with a detailed plan and should be supervised by a competent person. Incorrectly supervised handling
Wire Rope Replacement Criteria
 Wire Rope Replacement Criteria Tech tip 2 For more details, see ASME code/standard excerpts below (the applicable code/standard differs by jurisdiction and therefore we have listed both ASME A17.1b-2009/B44b-09
Wire Rope Replacement Criteria Tech tip 2 For more details, see ASME code/standard excerpts below (the applicable code/standard differs by jurisdiction and therefore we have listed both ASME A17.1b-2009/B44b-09
M A N U A L 13-10-05
 Documentation The following information sheets illustrate the description below: 12-WW01-4G-E Sectional view of the lance with main dimensions 12-W101-6G-E Sectional view of the head of the lance with
Documentation The following information sheets illustrate the description below: 12-WW01-4G-E Sectional view of the lance with main dimensions 12-W101-6G-E Sectional view of the head of the lance with
How To Sail A Winner Optimist
 Rigging Manual Winner Optimist Congratulation on the purchase of your new Winner Optimist. Reading this manual will help you with the rigging and preparation for correct use and subsequent high enjoyment
Rigging Manual Winner Optimist Congratulation on the purchase of your new Winner Optimist. Reading this manual will help you with the rigging and preparation for correct use and subsequent high enjoyment
Vehicle Restraint Installation Manual
 Vehicle Restraint Installation Manual SHR-5000 9 Carriage SHR-5000 12 Carriage MADE IN U.S.A. This Manual Covers Restraints Built After Serial Numbers: 4487000001 and up PRINTED IN U.S.A. RITE-HITE PRINT
Vehicle Restraint Installation Manual SHR-5000 9 Carriage SHR-5000 12 Carriage MADE IN U.S.A. This Manual Covers Restraints Built After Serial Numbers: 4487000001 and up PRINTED IN U.S.A. RITE-HITE PRINT
Steel production. Furnace linings made from carbon and graphite are applied for the production of primary iron.
 Steel production Furnace linings made from carbon and graphite are applied for the production of primary iron. Graphite electrodes and nipples (connecting pins) are applied for the production of steel.
Steel production Furnace linings made from carbon and graphite are applied for the production of primary iron. Graphite electrodes and nipples (connecting pins) are applied for the production of steel.
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES AND APPLICATIONS NQF LEVEL 3 OUTCOME 1 - LOADING SYSTEMS TUTORIAL 3 LOADED COMPONENTS
 EDEXCEL NATIONAL CERTIICATE/DIPLOMA MECHANICAL PRINCIPLES AND APPLICATIONS NQ LEVEL 3 OUTCOME 1 - LOADING SYSTEMS TUTORIAL 3 LOADED COMPONENTS 1. Be able to determine the effects of loading in static engineering
EDEXCEL NATIONAL CERTIICATE/DIPLOMA MECHANICAL PRINCIPLES AND APPLICATIONS NQ LEVEL 3 OUTCOME 1 - LOADING SYSTEMS TUTORIAL 3 LOADED COMPONENTS 1. Be able to determine the effects of loading in static engineering
Sheet Metal Stamping Dies & Processes
 Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope
 Wire Rope") Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope Rakesh Sidharthan 1 Gnanavel B K 2 Assistant professor Mechanical, Department Professor, Mechanical Department, Gojan engineering college,
Numerical Analysis of Independent Wire Strand Core (IWSC) Wire Rope Rakesh Sidharthan 1 Gnanavel B K 2 Assistant professor Mechanical, Department Professor, Mechanical Department, Gojan engineering college,
ARMSTRONG MOLD GRAPHITE DIE CASTING DIVISION
 ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
North American Stainless
 North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
Casting. Training Objective
 Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
Training Objective After watching the program and reviewing this printed material, the viewer will learn the essentials of the various metal casting processes used in industry today. The basic principles
The Suitability of CRA Lined Pipes for Flowlines Susceptible to Lateral Buckling SUT Global Pipeline Buckling Symposium, 23 24 February 2011
 The Suitability of CRA Lined Pipes for Flowlines Susceptible to Lateral Buckling SUT Global Pipeline Buckling Symposium, 23 24 February 2011 Duncan Wilmot, Technical Manager, Cladtek International, Australia
The Suitability of CRA Lined Pipes for Flowlines Susceptible to Lateral Buckling SUT Global Pipeline Buckling Symposium, 23 24 February 2011 Duncan Wilmot, Technical Manager, Cladtek International, Australia
NDT Procedure for Liquid Penetrant Inspection TRINITY NDT. An ISO 9001:2008 Certified Company
 NDT Procedure for Liquid Penetrant Inspection A Nondestructive testing (NDT) Procedure suitable for General Liquid/Dye Penetrant Inspections. This is a sample LPT procedure and may be required to be modified
NDT Procedure for Liquid Penetrant Inspection A Nondestructive testing (NDT) Procedure suitable for General Liquid/Dye Penetrant Inspections. This is a sample LPT procedure and may be required to be modified
peel adhesion 2 breaking load 4 rolling ball 6 shear adhesion 7 carton test 9 summary test methods 11
 CONTENT peel adhesion 2 breaking load 4 rolling ball 6 shear adhesion 7 carton test 9 summary test methods 11 PEEL ADHESION Testing the peel adhesion on stainless steel 1. Definition Peel adhesion - The
CONTENT peel adhesion 2 breaking load 4 rolling ball 6 shear adhesion 7 carton test 9 summary test methods 11 PEEL ADHESION Testing the peel adhesion on stainless steel 1. Definition Peel adhesion - The
VeMet, Utrecht, NL «Solution in Wear Protection» 26.10.2011 Dipl.-Ing. Wolfgang Leichnitz. Quit
 VeMet, Utrecht, NL «Solution in Wear Protection» 26.10.2011 Dipl.-Ing. Wolfgang Leichnitz Quit Theory and Practice of Wear Definition In materials science, wear is the erosion of material from a solid
VeMet, Utrecht, NL «Solution in Wear Protection» 26.10.2011 Dipl.-Ing. Wolfgang Leichnitz Quit Theory and Practice of Wear Definition In materials science, wear is the erosion of material from a solid
Lead & Magnet Wire Connection Methods Using the Tin Fusing Method Joyal A Division of AWE, Inc.
 Lead & Magnet Wire Connection Methods Using the Tin Fusing Method Joyal A Division of AWE, Inc. Abstract The technology for connecting lead and magnet wires for electric motors and electro mechanical devices
Lead & Magnet Wire Connection Methods Using the Tin Fusing Method Joyal A Division of AWE, Inc. Abstract The technology for connecting lead and magnet wires for electric motors and electro mechanical devices
li-ion Polymer Battery Specification
 Customer: li-ion Polymer Battery Specification MODEL: GMB042035 Prepared By/Date Checked By/Date Approved By/Date Note:1.Kindly please sign on the above and send it back to us if the sample is approved.
Customer: li-ion Polymer Battery Specification MODEL: GMB042035 Prepared By/Date Checked By/Date Approved By/Date Note:1.Kindly please sign on the above and send it back to us if the sample is approved.
