Österreichisches Institut für Bautechnik Schenkenstrasse Vienna Austria T F mail@oib.or.at
|
|
|
- Justin Fisher
- 8 years ago
- Views:
Transcription
1 Authorised and notified according to Article 10 of the Council Directive 89/106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating to construction products Österreichisches Institut für Bautechnik Schenkenstrasse Vienna Austria T F mail@oib.or.at European technical approval English translation, the original version is in German Handelsbezeichnung Simpson Strong-Tie selbstbohrende Schrauben ESCR und SSTA Trade name Simpson Strong-Tie self-tapping screws ESCR and SSTA Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction product Geltungsdauer vom Validity from bis zum to Herstellwerk Manufacturing plant SIMPSON STRONG-TIE GmbH Hubert-Vergölst-Straße Bad Nauheim Deutschland Selbstbohrende Schrauben zur Verwendung im Holzbau Self-tapping screws for use in timber constructions Simpson Strong-Tie Manufacturing Facilities Diese Europäische technische Zulassung umfasst This European technical approval contains 34 Seiten einschließlich 11 Anhängen 34 Pages including 11 Annexes European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique

2 Page 2 I LEGAL BASES AND GENERAL CONDITIONS 1 This European technical approval is issued by Österreichisches Institut für Bautechnik in accordance with: 1. Council Directive 89/106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating to construction products 1 Construction Products Directive (CPD), amended by the Council Directive 93/68/EEC of 22 July , and Regulation (EC) 1882/2003 of the European Parliament and of the Council of 29 September ; 2. der Vereinbarung gemäß Art. 15a B-VG über die Zusammenarbeit im Bauwesen, LGBl. Für Niederösterreich Nr , in Verbindung mit der NÖ Bauordnung 1996, LGBl. Nr ; the agreement according to Article 15a federal constitutional law on the co-operation in the construction sector, LGBl. for Lower Austria , in conjunction with the Lower Austrian Building Act 1996, LGBl ; 3. Common Procedural Rules for Requesting, Preparing and the Granting of European technical approvals set out in the Annex of Commission Decision 94/23/EC 4 ; 2 Österreichisches Institut für Bautechnik is authorised to check whether the provisions of this European technical approval are met. Checking may take place at the manufacturing plant. Nevertheless, the responsibility for the conformity of the products to the European technical approval and for their fitness for the intended use remains with the holder of the European technical approval. 3 This European technical approval is not to be transferred to manufacturers or agents of the manufacturers other than those indicated on Page 1, or manufacturing plants other than those indicated on Page 1 of this European technical approval. 4 This European technical approval may be withdrawn by Österreichisches Institut für Bautechnik, in particular pursuant to information by the Commission on the basis of Article 5 (1) of Council Directive 89/106/EEC. 5 Reproduction of this European technical approval including transmission by electronic means shall be in full. However, partial reproduction may be made with the written consent of Österreichisches Institut für Bautechnik. In this case partial reproduction has to be designated as such. Texts and drawings of advertising brochures shall not contradict or misuse the European technical approval. 6 The European technical approval is issued by the Approval Body in its official language. This version corresponds to the version circulated within EOTA. Translations into other languages have to be designated as such. 1 Official Journal of the European Communities L 40, , page 12 2 Official Journal of the European Communities L 220, , page 1 3 Official Journal of the European Union L 284, , page 1 4 Official Journal of the European Communities L 17, , page 34

3 Page 3 II SPECIFIC CONDITIONS OF THE EUROPEAN TECHNICAL APPROVAL 1 Definition of products and intended uses 1.1 Definition of the construction product are self-tapping screws divided into a drill tip, optionally a compressor and/or cutting groove, thread, shank, and head of the screw. The screws are made from special carbon steel and hardened. They are anti-friction coated and are electrogalvanised and passivated (yellow or blue) or provided with a zinc-nickel coating. Possible outer thread diameters as well as overall lengths for the Simpson Strong-Tie screws ESCR and SSTA are given in Table 1. Further dimensions are shown from Annex 1 to Annex 6. The washers are made from carbon steel. The dimensions of the washers are given in Annex 6. Table 1: Possible outer thread diameter and overall length of screws Type of screw Outer thread diameter Overall length min. max. min. max. mm mm mm mm ESCR S ESCR ESCR C ESCR FTC ESCR FTP ESCR FT SSTA Intended use The screws are intended to be used for connecting wood-based members, where requirements for mechanical resistance and stability and safety in use in the sense of the Essential Requirements 1 and 4 of Council Directive 89/106/EEC shall be fulfilled. The screws are used for connections in load bearing timber structures between wood-based members or between those members and steel members: - Solid timber of softwood of strength class C14 to C40 according to EN 338 or EN , - Glued laminated timber of at least strength class GL24h according to EN 1194 or EN 14080, - Laminated veneer lumber LVL according to EN 14374, - Glued laminated solid timber according to pren or national provisions that apply at the installation site, - Cross laminated timber according to European technical approvals or national provisions that apply on the installation site. The screws may be used for connecting the following wood-based panels to the timber members mentioned above: - Plywood according to EN 636 and EN 13986, - Oriented strand board, OSB according to EN 300 and EN 13986, - Particle board according to EN 312 and EN 13986,

4 Page 4 - Fibreboards according to EN 622-2, EN and EN 13986, - Cement-bonded particle boards according to European technical approvals or national provisions that apply on the installation site. The product shall be subjected to static and quasi static actions only. The product is intended to be used in service classes 1 and 2 according to EN The scope of the screws regarding resistance to corrosion shall be defined according to national provisions that apply at the installation site considering environmental conditions. 1.3 Assumed working life The provisions made in the European technical approval (ETA) are based on an assumed intended working life for of 50 years, provided the requirements for packaging, transport, and storage as well as use, maintenance and repair given in Clauses 4 and 5 are fulfilled. The indications given on the working life for Simpson Strong-Tie screws ESCR and SSTA cannot be interpreted as a guarantee given by the manufacturer or by the Approval Body, but are to be regarded only as a means for selecting the appropriate product in relation to the expected, economically reasonable working life of the construction works.
 are based on an assumed intended working life for of 50 years, provided the requirements for packaging, transport,")
5 Page 5 2 Characteristics of product and methods of verification Table 2: Characteristics of the product and methods of verification and assessment Product characteristic Method of verification and assessment Expression of performance (1) (2) (3) (4) Essential Requirement 1: Mechanical resistance and stability 1 Dimensions Annex 1 to Annex 6 2 Characteristic yield moment Annex 7 3 Characteristic withdrawal parameter Annex 7 4 Characteristic head pull-trough parameter Annex 7 5 Characteristic tensile strength Annex 7 6 Characteristic yield strength Annex 7 7 Characteristic torsional strength Annex 7 8 Insertion moment Annex Spacing, end and edge distances of the screws and minimum thickness of the wood based material Slip modulus for mainly axially loaded screws Annex 8 Essential Requirement 2: Safety in case of fire 11 Reaction to fire Annex 7, where relevant Essential Requirement 3: Hygiene, health and environment Content and/or release of dangerous substances Euroclass A Essential Requirement 4: Safety in use 13 Identical to ER 1 (1) (2) (3) (4) Essential Requirement 5: Protection against noise Not relevant Essential Requirement 6: Energy economy and heat retention Not relevant General aspects relating to fitness for use Durability against corrosion Service classes 1 and 2 15 Serviceability Aspects of durability and economy of the works which is not dealt with under Essential Requirements 1 to 6. Such aspects are also referred to as "serviceability".