TARIFF CODE and updates standard
 TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
RIGGING HARDWARE ASME B30.26. Addresses detachable lifting hardware for lifting purposes
 RIGGING HARDWARE ASME B30.26 Addresses detachable lifting hardware for lifting purposes Adjustable Hardware (Turnbuckles, Eye nuts, Swivel Hoist Rings and Eyebolts Compression Hardware (Wire Rope Clips
RIGGING HARDWARE ASME B30.26 Addresses detachable lifting hardware for lifting purposes Adjustable Hardware (Turnbuckles, Eye nuts, Swivel Hoist Rings and Eyebolts Compression Hardware (Wire Rope Clips
METHOD OF STATEMENT FOR STATIC LOADING TEST
 Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
How To Design A 3D Print In Metal
 DMLS / SLM Metal 3D Printing. An introductory design guide for our 3d printing in metal service. v2.2-8th July 2015 Pricing considerations. Part Volume. One of the biggest factors in the price for DMLS
DMLS / SLM Metal 3D Printing. An introductory design guide for our 3d printing in metal service. v2.2-8th July 2015 Pricing considerations. Part Volume. One of the biggest factors in the price for DMLS
SAND CAST CHILL CAST LM4 - TF
 1 This alloy conforms with British Standards 1490 and is similar to the obsolete specifications BS.L79 and D.T.D 424A. Castings may be in the cast (M) of fully heat treated (TF) conditions. CHEMICAL COMPOSITION
1 This alloy conforms with British Standards 1490 and is similar to the obsolete specifications BS.L79 and D.T.D 424A. Castings may be in the cast (M) of fully heat treated (TF) conditions. CHEMICAL COMPOSITION
NDT Procedure for Liquid Penetrant Inspection
 NDT Procedure for Liquid Penetrant Inspection A Nondestructive testing (NDT) Procedure suitable for General Liquid/Dye Penetrant Inspections. This is a sample LPT procedure and may be required to be modified
NDT Procedure for Liquid Penetrant Inspection A Nondestructive testing (NDT) Procedure suitable for General Liquid/Dye Penetrant Inspections. This is a sample LPT procedure and may be required to be modified
Reasons for reissue of this instruction sheet are provided in Section 5, REVISION SUMMARY.
 Reasons for reissue of this instruction sheet are provided in Section 5, REVISION SUMMARY. Air Pressure 586.1 min 689.5 kpa max [85 min 100 psi max] Air Displacement 721,000 mm 3 [44 in. 3 ] Figure 1 Weight
Reasons for reissue of this instruction sheet are provided in Section 5, REVISION SUMMARY. Air Pressure 586.1 min 689.5 kpa max [85 min 100 psi max] Air Displacement 721,000 mm 3 [44 in. 3 ] Figure 1 Weight
IMPORTANT DOCUMENTATION DO NOT DISCARD!
 PART NO.: 6441-263C SERIES GRT 3 JAW PARALLEL GRIPPERS INFORMATION SHEET IMPORTANT DOCUMENTATION DO NOT DISCARD! Use this information sheet to assist with gripper installation and setup. File with maintenance
PART NO.: 6441-263C SERIES GRT 3 JAW PARALLEL GRIPPERS INFORMATION SHEET IMPORTANT DOCUMENTATION DO NOT DISCARD! Use this information sheet to assist with gripper installation and setup. File with maintenance
Li-ion Rechargeable Battery. Specification
 Customer: Specification Model: GMB043450S Prepared By/Date Checked By/Date Approved By/Date Note:1.Kindly please sign on the above and send it back to us if the sample is approved. 2.Kindly please contact
Customer: Specification Model: GMB043450S Prepared By/Date Checked By/Date Approved By/Date Note:1.Kindly please sign on the above and send it back to us if the sample is approved. 2.Kindly please contact
Field Welding Inspection Guide
 Field Welding Inspection Guide Assistance in interpretation of any specification or questions concerning field welding issues can be obtained from the Office of Materials Management, Structural Welding