6 Page Characteristics of product General correspond to the information and drawings given in Annex 1 to Annex 6. The following performance characteristics data of the product are given in Annex 7 and Annex 8: - Characteristic yield moment - Characteristic withdrawal parameter - Characteristic head pull-through parameter - Characteristic tensile strength - Characteristic yield strength - Characteristic torsional strength - Insertion moment - Spacing, end and edge distances of the screws and minimum thickness of the wood based material - Slip modulus for mainly axially loaded screws, where relevant The material characteristics, dimensions, and tolerances of the product not indicated in Annexes 1 to 6 are given in the technical documentation 5 of the European technical approval Safety in case of fire are made from steel classified as Euroclass A1 in accordance with Commission Decision 96/603/EC, as amended by Commission Decision 2000/605/EC Hygiene, health and environment According to CUAP 06.03/08 the performance of the product regarding release of dangerous substances can be summarized as follows: - The product does not contain cadmium. - There is no risk that chrome VI will be released by consideration of all possible release scenarios. A declaration of conformity in this respect was made by the manufacturer. In addition to the specific clauses relating to dangerous substances contained in the European technical approval, there may be other requirements applicable to the products falling within its scope (e.g. transposed European legislation and national laws, regulations and administrative provisions). In order to meet the provisions of the Construction Products Directive, these requirements need also to be complied with, when and where they apply Durability and serviceability The product is intended to be used in service classes 1 and 2 according to EN The screws and washers are made from carbon steel are electrogalvanised and yellow or blue passivated or coated wit a zinc-nickel coating. The minimum thickness of the zinc coating of the screws is 5 m. The minimum thickness of the zinc-nickel coating is 4 m. 5 The technical documentation of the European Technical Approval is deposited at Österreichisches Institut für Bautechnik and, in so far as is relevant to the tasks of the approved body involved in the attestation of conformity procedure, is handed over to the approved body.

7 Page 7 Durability of is in accordance with EN or national provisions that apply on the installation site, see also the conditions of Clause 4. Serviceability of is given in EN and under the conditions of Clause Methods of verification General The assessment of fitness of for the intended use in relation to the requirements for mechanical resistance and stability, for safety in case of fire, for hygiene, health and the environment and for safety in use in the sense of the Essential Requirements 1, 2, 3 and 4 of Council Directive 89/106/EEC as well as for durability and serviceability has been made in accordance with CUAP 06.03/08, Common Understanding of Assessment Procedure for European technical approval for Self-tapping Screws for Use in Timber Construction Identification The European technical approval for is issued on the basis of agreed data, deposited with Österreichisches Institut für Bautechnik, which identifies the product that has been assessed and judged. Changes to materials, to the composition or to characteristics of the product, or to the production process, which could result in this deposited data being incorrect, should be immediately notified to Österreichisches Institut für Bautechnik before the changes are introduced. Österreichisches Institut für Bautechnik will decide whether or not such changes affect the European technical approval, and, if so, whether further assessment or alterations to the European technical approval are considered necessary. By the accompanying documentation shall be clearly identifiable at delivery. 3 Evaluation of conformity and CE marking 3.1 Attestation of conformity system The system of conformity attestation assigned by the European Commission to this product shall be that laid down in the Council Directive 89/106/EEC of 21 December 1988, Annex III (2) (ii), first possibility, referred to as System 2+. This system provides for: (a) Tasks for the manufacturer (1) Initial type-testing of the product; (2) Factory production control; (3) Further testing of samples taken at the factory by the manufacturer in accordance with a prescribed test plan 6 ; (b) Tasks for the approved body (4) Certification of factory production control on the basis of - Initial inspection of factory and of factory production control; - Continuous surveillance, assessment and approval of factory production control. 6 The prescribed test plan has been deposited with Österreichisches Institut für Bautechnik and is handed over only to the approved body involved in the attestation of conformity procedure. The prescribed test plan is also referred to as control plan.

8 Page Responsibilities Tasks for the manufacturer Initial type-testing of the product For initial type-testing, the results of the tests performed as part of the assessment for the European technical approval may be used unless there are changes in the manufacturing process or manufacturing plant. In the case of changes, the necessary initial type-testing shall be agreed between Österreichisches Institut für Bautechnik and the approved body involved Factory production control At the manufacturing plant the manufacturer has implemented and continuously maintains a factory production control system. All the elements, requirements and provisions adopted by the manufacturer are documented in a systematic manner in the form of written policies and procedures. The factory production control system ensures that Simpson Strong-Tie screws ESCR and SSTA are in conformity with the European technical approval. The manufacturer shall only use raw materials supplied with the relevant inspection documents as laid down in the prescribed test plan. Check of incoming materials shall include control of inspection documents (comparison with nominal values) presented by the manufacturer of the raw materials by verifying the dimensions and determining the material properties. The frequencies of controls and tests conducted during manufacturing are defined by taking account of the manufacturing process of the product and are laid down in the prescribed test plan. The results of factory production control are recorded and evaluated. The records include at least the following data: Designation of the product, basic materials and components Type of control or test Date of manufacture of the product and date of testing of the product or basic materials or components Results of controls and tests and, if appropriate, comparison with requirements Name and signature of person responsible for factory production control The records shall be kept at least for five years time and shall be presented to the approved body involved in continuous surveillance. On request they shall be presented to Österreichisches Institut für Bautechnik Declaration of conformity The manufacturer is responsible for preparing the declaration of conformity. When all the criteria of the conformity attestation including certification are met, the manufacturer shall issue a declaration of conformity Tasks for the approved body Initial inspection of factory and of factory production control The approved body shall ascertain that, in accordance with the prescribed test plan, the factory, in particular personnel and equipment, and the factory production control, are suitable to ensure a continuously and orderly manufacturing of with the specifications given in Section II as well as in the Annexes of the European technical approval.

9 Page Continuous surveillance, assessment and approval of factory production control The approved body shall visit the factory at least once a year for routine inspection. It shall be verified that the system of factory production control and the specified manufacturing process are maintained, taking account of the prescribed test plan. On demand the results of continuous surveillance shall be made available by the approved body to Österreichisches Institut für Bautechnik. When the provisions of the European technical approval and the prescribed test plan are no longer fulfilled, the certificate of conformity shall be withdrawn by the approved body. 3.3 CE marking The CE marking shall be affixed on the accompanying commercial documents. The symbol CE shall be followed by the identification number of the certification body and shall be accompanied by the following additional information: Name or identification mark and address of the holder of approval The last two digits of the year in which the CE marking was affixed Number of the certificate of conformity Number of the European technical approval Identification of the product by trade name Size of the product Type of corrosion protection 4 Assumptions under which the fitness of the product for the intended use was favourably assessed 4.1 Manufacturing are manufactured in accordance with the provisions of the European technical approval using the manufacturing process as identified in the inspection of the manufacturing plant by Österreichisches Institut für Bautechnik and laid down in the technical documentation. 4.2 Installation Design The European technical approval only applies to the manufacture and use of Simpson Strong- Tie screws ESCR and SSTA. Verification of stability of the works including application of loads on the products is not subject to the European technical approval. Fitness for the intended use of the products is given under the following conditions: Design of is carried under the responsibility of an engineer experienced in such products. Design of the works shall account for the protection of Simpson Strong-Tie screws ESCR and SSTA to maintain service classes 1 and 2 according to EN or national provisions that apply on the installation site. are installed correctly.