Field Welding Inspection Guide Assistance in interpretation of any specification or questions concerning field welding issues can be obtained from the Office of Materials Management, Structural Welding
Material data sheet. EOS Aluminium AlSi10Mg_200C. Description
 EOS Aluminium AlSi10Mg_200C All information in this data sheet refers to the alloy EOS Aluminium AlSi10Mg_200C. This alloy is formed when the powder EOS Aluminium AlSi10Mg is processes at a building platform
EOS Aluminium AlSi10Mg_200C All information in this data sheet refers to the alloy EOS Aluminium AlSi10Mg_200C. This alloy is formed when the powder EOS Aluminium AlSi10Mg is processes at a building platform
Table of contents BRAZED TURNING TOOLS. Toolholders H 2. Tips H 6. Rods H 8. Technical information H 9 H 1
 Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
Screen Melts. Introduction. Selecting Screen Material. Prefire Before Using. Spalling. Kiln Shelf
 Introduction There are two terrific reasons for melting glass through screens. First because screen melts produce uniquely intricate patterns not possible any other way and second because it does it using
Introduction There are two terrific reasons for melting glass through screens. First because screen melts produce uniquely intricate patterns not possible any other way and second because it does it using
Conceptual Design of Buildings (Course unit code 1C2)
") (Course unit code 1C2) Module C Design of Steel Members J.P. Jaspart (University of Liège) 520121-1-2011-1-CZ-ERA MUNDUS-EMMC Bolts are the main type of fasteners used in steel joints. The main geometrical
(Course unit code 1C2) Module C Design of Steel Members J.P. Jaspart (University of Liège) 520121-1-2011-1-CZ-ERA MUNDUS-EMMC Bolts are the main type of fasteners used in steel joints. The main geometrical
1.1 DIMENSIONS AND WEIGHT PAG. 2 1.2 LOAD CENTRE FOR LIFTING PAG. 2 1.3 STORAGE CONDITIONS PAG. 2
 TRANSPORT AND INSTALLATION. DIMENSIONS AND WEIGHT PAG.. LOAD CENTRE FOR LIFTING PAG..3 STORAGE CONDITIONS PAG. STARTING. INSTALLATION PAG.. SPACE REQUIREMENTS PAG. 3.3 ELECTRIC CONNECTION PAG. 3 3 DESCRIPTION
TRANSPORT AND INSTALLATION. DIMENSIONS AND WEIGHT PAG.. LOAD CENTRE FOR LIFTING PAG..3 STORAGE CONDITIONS PAG. STARTING. INSTALLATION PAG.. SPACE REQUIREMENTS PAG. 3.3 ELECTRIC CONNECTION PAG. 3 3 DESCRIPTION
Detailing of Reinforcment in Concrete Structures
 Chapter 8 Detailing of Reinforcment in Concrete Structures 8.1 Scope Provisions of Sec. 8.1 and 8.2 of Chapter 8 shall apply for detailing of reinforcement in reinforced concrete members, in general. For
Chapter 8 Detailing of Reinforcment in Concrete Structures 8.1 Scope Provisions of Sec. 8.1 and 8.2 of Chapter 8 shall apply for detailing of reinforcement in reinforced concrete members, in general. For
Fundamentals of Extrusion
 CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
How to Build a Printed Circuit Board. Advanced Circuits Inc 2004
 How to Build a Printed Circuit Board 1 This presentation is a work in progress. As methods and processes change it will be updated accordingly. It is intended only as an introduction to the production
How to Build a Printed Circuit Board 1 This presentation is a work in progress. As methods and processes change it will be updated accordingly. It is intended only as an introduction to the production
Policy on Water Heater Installations Policy No. UPC 510-1-94 Effective: September 1, 1995 Revised: February 10, 1996
 CITY OF SAN JOSE BUILDING DIVISION POLICY Policy on Water Heater Installations Policy No. UPC 510-1-94 Effective: September 1, 1995 Revised: February 10, 1996 All new and replacement water heaters installed