10 Page 10 Design of the products can be according to EN taking into account of Clause 2.1 of the European technical approval. Standards and regulations in force at the place of use shall be considered Installation Installation of shall be carried out by appropriately qualified personnel under the supervision of the person responsible for technical matters on site. The screws are either driven into the wood-based member without pre-drilling or in predrilled holes with a diameter not exceeding the inner thread diameter. The screw holes in steel members shall be pre-drilled with an adequate diameter greater than the outer thread diameter. To ensure a proper installation for screws with lengths of more than 800 mm a guiding hole is recommended. The structural members which are connected with shall be in accordance with Clause 1.2; ensure minimum spacing and edge distances in accordance with EN and Annex 8. 5 Recommendations for the manufacturer 5.1 General The manufacturer shall ensure that the requirements in accordance with the Clauses 1, 2 and 4 as well as with the Annexes of the European technical approval are made known to those who are concerned with planning and execution of the works. 5.2 Recommendations on packaging, transport and storage shall be protected during transport and storage against any damage and detrimental moisture effects. Storage shall at all time be clear from the ground. Damaged products shall not be installed. The manufacturer s instruction for packaging, transport and storage shall be observed. 5.3 Recommendations on use, maintenance and repair The assessment of the fitness for use is based on the assumption that maintenance is not required during the assumed intended working life. Should repair prove necessary an assessment shall be made in each case. Severe damage of a connection with requires immediate actions regarding the mechanical resistance and stability of the works. On behalf of Österreichisches Institut für Bautechnik The original document is signed by: Rainer Mikulits Managing Director

11 Page 11 ESCR S Annex 1

12 Page 12 ESCR S Annex 2

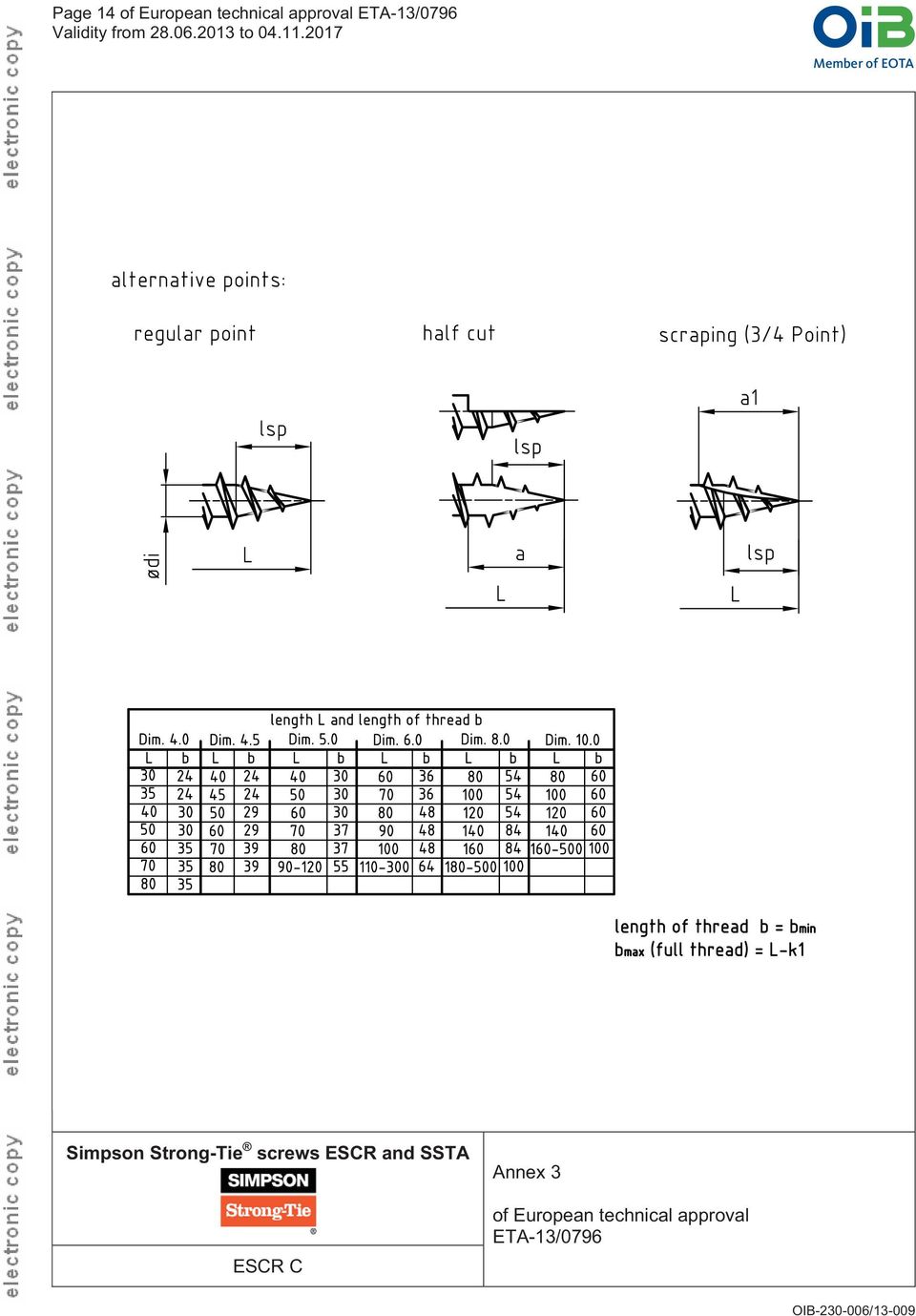
13 Page 13 ESCR C Annex 3

14 Page 14 ESCR C Annex 3
15 Page 15 ESCR Annex 4

16 Page 16 ESCR Annex 4

17 Page 17 ESCR FTC, ESCR FTP, ESCR FT and SSTA Annex 5

18 Page 18 ESCR FTC, ESCR FTP, ESCR FT and SSTA Annex 5

19 Page 19 Drive types and head labelling Annex 6

20 Page 20 Table A7.1 Characteristic head pull-through capacities of Simpson Strong-Tie screws ESCR S, ESCR C, ESCR FTC and SSTA in solid softwood or glued laminated timber ESCR S, ESCR C, ESCR FTC and SSTA Head diameter Product characteristic Characteristic head pullthrough parameter ( k = 350 kg/m³) f head,k N/mm² Table A7.2 Characteristic head pull-through capacities of Simpson Strong-Tie screws ESCR and washers in solid softwood or glued laminated timber ESCR and washers Head diameter / Washer diameter Product characteristic Characteristic head pullthrough parameter ( k = 350 kg/m³) f head,k N/mm² Table A7.3 Characteristic load bearing capacities of Simpson Strong-Tie screws ESCR S according to Annex 1 ESCR S (Annex 1) Screw diameter Product characteristic Max. length l max mm Characteristic tensile strength f tens,k kn Characteristic yield moment M y,k Nm Characteristic withdrawal parameter angle screw-axis to grain: 90 ( k = 350 kg/m³) f ax,k,90 N/mm² Characteristic yield strength f y,k N/mm² 900 Characteristic torsional strength f tor,k Nm Insertion moment ( k = 450 kg/m³) R tor,m Nm Product characteristics Annex 7