CITY OF SAN JOSE BUILDING DIVISION POLICY Policy on Water Heater Installations Policy No. UPC 510-1-94 Effective: September 1, 1995 Revised: February 10, 1996 All new and replacement water heaters installed
SERVICE. 28R-7135001 thru 28R-7135229 PA-28R-200 Arrow II 28R-7235001 thru 28R-7635545
 Piper Aircraft, Inc. 2926 Piper Drive Vero Beach, Florida, U.S.A. 32960 SERVICE NO. 1242 BULLETIN PIPER CONSIDERS COMPLIANCE MANDATORY Date: January 30, 2015 (S) (M) Service Bulletin (SB) 1242 supersedes
Piper Aircraft, Inc. 2926 Piper Drive Vero Beach, Florida, U.S.A. 32960 SERVICE NO. 1242 BULLETIN PIPER CONSIDERS COMPLIANCE MANDATORY Date: January 30, 2015 (S) (M) Service Bulletin (SB) 1242 supersedes
FIELD ACCEPTANCE OF FIELD WELDING GUIDE
 Page 1 of 17 Oklahoma DOT Materials & Testing January 14, 2004 Publication: GFA-FW (Updated to reference current Structural Materials Branch of the ODOT Materials Division URL 07/06/2016) FIELD ACCEPTANCE
Page 1 of 17 Oklahoma DOT Materials & Testing January 14, 2004 Publication: GFA-FW (Updated to reference current Structural Materials Branch of the ODOT Materials Division URL 07/06/2016) FIELD ACCEPTANCE
FLOORS REINFORCEMENT Shear Stud Connector for steel- concrete composite structures cold applied by pins
 www.tecnaria.com FLOORS REINFORCEMENT Shear Stud Connector for steel concrete composite structures cold applied by pins HIGHPERFORMANCE FLOORS COMPOSITE STEEL AND CONCRETE STRUCTURES: STATIC AND ECONOMIC
www.tecnaria.com FLOORS REINFORCEMENT Shear Stud Connector for steel concrete composite structures cold applied by pins HIGHPERFORMANCE FLOORS COMPOSITE STEEL AND CONCRETE STRUCTURES: STATIC AND ECONOMIC
PRESENTATION ON REPAIR AND REHABILITATION OF BUILDINGS DAMAGED IN EARTHQUAKE. By H P Gupta & D K Gupta
 PRESENTATION ON REPAIR AND REHABILITATION OF BUILDINGS DAMAGED IN EARTHQUAKE By H P Gupta & D K Gupta DIFFERENT TYPES OF DAMAGES 1.Minor cracks 0.5 to 5 mm wide in load or non-load bearing walls 2.Major
PRESENTATION ON REPAIR AND REHABILITATION OF BUILDINGS DAMAGED IN EARTHQUAKE By H P Gupta & D K Gupta DIFFERENT TYPES OF DAMAGES 1.Minor cracks 0.5 to 5 mm wide in load or non-load bearing walls 2.Major
CHAPTER 65 TAIL ROTOR DRIVE SYSTEM. Section Title Page
 CHAPTER 65 TAIL ROTOR DRIVE SYSTEM Section Title Page 65-00 Description........................................ 65.1 65-10 Tail Rotor Drive Fan Shaft.............................. 65.1 65-20 Tail Rotor
CHAPTER 65 TAIL ROTOR DRIVE SYSTEM Section Title Page 65-00 Description........................................ 65.1 65-10 Tail Rotor Drive Fan Shaft.............................. 65.1 65-20 Tail Rotor
STEWART GILL CONVEYORS Ltd
 STEWART GILL CONVEYORS Ltd 550M STS SYSTEM overhead - inverted - side mounted - floor mounted - SPECIALISTS IN OVERHEAD CONVEYOR SYSTEMS 2 Index About 550M STS... 3 Track... 4 Track Supports... 5 Bends...
STEWART GILL CONVEYORS Ltd 550M STS SYSTEM overhead - inverted - side mounted - floor mounted - SPECIALISTS IN OVERHEAD CONVEYOR SYSTEMS 2 Index About 550M STS... 3 Track... 4 Track Supports... 5 Bends...
1x90 TONS TENSIONERS TECHNICAL PROPOSAL. 1 X 90 Tons 30 m/min Tensioners TECHNICAL PROPOSAL JOB 08/059. 0 19/02/2008 Basic proposal PP GM SB
 Pagina N.: 1 of 19 1 X 90 Tons 30 m/min Tensioners JOB 08/059 0 19/02/2008 Basic proposal PP GM SB Rev N Date Issue Description Prepared by Checked by Approved by Pagina N.: 2 of 19 TABLE OF CONTENTS:
Pagina N.: 1 of 19 1 X 90 Tons 30 m/min Tensioners JOB 08/059 0 19/02/2008 Basic proposal PP GM SB Rev N Date Issue Description Prepared by Checked by Approved by Pagina N.: 2 of 19 TABLE OF CONTENTS:
Guidelines for Earthquake Bracing of Residential Water Heaters