21 Page 21 Table A7.4 Characteristic load bearing capacities of Simpson Strong-Tie screws ESCR C and ESCR according to Annex 3 and Annex 4 ESCR C (Annex 3), ESCR (Annex 4) Screw diameter Product characteristic Max. length l max mm Characteristic tensile strength f tens,k kn Characteristic yield moment M y,k Nm Characteristic withdrawal parameter angle screw-axis to grain: 90 ( k = 350 kg/m³) f ax,k,90 N/mm² Characteristic yield strength f y,k N/mm² 900 Characteristic torsional strength f tor,k Nm Insertion moment ( k = 450kg/m³) R tor,m Nm Table A7.5 Characteristic load bearing capacities of Simpson Strong-Tie screws ESCR S according to Annex 2 ESCR S (Annex 2) Screw diameter Product characteristic Max. length l max mm Characteristic tensile strength f tens.k kn Characteristic yield moment M y.k Nm Characteristic withdrawal parameter angle screw-axis to grain: 90 ( k = 350 kg/m³) f ax.k.90 N/mm² Characteristic yield strength f y.k N/mm² 900 Characteristic torsional strength f tor.k Nm Insertion moment ( k = 450 kg/m³) R tor.m Nm Product characteristics Annex 7
22 Page 22 Table A7.6 Characteristic load bearing capacities of Simpson Strong-Tie screws ESCR FTC without compressor and cutting groove, ESCR FTP and SSTA according to Annex 5 ESCR FTC without compressor and cutting groove, ESCR FTP and SSTA (Annex 5) Screw diameter Product characteristic Max. length l max mm Characteristic tensile strength f tens.k kn Characteristic yield moment M y.k Nm Characteristic withdrawal parameter angle screw-axis to grain: 90 ( k = 350 kg/m³) f ax.k.90 N/mm² Characteristic yield strength f y.k N/mm² 950 Characteristic torsional strength f tor.k Nm Insertion moment ( k = 450 kg/m³) R tor.m Nm Half cut R tor.m. HT Nm Slip modulus K ser N/mm see A.7.4 Product characteristics Annex 7
23 Page 23 Table A7.7 Characteristic load bearing capacities of Simpson Strong-Tie screws ESCR FTC with compressor and cutting groove, ESCR FT and SSTA according to Annex 5 ESCR FTC with compressor and cutting groove, ESCR FT and SSTA (Annex 5) Screw diameter Product characteristic Max. length l max mm Characteristic tensile strength f tens.k kn Characteristic yield moment M y.k Nm Characteristic withdrawal parameter angle screw-axis to grain: 90 ( k = 350 kg/m³) f ax.k.90 N/mm² Characteristic yield strength f y.k N/mm² 950 Characteristic torsional strength f tor.k Nm Insertion moment ( k = 450 kg/m³) R tor.m.ht Nm Slip modulus K ser N/mm see A.7.4 A.7.1 General The minimum penetration length of screws in the load-bearing wood-based members shall be 4 d. A bending angle of 45 must be reached for all screws. A.7.2 Characteristic withdrawal parameter For angles 0 45 between screw-axis and direction of wood-fibre, f ax,k, is obtained by f ax, k, k ax f ax, k, 90 with k ax 0.7 0,3 45 For angles between screw-axis and direction of wood-fibre, f ax,k, remains constant. Annex 7 Product characteristics
24 Page 24 A.7.3 Characteristic head pull-through capacity for wood based panels The characteristic value of the head pull-through parameter for a characteristic density of 380 kg/m³ for wood based panels like - Plywood according to EN 636 and EN 13986, - Oriented strand board, OSB according to EN 300 and EN 13986, - Particle board according to EN 312 and EN 13986, - Fibreboards according to EN 622-2, EN and EN 13986, - Cement-bonded particle boards according to EN and EN with thicknesses of more than 20 mm is f head,k = 10 N/mm² For wood based panels with a thickness between 12 mm and 20 mm the characteristic value of the head pull-through parameter is f head,k = 8 N/mm² For wood based panels with a thickness of less than 12 mm the characteristic head pullthrough capacity shall be based on a characteristic value of the head pull-through parameter of 8 N/mm², and limited to 400 N complying with the minimum thicknesses of the wood based panels of 1.2 d, with d as outer thread diameter. In addition the minimum thicknesses of Table A7.8 apply. Table A7.8 Minimum thicknesses of wood based panels Wood based panel Minimum thickness in mm Plywood 6 Oriented strand board, OSB 8 Solid wood panels 12 Particleboard 8 Fibreboards 6 Cement-bonded particle boards 8 A.7.4 Slip modulus for mainly axially loaded screws The axial slip modulus K ser for the serviceability limit state used for connection of individual members in bending beams under flexible jointing shall be taken for screws drilled under an angle =45 to the grain as Product characteristics Annex 7
25 Page 25 K ser 234 ( d) 1 1 l l in N/mm with d = outer thread diameter of the screw in mm l 1,2 = respective penetration length in the individual members in mm A.7.5 Compressive loading for fully threaded screws The design load carrying capacity for with a full thread for an angle between screw-axis and direction of wood-fibre for compressive loading is given as F c,, Rd min F ax,, d ; F ki, d in N with F f ax,, d ax, d, d l ef f ax,d, = design value of the axial withdrawal capacity of the threaded part of the screw calculated from the characteristic values given in Table A7.3 to A7.7 in N/mm² d = outer thread diameter of the screw in mm l ef = penetration length of the threaded part of the screw in the timber member in mm N pl, k Fki, d Fki, k / M M 1 1 for 0. 2 or for N N pl, k ki, k 2 d i N pl, k f y, k in N 4 d i = inner thread diameter of the screw Product characteristics Annex 7
26 Page 26 f, = characteristic yield strength of the screw according to Table A7.3 to A7.7 y k N, = characteristic ideal elastic buckling load N ki k, c E I in N ki k h s s c h = elastic foundation of the screw 90 c h ( d) k in N/mm² 180 k = characteristic density of the wood-based member in kg/m³ = angle between screw axis and grain direction, E s I s d 64 4 i = bending stiffness in N/mm² A.7.6 Compression reinforcement The compression force shall evenly be distributed to the screws used as compression reinforcement. The screws are driven into the timber member perpendicular to the contact surface under an angle between the screw axis and the grain direction of 45 to 90. The screw heads must be flush with the timber surface. Reinforcing screws for wood-based panels are not covered by this European technical approval. For the design of reinforced contact areas the following conditions shall be met independently of the angle between the screw axis and the grain direction. The design resistance of a reinforced contact area is: R 90, d where: k min c,90 B l ef,1 f c,90, d B l ef,2 f n min F c,90, d ax,, d ; F ki, d k c,90 = parameter according to EN , B = bearing width in mm l ef,1 = effective contact length according to EN , in mm f c 90, d, = design compressive strength perpendicular to the grain (EN 338/EN ) in N/mm² Product characteristics Annex 7
European technical approval
 Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
European Technical Approval ETA-12/0500
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
European Technical Approval ETA-11/0024
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
European Technical Approval ETA-06/0259
 European Technical Approval ETA-06/0259 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-06/0259 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European technical approval
 Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
European Technical Approval ETA-11/0190
 European Technical Approval ETA-11/0190 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-11/0190 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
Authorised and notified according to Article 10 of the Council Directive 89/106/EEC of 21 December 1988 on the
 ÖSTERREICHISCHES I N S T I T U T F Ü R B A U T E C H N I K A-1010 Vienna, Schenkenstrasse 4 Tel.: + 4 3 ( 0 ) 1-5 3 3 6 5 5 0 Fax: + 4 3 ( 0 ) 1-5 3 3 6 4 2 3 relating to construction products E - m a
ÖSTERREICHISCHES I N S T I T U T F Ü R B A U T E C H N I K A-1010 Vienna, Schenkenstrasse 4 Tel.: + 4 3 ( 0 ) 1-5 3 3 6 5 5 0 Fax: + 4 3 ( 0 ) 1-5 3 3 6 4 2 3 relating to construction products E - m a
European Technical Approval ETA-08/0121
 European Technical Approval - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
European Technical Approval - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
European Technical Approval ETA-10/0200
 Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 B 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 B 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
European Technical Approval ETA 13/0526
 European Technical Approval ETA 13/0526 Trade Name Holder of the approval Website Generic type and use of construction product DOLCEA i3 PCIM S.A. Rue du Péquet 54 5590 Achene (Ciney) Belgium www.isoproc.eu
European Technical Approval ETA 13/0526 Trade Name Holder of the approval Website Generic type and use of construction product DOLCEA i3 PCIM S.A. Rue du Péquet 54 5590 Achene (Ciney) Belgium www.isoproc.eu
European technical approval
 Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Österreichisches Institut für Bautechnik Schenkenstrasse 4 1010 Vienna Austria T +43 1 533 65 50 F +43 1 533 64 23 mail@oib.or.at www.oib.or.
 Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
European Technical Approval ETA-10/0153
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
European Technical Approval ETA-04/0013
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
Europeiskt Tekniskt Godkännande European Technical Approval
 SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval Handelsnamn Trade
SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval Handelsnamn Trade
European Technical Assessment ETA-10/0153 of 10/06/2015
 ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet ww.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011 of
ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet ww.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011 of
European Technical Approval ETA-09/0040
 European Technical Approval ETA-09/0040 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-09/0040 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-07/0211
 European Technical Approval ETA-07/0211 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-07/0211 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
Page 1 of European Technical Approval ETA-12/0495
 Page 1 of European Technical Approval ETA-12/0495 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Page 1 of European Technical Approval ETA-12/0495 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
This European technical approval
 Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
Authorised and notified according to Article 10 of the Council Directive 89/ 106/EEC of 21 December 1988 on the approximation of laws, regulations and administrative provisions of Member States relating
European Technical Approval ETA-11/0374
 European Technical Approval ETA-11/0374 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-11/0374 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-01/0013
 European Technical Approval ETA-01/0013 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-01/0013 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Organisation for Technical Approvals
 Warrington Certification Limited, Holmesfield Road, Warrington, WA1 2DS Tel. +44 (0) 1925-646777 Fax +44 (0) 1925-646667 Member of EOTA Authorised and notified according to Article 10 of the Council Directive
Warrington Certification Limited, Holmesfield Road, Warrington, WA1 2DS Tel. +44 (0) 1925-646777 Fax +44 (0) 1925-646667 Member of EOTA Authorised and notified according to Article 10 of the Council Directive
European technical approval ETA-10/0460
 - Original version in German language Handelsbezeichnung Trade name fischer termoz LO 8 Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
- Original version in German language Handelsbezeichnung Trade name fischer termoz LO 8 Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
This European technical approval
 ÖSTERREICHISCHES I N S T I T U T F Ü R B A U T E C H N I K A-1010 Vienna, Schenkenstrasse 4 Tel.: + 4 3 ( 0 ) 1-5 3 3 6 5 5 0 Fax: + 4 3 ( 0 ) 1-5 3 3 6 4 2 3 relating to construction products E - m a
ÖSTERREICHISCHES I N S T I T U T F Ü R B A U T E C H N I K A-1010 Vienna, Schenkenstrasse 4 Tel.: + 4 3 ( 0 ) 1-5 3 3 6 5 5 0 Fax: + 4 3 ( 0 ) 1-5 3 3 6 4 2 3 relating to construction products E - m a
Europeiskt Tekniskt Godkännande European Technical Approval
 SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval ETA-12/0257 Handelsnamn
SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval ETA-12/0257 Handelsnamn
Page 1 of European Technical Approval ETA-08/0018
 Page 1 of European Technical Approval ETA-08/0018 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Page 1 of European Technical Approval ETA-08/0018 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA-09/0129 VTT Valtion Teknillinen Tutkimuskeskus PL 1000 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan
Page 1 of European Technical Approval ETA-09/0129 VTT Valtion Teknillinen Tutkimuskeskus PL 1000 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan
Europeiskt Tekniskt Godkännande European Technical Approval
 SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval ETA-11/0380 Handelsnamn
SITAC Box 553 SE 371 23 Karlskrona SWEDEN MEMBER OF EOTA Tfn.: +46-(0)10-516 63 00 Fax: +46-(0)455-206 88 E-mail: info@sitac.se Europeiskt Tekniskt Godkännande European Technical Approval ETA-11/0380 Handelsnamn
Structural fire design Eurocode 5-1.2 Timber structures
 Background and Applications Brussels, 18-20 February 2008 Dissemination of information workshop 1 Structural fire design Eurocode 5-1.2 Timber structures Jochen Fornather Austrian Standards Institute jochen.fornather@on-norm.at
Background and Applications Brussels, 18-20 February 2008 Dissemination of information workshop 1 Structural fire design Eurocode 5-1.2 Timber structures Jochen Fornather Austrian Standards Institute jochen.fornather@on-norm.at
Page 1 of European Technical Approval ETA-09/0129, Issued on September 26, 2011, valid until June 3, 2014
 Page 1 of European Technical Approval ETA-09/0129, Issued on September 26, 2011, valid until June 3, 2014 VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin
Page 1 of European Technical Approval ETA-09/0129, Issued on September 26, 2011, valid until June 3, 2014 VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin
European Technical Approval ETA-98/0001
 European Technical Approval ETA-98/0001 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-98/0001 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-09/0296
 Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Eurooppalainen tekninen hyväksyntä ETA - 13/0613 European Technical Approval
 VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
Sealfire W1000 Compound. (2 references for the same product) Fire Stopping and Sealing Product: Penetration Seals
 Fire Stopping and Sealing Product: Penetration Seals") UL INTERNATIONAL (UK) LTD Wonersh House, Building C, The Guildway, Old Portsmouth Road, Guildford. GU3 1LR. United Kingdom. Phone : +44 1483 302130 Fax : +44 1483 302230 Email : Inform.NB@uk.ul.com Website
UL INTERNATIONAL (UK) LTD Wonersh House, Building C, The Guildway, Old Portsmouth Road, Guildford. GU3 1LR. United Kingdom. Phone : +44 1483 302130 Fax : +44 1483 302230 Email : Inform.NB@uk.ul.com Website
European Technical Approval ETA-10/0005
 European Technical Approval English translation prepared by DIBt - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck
European Technical Approval English translation prepared by DIBt - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck
European Technical Approval ETA 13/0384
 European Technical Approval ETA 13/0384 Trade Name Holder of the approval Website Generic type and use of construction product Isobriq EU, Isobriq LE, Isobriq PA & Isobriq ZE Isobriq sa 49 Rue Slar 4801
European Technical Approval ETA 13/0384 Trade Name Holder of the approval Website Generic type and use of construction product Isobriq EU, Isobriq LE, Isobriq PA & Isobriq ZE Isobriq sa 49 Rue Slar 4801
European Technical Approval ETA-08/0010
 European Technical Approval ETA-08/0010 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-08/0010 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
ETAG 011 LIGHT COMPOSITE WOOD-BASED BEAMS AND COLUMNS
 European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique ETAG 011 Edition January 2002 GUIDELINE FOR EUROPEAN
European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique ETAG 011 Edition January 2002 GUIDELINE FOR EUROPEAN
European Technical Approval ETA-10/0124
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
(English language translation, the original version is in Czech language) DEWALT PTB-PRO. DeWalt Black-&-Decker Str. 40 65510 Idstein Germany
 DEWALT PTB-PRO. DeWalt Black-&-Decker Str. 40 65510 Idstein Germany") TECHNICKÝ A ZKUŠEBNÍ ÚSTAV STAVEBNÍ PRAHA, s.p. Prosecká 811/76a CZ-190 00 Praha 9 Tel.: +420 286 019 458 Internet: www.tzus.cz Authorised and notified according to Article 10 of the Council Directive
TECHNICKÝ A ZKUŠEBNÍ ÚSTAV STAVEBNÍ PRAHA, s.p. Prosecká 811/76a CZ-190 00 Praha 9 Tel.: +420 286 019 458 Internet: www.tzus.cz Authorised and notified according to Article 10 of the Council Directive
European technical approval ETA-12/0208
 - Original version in German language Handelsbezeichnung Trade name termoz SV II ecotwist Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
- Original version in German language Handelsbezeichnung Trade name termoz SV II ecotwist Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and use of construction
(English language translation, the original version is in French language) SPIT HIT M. Société SPIT Route de Lyon F-26501 BOURG-LES-VALENCE France
 SPIT HIT M. Société SPIT Route de Lyon F-26501 BOURG-LES-VALENCE France") Centre Scientifique et Technique du Bâtiment 84 avenue Jean Jaurès CHAMPS-SUR-MARNE F-77447 Marne-la-Vallée Cedex 2 Tel. : (33) 01 64 68 82 82 Fax : (33) 01 60 05 70 37 Autorisé et notifié conformément
Centre Scientifique et Technique du Bâtiment 84 avenue Jean Jaurès CHAMPS-SUR-MARNE F-77447 Marne-la-Vallée Cedex 2 Tel. : (33) 01 64 68 82 82 Fax : (33) 01 60 05 70 37 Autorisé et notifié conformément
LOAD-CARRYING CAPACITY OF AXIALLY LOADED RODS GLUED-IN PERPENDICULAR TO THE GRAIN
 LOAD-CARRYING CAPACITY OF AXIALLY LOADED RODS GLUED-IN PERPENDICULAR TO TE GRAIN Prof. Dr.-Ing..J. Blaß, Dipl.-Ing. B. Laskewitz Universität Karlsruhe (T), Germany Abstract Glued-in rods have been used
LOAD-CARRYING CAPACITY OF AXIALLY LOADED RODS GLUED-IN PERPENDICULAR TO TE GRAIN Prof. Dr.-Ing..J. Blaß, Dipl.-Ing. B. Laskewitz Universität Karlsruhe (T), Germany Abstract Glued-in rods have been used
European Technical Approval ETA-08/0290
 European Technical Approval ETA-08/0290 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-08/0290 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Assessment. ETA-02/0020 of 22 September 2015. English translation prepared by DIBt - Original version in German language
 European Technical Assessment ETA-02/0020 of 22 September 2015 - Original version in German language General Part Technical Assessment Body issuing the European Technical Assessment: Trade name of the
European Technical Assessment ETA-02/0020 of 22 September 2015 - Original version in German language General Part Technical Assessment Body issuing the European Technical Assessment: Trade name of the
How To Make An Oriented Strand Board
 ABOUT COMPANY Mission Provide solutions to enchance customers product value. Vision - To be a leader among wood based panel producers in the region. Values Innovation, integrity and team commitment. BOLDERAJA
ABOUT COMPANY Mission Provide solutions to enchance customers product value. Vision - To be a leader among wood based panel producers in the region. Values Innovation, integrity and team commitment. BOLDERAJA
Quality Regulations for Profiles
 Quality Regulations for Profiles September 2010 Quality Regulations for Profiles Page 2/42 Contents Preface... 4 1. Terms and Definitions... 5 1.1 Third parties... 5 1.2 Independent laboratories... 5 1.3
Quality Regulations for Profiles September 2010 Quality Regulations for Profiles Page 2/42 Contents Preface... 4 1. Terms and Definitions... 5 1.1 Third parties... 5 1.2 Independent laboratories... 5 1.3
European Technical Approval ETA-08/0266
 European Technical Approval ETA-08/0266 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-08/0266 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
Eurooppalainen tekninen hyväksyntä ETA 01/0003. Sormat Oy Harjutie 5 FIN 21290 Rusko. Sormat Oy Harjutie 5
 VTT VALTION TEKNILLINEN TUTKIMUSKESKUS PL 1000 (Lämpömiehenkuja 2) 02044 VTT, FINLAND Puh. +358 20 722 4911 Faksi +358 20 722 6251 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi
VTT VALTION TEKNILLINEN TUTKIMUSKESKUS PL 1000 (Lämpömiehenkuja 2) 02044 VTT, FINLAND Puh. +358 20 722 4911 Faksi +358 20 722 6251 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi
Installation guide for the SafeLine type anchorage device. Tested in compliance with EN 795: 1996. No.: SE-...
 Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
BETONYP building boards. The modern way of living.
 BETONYP building boards The modern way of living. Tough for 30 years. Healthy, debarked pine wood and cement: the raw materials used to produce one of our most successful products for more than three decades.
BETONYP building boards The modern way of living. Tough for 30 years. Healthy, debarked pine wood and cement: the raw materials used to produce one of our most successful products for more than three decades.
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA-09/0082 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Page 1 of European Technical Approval ETA-09/0082 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
ETAG 016 SELF-SUPPORTING COMPOSITE LIGHTWEIGHT PANELS. (Part one : G E N E R A L)
") European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique Edition NOVEMBER 2003 GUIDELINE FOR EUROPEAN TECHNICAL
European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique Edition NOVEMBER 2003 GUIDELINE FOR EUROPEAN TECHNICAL
European Technical Assessment ETA-15/0028 of 23/02/2015
 ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet ww.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011 of
ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet ww.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011 of
EUROPEAN ORGANISATION FOR TECHNICAL APPROVALS
 E TA TECHNICAL REPORT Design of Bonded Anchors TR 29 Edition June 27 EUROPEAN ORGANISATION FOR TECHNICAL APPROVALS TABLE OF CONTENTS Design method for bonded anchors Introduction..4 1 Scope...2 1.1 Type
E TA TECHNICAL REPORT Design of Bonded Anchors TR 29 Edition June 27 EUROPEAN ORGANISATION FOR TECHNICAL APPROVALS TABLE OF CONTENTS Design method for bonded anchors Introduction..4 1 Scope...2 1.1 Type
WT WR. Lateral compression reinforcements EN 1995-1-1. Data sheet No. 09 3.04. Convincing advantages:
 EN 1995-1-1 Lateral compression reinforcements WT WR WT WR Convincing advantages: Data sheet No. 09 3.04 substantial increase in ability to absorb shearing pressure material savings: purlin dimensions
EN 1995-1-1 Lateral compression reinforcements WT WR WT WR Convincing advantages: Data sheet No. 09 3.04 substantial increase in ability to absorb shearing pressure material savings: purlin dimensions
European Technical Approval ETA-09/0015
 ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ETA-Danmark A/S Kollegievej 6 DK-2920 Charlottenlund Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 10 of the Council Directive 89/106/EEC
ICC-ES Evaluation Report
 ICC-ES Evaluation Report ESR-2369 Reissued May 1, 2010 This report is subject to re-examination in one year. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council
ICC-ES Evaluation Report ESR-2369 Reissued May 1, 2010 This report is subject to re-examination in one year. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council
Fire safety in timber buildings
 Fire safety in timber buildings Introduction Fire spread in buildings is a risk to life safety for which the Building Regulations (for England and Wales 1,2, Scotland 3 and Northern Ireland 4 ) aims to
Fire safety in timber buildings Introduction Fire spread in buildings is a risk to life safety for which the Building Regulations (for England and Wales 1,2, Scotland 3 and Northern Ireland 4 ) aims to
Eurooppalainen tekninen hyväksyntä ETA-12/0045 European Technical Approval
 VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
CERTIFICATE NAME OF PRODUCT MANUFACTURER PRODUCT DESCRIPTION CERTIFICATION PROCEDURE. No VTT C-6044-10 Date of issue 11.10.2010, Updated July 1, 2011
 CERTIFICATE NAME OF PRODUCT No VTT C-6044-10 Date of issue 11.10.2010, Updated July 1, 2011 H-CONTROL REFLEX+ reflective insulating vapour control layer for roof and wall applications MANUFACTURER ACTIS
CERTIFICATE NAME OF PRODUCT No VTT C-6044-10 Date of issue 11.10.2010, Updated July 1, 2011 H-CONTROL REFLEX+ reflective insulating vapour control layer for roof and wall applications MANUFACTURER ACTIS
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA-01/0002 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Page 1 of European Technical Approval ETA-01/0002 VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
European Technical Approval ETA-04/0042
 British Board of Agrément Bucknalls Lane Garston Watford Herts WD5 9BA Tel: + (0) 193 Fax: + (0) 193 51 e-mail: mail@bba.star.co.uk website: www.bbacerts.co.uk Authorised and notified according to Article
British Board of Agrément Bucknalls Lane Garston Watford Herts WD5 9BA Tel: + (0) 193 Fax: + (0) 193 51 e-mail: mail@bba.star.co.uk website: www.bbacerts.co.uk Authorised and notified according to Article
HUS-A 6 / HUS-H 6 / HUS-I 6 / HUS-P 6 Screw anchor in precast prestressed hollow core slabs
 HUS-A 6 / HUS-H 6 / HUS-I 6 / HUS-P 6 Screw anchor in precast Anchor version HUS-A 6 Screw with hex head HUS-H 6 Screw with hex head HUS-I 6 Screw with hex head Benefits - Quick and easy setting - Low
HUS-A 6 / HUS-H 6 / HUS-I 6 / HUS-P 6 Screw anchor in precast Anchor version HUS-A 6 Screw with hex head HUS-H 6 Screw with hex head HUS-I 6 Screw with hex head Benefits - Quick and easy setting - Low
(English language translation, the original version is in French language) Powers Throughbolt PTB-XL-ETA7-PRO 01/02/2013 31/01/2018.
 Powers Throughbolt PTB-XL-ETA7-PRO 01/02/2013 31/01/2018.") Centre Scientifique et Technique du Bâtiment 84 avenue Jean Jaurès CHAMPS-SUR-MARNE F-77447 Marne-la-Vallée Cedex 2 Tél. : (33) 01 64 68 82 82 Fax : (33) 01 60 05 70 37 Autorisé et notifié conformément
Centre Scientifique et Technique du Bâtiment 84 avenue Jean Jaurès CHAMPS-SUR-MARNE F-77447 Marne-la-Vallée Cedex 2 Tél. : (33) 01 64 68 82 82 Fax : (33) 01 60 05 70 37 Autorisé et notifié conformément
Eurocode 5: Design of timber structures
 Eurocode 5: Design of timber structures Arnold Page, BSc, BD, MIWSc. Structural timber engineering consultant Introduction BS EN 1995 consists of three parts: Part 1-1: General. Common rules and rules
Eurocode 5: Design of timber structures Arnold Page, BSc, BD, MIWSc. Structural timber engineering consultant Introduction BS EN 1995 consists of three parts: Part 1-1: General. Common rules and rules
HVU with HAS/HAS-E rod adhesive anchor
 HVU with HAS/HAS-E rod HVU with HAS/HAS-E rod adhesive anchor Mortar system Benefits Hilti HVU foil capsule HAS HAS-R HAS-HCR rod - suitable for non-cracked concrete C 20/25 to C 50/60 - high loading capacity
HVU with HAS/HAS-E rod HVU with HAS/HAS-E rod adhesive anchor Mortar system Benefits Hilti HVU foil capsule HAS HAS-R HAS-HCR rod - suitable for non-cracked concrete C 20/25 to C 50/60 - high loading capacity
European Technical Approval ETA-07/0260
 European Technical Approval ETA-07/0260 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
European Technical Approval ETA-07/0260 - Original version in German language Handelsbezeichnung Trade name Zulassungsinhaber Holder of approval Zulassungsgegenstand und Verwendungszweck Generic type and
HUS-V Screw anchor. HUS-V Screw anchor. Basic loading data (for a single anchor) Mean ultimate resistance
 Mean ultimate resistance") HUS-V Screw anchor Anchor version HUS-V 8 / 10 Carbon steel concrete screw with hexagonal head Benefits - High productivity less drilling and fewer operations than with conventional anchors - Technical
HUS-V Screw anchor Anchor version HUS-V 8 / 10 Carbon steel concrete screw with hexagonal head Benefits - High productivity less drilling and fewer operations than with conventional anchors - Technical
European Technical Assessment ETA-15/0652 of 27/10/2015
 ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011
ETA-Danmark A/S Göteborg Plads 1 DK-2150 Nordhavn Tel. +45 72 24 59 00 Fax +45 72 24 59 04 Internet www.etadanmark.dk Authorised and notified according to Article 29 of the Regulation (EU) No 305/2011
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA-09/0081 VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
Page 1 of European Technical Approval ETA-09/0081 VTT Expert Services Ltd PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston
SmartPly OSB3 SMARTPLY
 SMARTPLY SmartPly OSB3 SmartPly OSB3 is a highly engineered, moisture resistant load-bearing panel designed for use in humid conditions and is therefore ideal for many structural and non-structural applications
SMARTPLY SmartPly OSB3 SmartPly OSB3 is a highly engineered, moisture resistant load-bearing panel designed for use in humid conditions and is therefore ideal for many structural and non-structural applications
Fire Stopping and Sealing Product: Penetration Seals
 UL INTERNATIONAL (UK) LTD Wonersh House, Building C, The Guildway, Old Portsmouth Road, Guildford. GU3 1LR. United Kingdom. Phone : +44 1483 302130 Fax : +44 1483 302230 Email : Inform.NB@uk.ul.com Website
UL INTERNATIONAL (UK) LTD Wonersh House, Building C, The Guildway, Old Portsmouth Road, Guildford. GU3 1LR. United Kingdom. Phone : +44 1483 302130 Fax : +44 1483 302230 Email : Inform.NB@uk.ul.com Website
ETAG 004 EXTERNAL THERMAL INSULATION COMPOSITE SYSTEMS WITH RENDERING
 European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique Edition March 2000 Amendment June 2008 GUIDELINE FOR
European Organisation for Technical Approvals Europäische Organisation für Technische Zulassungen Organisation Européenne pour l Agrément Technique Edition March 2000 Amendment June 2008 GUIDELINE FOR
NATIONAL ASSESSMENT DIRECTIVE FOR THE PRODUCT CERTIFICATE FOR WOODEN SCAFFOLDING BOARDS
 BRL 9923 dd. 2004-10-01 NATIONAL ASSESSMENT DIRECTIVE FOR THE KOMO PRODUCT CERTIFICATE FOR WOODEN SCAFFOLDING BOARDS Technical area E2 Accepted by the Committee of Experts of SKH dd. 15 th September 2004
BRL 9923 dd. 2004-10-01 NATIONAL ASSESSMENT DIRECTIVE FOR THE KOMO PRODUCT CERTIFICATE FOR WOODEN SCAFFOLDING BOARDS Technical area E2 Accepted by the Committee of Experts of SKH dd. 15 th September 2004
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
VTT Expert Services Oy PL 1001 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu
Eurooppalainen tekninen hyväksyntä ETA 02/0026 European Technical Approval
 VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
Product Data Sheet ROCKPANEL Rockclad
 Product Data Sheet ROCKPANEL Rockclad Durable - Xtreme - FS-Xtra United Kingdom 1 Product description ROCKPANEL boards are prefabricated compressed mineral wool boards with synthetic binders. The surface
Product Data Sheet ROCKPANEL Rockclad Durable - Xtreme - FS-Xtra United Kingdom 1 Product description ROCKPANEL boards are prefabricated compressed mineral wool boards with synthetic binders. The surface
Compression load testing straw bale walls. Peter Walker Dept. Architecture & Civil Engineering University of Bath Bath BA2 7AY.
 Compression load testing straw bale walls Peter Walker Dept. Architecture & Civil Engineering University of Bath Bath BA2 7AY May 2004 1. Introduction Over the last 10 years a growing number of loadbearing
Compression load testing straw bale walls Peter Walker Dept. Architecture & Civil Engineering University of Bath Bath BA2 7AY May 2004 1. Introduction Over the last 10 years a growing number of loadbearing
European Technical Approval ETA-98/0001
 Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Eurooppalainen tekninen hyväksyntä ETA 08/0173 European Technical Approval. Sormat S KA kiila ankkurit Sormat through bolt S KA
 VTT VALTION TEKNILINEN TUTKIMUSKESKUS PL 1000 (Kemistintie 3) 02044 VTT Puh. + 358 20 722 4911 Telekopio +358 20 722 6251 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta
VTT VALTION TEKNILINEN TUTKIMUSKESKUS PL 1000 (Kemistintie 3) 02044 VTT Puh. + 358 20 722 4911 Telekopio +358 20 722 6251 Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA 08/0093 VTT VALTION TEKNILLINEN TUTKIMUSKESKUS PL 1000 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan
Page 1 of European Technical Approval ETA 08/0093 VTT VALTION TEKNILLINEN TUTKIMUSKESKUS PL 1000 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 Rakennustuotedirektiivin (89/106/EEC) artiklan
Mandate M/116 MASONRY AND RELATED PRODUCTS
 Mandate M/116 Page 1 sur 19 Mandate M/116 MANDATE TO CEN/CENELEC CONCERNING THE EXECUTION OF STANDARDISATION WORK FOR HARMONIZED STANDARDS ON CReatE MASONR AND RELATED PRODUCTS RELATED TO THE FOLLOWING
Mandate M/116 Page 1 sur 19 Mandate M/116 MANDATE TO CEN/CENELEC CONCERNING THE EXECUTION OF STANDARDISATION WORK FOR HARMONIZED STANDARDS ON CReatE MASONR AND RELATED PRODUCTS RELATED TO THE FOLLOWING
EFFECTIVE BENDING CAPACITY OF DOWEL-TYPE FASTENERS
 EFFECTIVE BENDING CAPACITY OF DOWEL-TYPE FASTENERS Hans Joachim Blass 1), Adriane Bienhaus 1) and Volker Krämer 1) 1) Lehrstuhl für Ingenieurholzbau und Baukonstruktionen, University of Karlsruhe, Germany
EFFECTIVE BENDING CAPACITY OF DOWEL-TYPE FASTENERS Hans Joachim Blass 1), Adriane Bienhaus 1) and Volker Krämer 1) 1) Lehrstuhl für Ingenieurholzbau und Baukonstruktionen, University of Karlsruhe, Germany
Eurooppalainen tekninen hyväksyntä ETA - 02/0026 European Technical Approval
 VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
VTT EXPERT SERVICES OY PL 1001 02044 VTT Tel. + 358 20 722 111 www.vttexpertservices.fi Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21 päivänä joulukuuta 1988 annetun neuvoston
European Technical Approval ETA 12/0419
 FM Approvals Limited 1 Windsor Dials Windsor Berkshire SL4 1RS United Kingdom Tel.: +44 (0)1753 750000 Fax: +44 (0)1753 868700 E-mail: cpd@fmapprovals.com Internet: www.fmapprovals.com Member of EOTA European
FM Approvals Limited 1 Windsor Dials Windsor Berkshire SL4 1RS United Kingdom Tel.: +44 (0)1753 750000 Fax: +44 (0)1753 868700 E-mail: cpd@fmapprovals.com Internet: www.fmapprovals.com Member of EOTA European
pren 1995-1-2 Eurocode 5 Design of timber structures Part 1-2: General rules Structural fire design Final Draft - October 2001 Stage 34 Clean version
 Document CEN/TC 250/SC 5: N161a 2001-10-16 pren 1995-1-2 Eurocode 5 Design of timber structures Part 1-2: General rules Structural fire design Final Draft - October 2001 Stage 34 Clean version Page 1 Contents
Document CEN/TC 250/SC 5: N161a 2001-10-16 pren 1995-1-2 Eurocode 5 Design of timber structures Part 1-2: General rules Structural fire design Final Draft - October 2001 Stage 34 Clean version Page 1 Contents
B. Related categories: The following categories contain requirements that relate to this section:
 ORIENTED STRAND BOARD PART I. - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply
ORIENTED STRAND BOARD PART I. - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply
English translation prepared by DIBt Original version in German language
 Date: Reference: 14.05.2013 I 22-1.21.1-87/12 (73/13) English translation prepared by DIBt Original version in German language Approval number: Validity Z-21.1-1987 from: 14 May 2013 Applicant: Hilti Deutschland
Date: Reference: 14.05.2013 I 22-1.21.1-87/12 (73/13) English translation prepared by DIBt Original version in German language Approval number: Validity Z-21.1-1987 from: 14 May 2013 Applicant: Hilti Deutschland
BAUSÄTZE FÜR DEN HOLZBAU
 Leitlinie für die europäische technische Zulassung (ETAG) ETAG 007 BAUSÄTZE FÜR DEN HOLZBAU Ausgabe 2012 OIB-467-023/13 Vorbemerkungen zur Leitlinie für die europäische technische Zulassung für BAUSÄTZE
Leitlinie für die europäische technische Zulassung (ETAG) ETAG 007 BAUSÄTZE FÜR DEN HOLZBAU Ausgabe 2012 OIB-467-023/13 Vorbemerkungen zur Leitlinie für die europäische technische Zulassung für BAUSÄTZE
DIVISION: 06 00 00 WOOD, PLASTICS AND COMPOSITES SECTION: 06 05 23 WOOD, PLASTIC, AND COMPOSITE FASTENINGS REPORT HOLDER:
 0 ICC ES Report ICC ES (800) 4 6587 (56) 699 054 www.icc es.org 000 Most Widely Accepted and Trusted ESR 0 Reissued 07/06 This report is subject to renewal 07/07. DIVISION: 06 00 00 WOOD, PLASTICS AND
0 ICC ES Report ICC ES (800) 4 6587 (56) 699 054 www.icc es.org 000 Most Widely Accepted and Trusted ESR 0 Reissued 07/06 This report is subject to renewal 07/07. DIVISION: 06 00 00 WOOD, PLASTICS AND
Technical Application Document. Hilti HIT-RE 500-SD
 Technical Application Document Technical Evaluation Report 3/10-649 Injection system for rebar connections Hilti HIT-RE 500-SD Subject to European Technical Approval ATE-09/0295 Holder of approval: HILTI
Technical Application Document Technical Evaluation Report 3/10-649 Injection system for rebar connections Hilti HIT-RE 500-SD Subject to European Technical Approval ATE-09/0295 Holder of approval: HILTI
METHOD OF STATEMENT FOR STATIC LOADING TEST
 Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
Compression Test, METHOD OF STATEMENT FOR STATIC LOADING TEST Tension Test and Lateral Test According to the American Standards ASTM D1143 07, ASTM D3689 07, ASTM D3966 07 and Euro Codes EC7 Table of Contents
Rakennustuotedirektiivin (89/106/EEC) artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN
 artiklan 10, neuvoston direktiivi 21. joulukuuta 1988, mukaisesti notifioitu tuotehyväksyntälaitos EOTAN JÄSEN") Page 1 of European Technical Approval ETA-10/0359 VTT EXPERT SERVICES OY PL 1001, 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 www.vttexpertservices.fi Rakennustuotedirektiivin (89/106/EEC)
Page 1 of European Technical Approval ETA-10/0359 VTT EXPERT SERVICES OY PL 1001, 02044 VTT Puh. +358 20 722 4911 Telekopio +358 20 722 7003 www.vttexpertservices.fi Rakennustuotedirektiivin (89/106/EEC)
Precision Miniature Load Cell. Models 8431, 8432 with Overload Protection
 w Technical Product Information Precision Miniature Load Cell with Overload Protection 1. Introduction The load cells in the model 8431 and 8432 series are primarily designed for the measurement of force
w Technical Product Information Precision Miniature Load Cell with Overload Protection 1. Introduction The load cells in the model 8431 and 8432 series are primarily designed for the measurement of force
European Technical Approval ETA-03/0039
 Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
Deutsches Institut für Bautechnik Anstalt des öffentlichen Rechts Kolonnenstr. 30 L 10829 Berlin Germany Tel.: +49(0)30 787 30 0 Fax: +49(0)30 787 30 320 E-mail: dibt@dibt.de Internet: www.dibt.de Mitglied
TZ WEDGE ANCHOR FOR CRACKED AND UNCRACKED CONCRETE
 SECTION 2.2 PAGE 1 / 9 l DESCRIPTION UCAN TZ torque controlled mechanical expansion wedge anchors have a Category 1 classification. They are used to resist static, wind and seismic tension and shear loads
SECTION 2.2 PAGE 1 / 9 l DESCRIPTION UCAN TZ torque controlled mechanical expansion wedge anchors have a Category 1 classification. They are used to resist static, wind and seismic tension and shear loads
European Technical Approval ETA 13/0282
 European Technical Approval ETA 13/0282 Trade Name WILLCO Isolatiesysteem 2+4 Holder of the approval Website Generic type and use of construction product WILLCO Products N.V. Kwalestraat 72 B-9320 Nieuwerkerken
European Technical Approval ETA 13/0282 Trade Name WILLCO Isolatiesysteem 2+4 Holder of the approval Website Generic type and use of construction product WILLCO Products N.V. Kwalestraat 72 B-9320 Nieuwerkerken