 Guidelines for Earthquake Bracing of Residential Water Heaters Department of General Services Division of the State Architect 1102 Q Street, Suite 5100 Sacramento, CA 95814 Phone: (916) 324-7099 Fax: (916)
Guidelines for Earthquake Bracing of Residential Water Heaters Department of General Services Division of the State Architect 1102 Q Street, Suite 5100 Sacramento, CA 95814 Phone: (916) 324-7099 Fax: (916)
UGVCL/SP/591/11KV HT AB CABLE
 TECHNICAL SPECIFICATION FOR 11KV AERIAL BUNCHED CABLES FOR OVERHEAD LINES (CROSSED LINKED POLYTHENE DRY GAS CURED) 1. SCOPE This specification covers requirements of XLPE insulated, 11 KV Aerial Bunched
TECHNICAL SPECIFICATION FOR 11KV AERIAL BUNCHED CABLES FOR OVERHEAD LINES (CROSSED LINKED POLYTHENE DRY GAS CURED) 1. SCOPE This specification covers requirements of XLPE insulated, 11 KV Aerial Bunched
TABLE OF CONTENTS 2 Heavy-Wall Seamless & Welded Carbon Steel Pipe. 4 Alloy Pipe & Tube. 6 Chrome-Moly Pipe. 7 Low-Temp Pipe
 PRODUCT CATALOG TABLE OF CONTENTS 2 Heavy-Wall Seamless & Welded Carbon Steel Pipe 4 Alloy Pipe & Tube 6 Chrome-Moly Pipe 7 Low-Temp Pipe 9 Services amerpipe.com 1.800.316.5737 sales@amerpipe.com 18333
PRODUCT CATALOG TABLE OF CONTENTS 2 Heavy-Wall Seamless & Welded Carbon Steel Pipe 4 Alloy Pipe & Tube 6 Chrome-Moly Pipe 7 Low-Temp Pipe 9 Services amerpipe.com 1.800.316.5737 sales@amerpipe.com 18333
RATCHET RELEASE SHACKLE
 RATCHET RELEASE SHACKLE INNOVATIVE PILING EQUIPMENT HYDRAULIC PILING HAMMERS EURO RATCHET RELEASE SHACKLE FOR STEEL ERECTION OPERATORS INSTRUCTIONS & SPARE PARTS LIST EXCAVATOR MOUNTED VIBRATORS EXCAVATOR
RATCHET RELEASE SHACKLE INNOVATIVE PILING EQUIPMENT HYDRAULIC PILING HAMMERS EURO RATCHET RELEASE SHACKLE FOR STEEL ERECTION OPERATORS INSTRUCTIONS & SPARE PARTS LIST EXCAVATOR MOUNTED VIBRATORS EXCAVATOR
Start the Design Study!
 A Design Study in Centrifugal Steel Castings Hydraulic Accumulator Cylinder for Navy Submarines Design Study Outline Introduction Design for Performance Duplex Steel Approach Alloy Selection Design for
A Design Study in Centrifugal Steel Castings Hydraulic Accumulator Cylinder for Navy Submarines Design Study Outline Introduction Design for Performance Duplex Steel Approach Alloy Selection Design for
Trouble shooting guide
 guide DPR/PSR Leak Insuffi ciently tightened, shallow bite Tighten the nut according to correct number of turns, direct assembly only for maintanance/repair, use of recommended pre-assembly machines Mark
guide DPR/PSR Leak Insuffi ciently tightened, shallow bite Tighten the nut according to correct number of turns, direct assembly only for maintanance/repair, use of recommended pre-assembly machines Mark
Rules for Classification and Construction Materials and Welding
 II Rules for Classification and Construction Materials and Welding 1 Metallic Materials 1 Principles and Test Procedures Edition 2009 The following Rules come into force on April 1 st, 2009 Alterations
II Rules for Classification and Construction Materials and Welding 1 Metallic Materials 1 Principles and Test Procedures Edition 2009 The following Rules come into force on April 1 st, 2009 Alterations
Laddomat 21-60 Charging unit
 Laddomat 21-60 Charging unit User and installation instructions NOTE! Diagrams in this brochure only describe connection principles. Each installation must be measured and carried out according to the
Laddomat 21-60 Charging unit User and installation instructions NOTE! Diagrams in this brochure only describe connection principles. Each installation must be measured and carried out according to the
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION. Generated: Sergiy Papyshev Engineering. Approved: Don Prysi Manufacturing. Approved: Merzuk Ramic Quality
 IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE