by Paul Baybutt and Remigio Agraz-Boeneker Primatech Inc. 50 Northwoods Blvd. Columbus, Ohio, USA
|
|
|
- Allen Black
- 7 years ago
- Views:
Transcription
1 A COMPARISON OF THE HAZARD AND OPERABILITY (HAZOP) STUDY WITH MAJOR HAZARD ANALYSIS (MHA): A MORE EFFICIENT AND EFFECTIVE PROCESS HAZARD ANALYSIS (PHA) METHOD by Paul Baybutt and Remigio Agraz-Boeneker Primatech Inc. 50 Northwoods Blvd. Columbus, Ohio, USA A version of this paper was presented at the1st Latin American Process Safety Conference and Exposition, Center for Chemical Process Safety, Buenos Aires, May 27 29, Abstract The Hazard and Operability (HAZOP) study is the most commonly used process hazard analysis (PHA) method in the process industries. While the HAZOP method provides a more thorough and complete treatment than other classical PHA methods, HAZOP studies tend to be tedious and time-consuming which can compromise the quality of the work performed. Major Hazard Analysis (MHA) was developed in an attempt to overcome these disadvantages of the HAZOP method. The HAZOP method requires PHA teams to consider a variety of deviations from design intent and brainstorm causes of the deviations. Unfortunately, it is difficult for PHA teams to select only those aspects of design intent that will result in the identification of issues within the scope and objectives of the PHA. Consequently, effort is often expended in HAZOP studies on issues that turn out to be unimportant. MHA starts with the direct identification of pertinent initiating events for hazard scenarios. PHA teams using MHA find it a more sensible and understandable approach. In addition, they are more willing to participate in the study since immediate dividends are evident from their work. This paper presents comparisons of the results of PHAs performed using both MHA and HAZOP. Generally, MHA studies can be performed in substantially less time and identify more hazard scenarios than HAZOP studies. While MHA was developed to address the types of hazards that arise from the release of toxic, reactive, flammable and explosive materials from processes, it has been extended to look at other hazards such as overpressurization and entrapment by moving equipment. In this form, it is called Direct Hazard Analysis (DHA) and is used in combination with the Hazard Identification (HAZID) method. Such applications are also described in this paper. 1
 study is the most commonly used process hazard analysis (PHA) method in the process industries.")
2 Introduction Process Hazard Analysis (PHA) studies are performed to comply with the OSHA s Process Safety Management (PSM) standard, 29 CFR , and the EPA s Risk Management Program (RMP) rule, 40 CFR Part 68 in the United States, and process safety regulations and company requirements in other countries around the world. Although various PHA methods are allowable under the regulations, the Hazard and Operability (HAZOP) method is commonly used. Many thousands of HAZOP studies have been performed since the method was first developed in the 1960s. However, HAZOP study participants often find the studies tedious and time consuming (1). While the method was developed to address both safety and operability scenarios, some companies do not want to spend time identifying operability scenarios. However, it is difficult to divorce their identification from the identification of safety scenarios. In a typical HAZOP study, at least half the time is spent on operability scenarios. The HAZOP method also depends for its success on the proper identification of design intent for the process. There are many aspects of design intent that may be important and it is a considerable challenge for teams to be sure they have addressed the important parts. Unfortunately, the more thorough the attempt made at performing a complete study, the more likely it is that the team will burn out and lose their motivation. Moreover, the HAZOP method identifies initiating events for hazard scenarios in an indirect way by first postulating a deviation from design intent. Novice team members sometimes have difficulty understanding this approach and are more comfortable with methods that directly address initiating events. These issues make process plant personnel reluctant to participate in HAZOP studies. Consequently, an improved PHA approach, called Major Hazards Analysis (MHA), was developed to overcome problems with the HAZOP method (2). Major Hazard Analysis Process safety regulations focus on toxic, fire, explosion, and to a certain extent, reactivity hazards (called major hazards herein). These major hazards result from specific chemicals and they may adversely impact employees, the public and the environment. Scenarios of interest that result from major hazards originate with loss of process containment. Causes of loss of containment can be direct, for example, valves left open or ruptures in lines or vessels. They may also be indirect, for example, runaway reactions resulting in releases through pressure relief devices or vessel and piping rupture. Therefore, MHA focuses brainstorming on such scenarios by using a structured framework to guide the identification of initiating events. 2
.")
3 All PHA methods subdivide the process so that individual parts can be analyzed. MHA can use the systems and subsystems typical of What-If studies or the nodes (process lines and major vessels) used by the HAZOP method. This allows MHA to be conducted at various levels of detail according to the user s needs. In order to provide guidance to the PHA team and help assure completeness, MHA uses specific categories and common examples of initiating events (causes) that can result in loss of containment. This focuses the team s brainstorming without narrowing their vision. A typical list of initiating event categories and examples is shown in Table 1. Such lists can be customized for specific facilities and/or types of processes. The scheme also prompts consideration of items not included in the lists. This categorization includes equipment and human failures as well as external events. The logic of the approach is that there is a limited number of categories of initiating events that result in loss of containment and within each category there is a limited number of ways this may commonly happen. This enables the PHA team to use the scheme without being overburdened, while preserving their energy to consider items not in the scheme. The result of applying this categorization scheme using the MHA method is shown in Figure 1. This example includes the worksheet columns Enabling Event/Condition and Scenario. These additions clarify the scenario and also provide valuable information for use in further analyses such as Layers of Protection Analysis (LOPA) or Quantitative Risk Analysis (QRA). Other elements of the hazard scenarios are identified in the same way as for other PHA methods and they are recorded in similar worksheet columns. Comparison of the MHA and HAZOP Methods The MHA and HAZOP methods were compared directly by application to an ammonia plant and a urea handling process. Comparisons were also made by their individual application to other processes. The principal way in which the two methods differ is in how scenario initiating events are identified. Other scenario elements are identified in the same way. The comparisons resulted in the following findings: 1) Generally, more major hazard scenarios are identified using the MHA method. In principle, both methods are capable of identifying the same major hazard scenarios. However, in the MHA method the approach is direct while in the HAZOP method the approach is indirect. In the HAZOP method, the PHA team must consider numerous parameters and deviations for a node in order to identify scenarios; both safety and operability scenarios are mixed together; and the scope of the node intention that should be considered is not well defined, possibly resulting in scenarios that may be missed. HAZOP study teams can become frustrated by 3
 that can result in loss of containment.")
4 these issues and lose their focus. In the MHA method, the team stays focused on just those causes of hazardous material releases from the process. Teams are provided with a clear road map to follow, albeit one they can adjust to the circumstances. At any time they know where they stand and what they are doing. This improved focus and more clearly understood method results in a higher level of performance by the team and a better hazard analysis. However, if a team also intends to include operability scenarios in the study then the HAZOP method would be favored. 2) The time required for an MHA study is substantially less than for a HAZOP study. Not only are operability scenarios eliminated in the MHA method, but also less time is spent in extraneous discussions. The MHA method focuses attention immediately on the causes of hazard scenarios whereas the HAZOP method encourages the wide-ranging identification of causes of process deviations which may or may not result in major hazard scenarios. The HAZOP method also can be repetitive with the same hazard scenarios arising in multiple ways. 3) The MHA method is more readily understood by PHA teams. The MHA method systematically identifies each hazard scenario element beginning with the initiating event. This fits the conceptual framework of PHA team members exactly. In contrast, the HAZOP method begins with the consideration of deviations from design intent. Causes of deviations are identified as candidate initiating events for major hazard scenarios. Of course, in describing the progression of these initiating events to a consequence of concern, the deviation reappears as part of the scenario and team members are sometimes confused by this aspect of the HAZOP method. Furthermore, teams are also often confused by the process of generating and using deviations from design intent to identify hazard scenarios. Each node in a HAZOP or MHA study contains a set of hazard scenarios. In a HAZOP study, they appear under different parameters and deviations. In a MHA study, they appear in the order of the different categories of initiating events. Most PHA team members find the latter approach more logical. 4) The MHA method provides more flexibility than the HAZOP method. Both methods provide a framework and structure for the identification of hazard scenarios. However, the HAZOP method constrains the assignment of scenarios to particular process deviations in a node. The MHA method allows the identification of hazard scenarios as a set for each node without unduly constraining the identification of hazard scenarios. 5) There is less ambiguity in MHA. 4

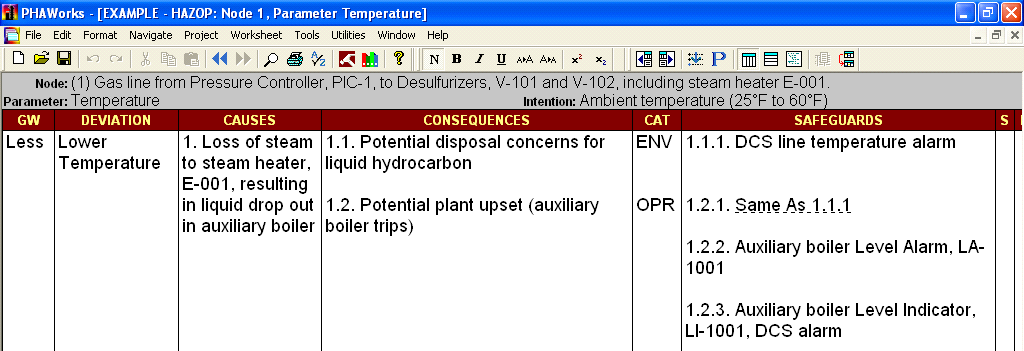
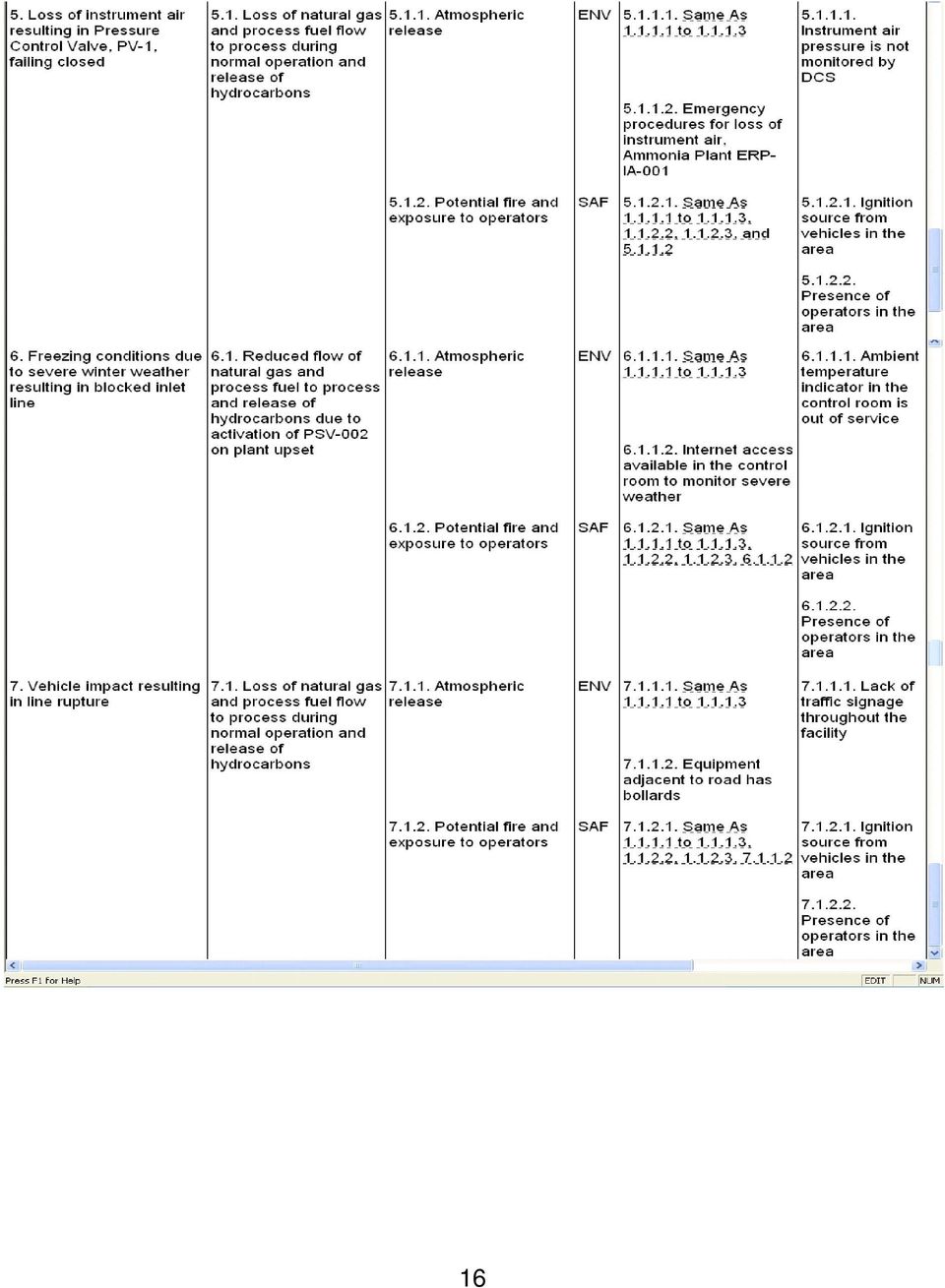
5 The HAZOP method can be used to identify both hazards and hazard scenarios. Indeed, some practitioners decide which hazards are present and identify ways they can occur (scenarios) as the study proceeds. However, the HAZOP method will not readily identify all process hazards that may be present and, unless the types of hazards to be addressed are defined in the study scope and objectives, scenarios may be missed or identified inconsistently for different types of hazards. Furthermore, scenarios outside the intended scope and objectives may be included. A hazard type may be obvious in one part but not another part of the process and may be missed unless team members are instructed to look systematically at a defined set of hazards. In contrast, MHA is structured to look exclusively at the major hazards of flammability, explosivity, toxicity and reactivity that are covered by process safety regulations. Hazards are the starting point for the MHA method whereas they are secondary in the HAZOP method. 6) MHA study worksheets are simpler to use. In a MHA study, all the hazard scenarios for a node appear in a single worksheet, unlike in a HAZOP study where they are organized by process parameters and deviations into multiple worksheets. Not only are the MHA worksheets easier to understand, but also making entries for different hazard scenarios with common elements is facilitated by their presence in the same worksheet. There is less jumping around the worksheets while conducting the study. Furthermore, the segmentation of worksheets to address multiple modes of operation is easier with the MHA method than the HAZOP method. 7) The MHA method is more readily accepted than the HAZOP method. Novice teams require coaching as they begin to use the HAZOP method and may question its efficacy as a study proceeds. MHA is more readily accepted and even experienced PHA teams usually express a preference for it. An example of some completed worksheets from a HAZOP study on an ammonia plant are shown in Figure 2. These can be contrasted with completed MHA worksheets for the same node of the process in Figure 3. Worksheet columns are shown up to Safeguards. The HAZOP worksheets contain numerous operability scenarios. Some arise as consequences of initiating events that also have safety and/or environmental consequences. In other cases, they arise from initiating events that have neither safety nor environmental consequences. The MHA worksheets do not document the operability scenarios and focus on the safety and environmental scenarios. In all cases where safety or environmental scenarios are identified in the HAZOP worksheets, they are also identified in the MHA worksheets. We have found that MHA will also identify scenarios that have been missed by HAZOP. The addition of Scenarios and Enablers columns to the MHA worksheet adds valuable information for the hazard scenarios. While this can also be done in 5

6 HAZOP, it is less likely teams will be willing to do so because of the extra effort needed in a study that is already considered to be lengthier than desirable. Direct Hazard Analysis The MHA method is intended to address the four major hazards usually of concern in process safety and their impacts on people and the environment. However, some PHA practitioners apply PHA methods to other types of hazards. Therefore, in an extension of the MHA method called Direct Hazard Analysis (DHA) other hazard types are addressed. Each hazard type uses a structured list of categories of initiating events and ways they can occur. An example of such a list is provided in Table 2 for the hazard of over-pressurization. Such lists can be developed for any hazard. An important precursor to a DHA study, indeed for many PHA studies, is the performance of a Hazard Identification (HAZID) study in which hazards in each area of the process are identified using a checklist of hazards. A HAZID worksheet is usually completed (see Figure 4). Process materials are considered, material safety data sheets and other documents are reviewed, and known hazards are listed. The HAZID study allows a determination to be made of which hazards will be addressed using PHA and which PHA techniques should be used for which types of hazards. Other hazards are managed through other occupational health and safety programs, for example, using simple checklists or Job Hazard Analysis. Conclusions The MHA method has been designed specifically to address the types of hazards covered by process safety regulations and their impacts on people and the environment. MHA focuses the PHA team s attention on causes of loss of containment involving hazardous materials. In contrast, the HAZOP method focuses the team on process deviations that may or may not result in loss of containment. Consequently, MHA is a more efficient way of addressing major hazards. Furthermore, the structured approach to identifying loss of containment scenarios provides confidence in the relative completeness of the method compared to the HAZOP method. By constraining team deliberations to those scenarios of interest, the MHA method helps preserve the most precious resource available to the team, namely their intellectual energy. Moreover, the MHA method offers structure comparable to HAZOP, while providing more specific guidance and without restricting brainstorming of major hazard scenarios. PHA teams prefer MHA because it more directly addresses issues of concern than the HAZOP method. Inexperienced PHA practitioners are likely to do a better job with it. 6

7 One further advantage offered by MHA is the ease with which current PHA studies can be converted into MHA format. The format of MHA worksheets is very similar to those of other PHA techniques and information can be copied easily into the MHA format. This can be done when PHAs are revalidated. The revalidation can then address the analysis of process changes as well as the enhancement of the original PHA results by the use of MHA. Since MHA is a spreadsheet technique like other PHA methods, existing PHA recording tools can be used to perform MHA studies. The figures used to illustrate the method in this paper are screen captures from PHAWorks, Primatech s PHA software package. PHAWorks is a registered trademark of Primatech Inc. References 1. P. Baybutt, On the Ability of Process Hazard Analysis to Identify Accidents, Process Safety Progress, Vol. 22, No. 3, pps , September, P. Baybutt, Major Hazards Analysis - An Improved Process Hazard Analysis Method, Process Safety Progress, Vol. 22, No. 1, pps , March,

8 Table 1. Initiating Event Categories For Major Hazard Analysis / Hazardous Material Release. Leaks / ruptures Fracture: e.g. breaking open of a containment system by the propagation of a crack Puncture: e.g. a perforation or hole in a containment system as a result of impact Relief device stuck open Seal / gasket / flange failure Corrosion / erosion Fouling / plugging Flow surge or hydraulic hammer Equipment failure Incorrect actions or inactions by people Errors of omission, e.g. operator does not close a valve Errors of commission, e.g. operator closes the wrong valve Extraneous acts, e.g. operator closes two block valves instead of just one Violations, e.g. operator disables an alarm Exceeding process limits Over / under pressuring Over / under heating Over / under cooling Over / under filling Incorrect composition? Flow upset Reverse flow Loss of feed Other? Control systems failures Instrumentation Logic solver Final elements Communications and control interfaces Signal and data lines Infrastructure Environment Reactivity 8

9 Loss of control of an intended reaction Starting another unintended reaction Unintended side reaction or series of reactions Water ingress Air ingress Spontaneously reactive Inadvertent mixing of chemicals Physical processing of chemicals that releases heat Structural failures Equipment supports Foundations / floors Cyclic loading Pressure fluctuations Utility failures Electric power Instrument air Plant nitrogen Cooling water Steam Natural external events Flooding Lightning High winds Human external events Vehicle impacts Dropped objects from lifting devices Knock-on effects Incidents within the process Incidents in adjacent processes Multiple failures including common cause failures Combinations of equipment failures Combinations of human failures Combinations of external events Combinations of any of these 9

10 Others Incorrect location / position / elevation Incorrect timing / sequence / order Anything else? Anything unusual? 10

11 Table 2. Initiating Event Categories For Direct Hazard Analysis / Over-pressurization Equipment failures Blocked outlet Regulator failure Compressor / pump over-speed Heat exchanger failure Equipment isolation failure Blocked-in line Human failures Instrument calibration error Pump misoperated Incorrect valve positions set Equipment not isolated Bypass opened Metering, loading or charging error External events External fire Exposure to excessive solar radiation Loss of cooling Overheating 11

12 Figure 1. MHA Worksheet. 12

13 Figure 2. Example of HAZOP Worksheets for an Ammonia Plant. 13


14 14

15 Figure 3. Example of MHA Worksheets for an Ammonia Plant. 15

16 16
17 Figure 4. Example HAZID Worksheet. 17

Guide to Selecting the Right PHA Documenting Software
 by Mel Coker and Greg Jobe Abstract: This article is a consumers guide to selecting documentation software for process hazard analyses (PHAs), which are required by both the OSHA Process Safety Management
by Mel Coker and Greg Jobe Abstract: This article is a consumers guide to selecting documentation software for process hazard analyses (PHAs), which are required by both the OSHA Process Safety Management
FAQ SHEET - LAYERS OF PROTECTION ANALYSIS (LOPA)
") FAQ SHEET - LAYERS OF PROTETION ANALYSIS (LOPA) Acronyms and Abbreviations Used ANSI - American National Standards Institute IPL - Independent Protection Layer ISA - The Instrumentation, Systems and Automation
FAQ SHEET - LAYERS OF PROTETION ANALYSIS (LOPA) Acronyms and Abbreviations Used ANSI - American National Standards Institute IPL - Independent Protection Layer ISA - The Instrumentation, Systems and Automation
On-Site Risk Management Audit Checklist for Program Level 3 Process
 On-Site Risk Management Audit Checklist for Program Level 3 Process Auditor name: Date: I. Facility Information: Facility name: Facility location: County: Contact name: RMP Facility I.D. Phone Number:
On-Site Risk Management Audit Checklist for Program Level 3 Process Auditor name: Date: I. Facility Information: Facility name: Facility location: County: Contact name: RMP Facility I.D. Phone Number:
Practical Implementation of Safety Management Systems at Unregulated Upstream Oil & Gas Facilities
 Practical Implementation of Safety Management Systems at Unregulated Upstream Oil & Gas Facilities Kristin D. Norton, PE CFSE Risk Management Professionals, Inc. 300 Goddard, Suite 200 Irvine, California
Practical Implementation of Safety Management Systems at Unregulated Upstream Oil & Gas Facilities Kristin D. Norton, PE CFSE Risk Management Professionals, Inc. 300 Goddard, Suite 200 Irvine, California
Designing an Effective Risk Matrix
 Designing an Effective Risk Matrix HENRY OZOG INTRODUCTION Risk assessment is an effective means of identifying process safety risks and determining the most cost-effective means to reduce risk. Many organizations
Designing an Effective Risk Matrix HENRY OZOG INTRODUCTION Risk assessment is an effective means of identifying process safety risks and determining the most cost-effective means to reduce risk. Many organizations
Safety Integrity Level (SIL) Assessment as key element within the plant design
 Assessment as key element within the plant design") Safety Integrity Level (SIL) Assessment as key element within the plant design Tobias WALK ILF Consulting Engineers GmbH Germany Abstract Special attention has to be provide to safety instrumented functions
Safety Integrity Level (SIL) Assessment as key element within the plant design Tobias WALK ILF Consulting Engineers GmbH Germany Abstract Special attention has to be provide to safety instrumented functions
Hazard Operability Studies (HAZOP) Germanischer Lloyd Service/Product Description
 Germanischer Lloyd Service/Product Description") Safety & Risk Management Services Hazard Operability Studies (HAZOP) Germanischer Lloyd Service/Product Description Germanischer Lloyd Service/Product Description Hazard Operability Studies (HAZOP) Contents
Safety & Risk Management Services Hazard Operability Studies (HAZOP) Germanischer Lloyd Service/Product Description Germanischer Lloyd Service/Product Description Hazard Operability Studies (HAZOP) Contents
3.4.4 Description of risk management plan Unofficial Translation Only the Thai version of the text is legally binding.
 - 1 - Regulation of Department of Industrial Works Re: Criteria for hazard identification, risk assessment, and establishment of risk management plan B.E. 2543 (2000) ---------------------------- Pursuant
- 1 - Regulation of Department of Industrial Works Re: Criteria for hazard identification, risk assessment, and establishment of risk management plan B.E. 2543 (2000) ---------------------------- Pursuant
PSAC/SAIT Well Testing Training Program Learning Outcomes/Objectives Level B
 s/objectives Level B CHEM 6014: Properties and Characteristics of Natural Gases Discuss the pertinent properties and uses of natural gases as they occur in gas processing. 1. Describe the physical properties
s/objectives Level B CHEM 6014: Properties and Characteristics of Natural Gases Discuss the pertinent properties and uses of natural gases as they occur in gas processing. 1. Describe the physical properties
A PROGRESSIVE RISK ASSESSMENT PROCESS FOR A TYPICAL CHEMICAL COMPANY: HOW TO AVOID THE RUSH TO QRA
 A PROGRESSIVE ASSESSMENT PROCESS FOR A TYPICAL CHEMICAL COMPANY: HOW TO AVOID THE RUSH TO QRA R. Gowland European Process Safety Centre, U.K. The Seveso Directive and the Establishment operators own internal
A PROGRESSIVE ASSESSMENT PROCESS FOR A TYPICAL CHEMICAL COMPANY: HOW TO AVOID THE RUSH TO QRA R. Gowland European Process Safety Centre, U.K. The Seveso Directive and the Establishment operators own internal
Preventing Overheated Boiler Incidents
 Preventing Overheated Boiler Incidents PSE&G Appliance Service October 2012 Runaway Boiler Explosion Review Items Hazard Background Past Incidents PSE&G Emergency Response Future Process Improvements What
Preventing Overheated Boiler Incidents PSE&G Appliance Service October 2012 Runaway Boiler Explosion Review Items Hazard Background Past Incidents PSE&G Emergency Response Future Process Improvements What
CYBER SECURITY RISK ANALYSIS FOR PROCESS CONTROL SYSTEMS USING RINGS OF PROTECTION ANALYSIS (ROPA)
") YBER SEURITY RISK ANALYSIS FOR PROESS ONTROL SYSTEMS USING RINGS OF PROTETION ANALYSIS (ROPA) by Paul Baybutt Primatech Inc. paulb@primatech.com 614-841-9800 www.primatech.com A version of this paper appeared
YBER SEURITY RISK ANALYSIS FOR PROESS ONTROL SYSTEMS USING RINGS OF PROTETION ANALYSIS (ROPA) by Paul Baybutt Primatech Inc. paulb@primatech.com 614-841-9800 www.primatech.com A version of this paper appeared
Version: 1.0 Last Edited: 2005-10-27. Guideline
 Process hazard and risk Comments on this report are gratefully received by Johan Hedberg at SP Swedish National Testing and Research Institute mailto:johan.hedberg@sp.se -1- Summary This report will try
Process hazard and risk Comments on this report are gratefully received by Johan Hedberg at SP Swedish National Testing and Research Institute mailto:johan.hedberg@sp.se -1- Summary This report will try
USING INSTRUMENTED SYSTEMS FOR OVERPRESSURE PROTECTION. Dr. Angela E. Summers, PE. SIS-TECH Solutions, LLC Houston, TX
 USING INSTRUMENTED SYSTEMS FOR OVERPRESSURE PROTECTION By Dr. Angela E. Summers, PE SIS-TECH Solutions, LLC Houston, TX Prepared for Presentation at the 34 th Annual Loss Prevention Symposium, March 6-8,
USING INSTRUMENTED SYSTEMS FOR OVERPRESSURE PROTECTION By Dr. Angela E. Summers, PE SIS-TECH Solutions, LLC Houston, TX Prepared for Presentation at the 34 th Annual Loss Prevention Symposium, March 6-8,
Brochure. Hazard identification and risk assessment For the hazardous process industries
 Brochure Hazard identification and risk assessment For the hazardous process industries Overview Delivering excellent process safety performance is a given for any operating company in the hazardous process
Brochure Hazard identification and risk assessment For the hazardous process industries Overview Delivering excellent process safety performance is a given for any operating company in the hazardous process
Failure Analysis Methods What, Why and How. MEEG 466 Special Topics in Design Jim Glancey Spring, 2006
 Failure Analysis Methods What, Why and How MEEG 466 Special Topics in Design Jim Glancey Spring, 2006 Failure Analysis Methods Every product or process has modes of failure. An analysis of potential failures
Failure Analysis Methods What, Why and How MEEG 466 Special Topics in Design Jim Glancey Spring, 2006 Failure Analysis Methods Every product or process has modes of failure. An analysis of potential failures
Hazard Identification and Risk Assessment in Foundry
 Hazard Identification and Risk Assessment in Foundry M.SaravanaKumar 1, Dr.P.SenthilKumar 2 1 (Industrial Safety Engineering, K.S.R, College of Engineering / Anna University, Chennai, India) 2 (Department
Hazard Identification and Risk Assessment in Foundry M.SaravanaKumar 1, Dr.P.SenthilKumar 2 1 (Industrial Safety Engineering, K.S.R, College of Engineering / Anna University, Chennai, India) 2 (Department
ESTIMATION AND EVALUATION OF COMMON CAUSE FAILURES IN SIS
 ESTIMATION AND EVALUATION OF COMMON CAUSE FAILURES IN SIS Angela E. Summers, Ph.D., Director Kimberly A. Ford, Senior Risk Analyst, and Glenn Raney, Technical Specialist Premier Consulting + Engineering,
ESTIMATION AND EVALUATION OF COMMON CAUSE FAILURES IN SIS Angela E. Summers, Ph.D., Director Kimberly A. Ford, Senior Risk Analyst, and Glenn Raney, Technical Specialist Premier Consulting + Engineering,
FAILURE MODES AND EFFECT ANALYSIS (FMEA)
") FAILURE MODES AND EFFECT ANALYSIS (FMEA) INTRODUCTION While defining the functions and desired standards of performance of an asset, the objectives of maintenance with respect to that asset are defined.
FAILURE MODES AND EFFECT ANALYSIS (FMEA) INTRODUCTION While defining the functions and desired standards of performance of an asset, the objectives of maintenance with respect to that asset are defined.
Risk Matrix as a Tool for Risk Assessment in the Chemical Process Industry
 Risk Matrix as a Tool for Risk Assessment in the Chemical Process Industry Content 1. BASF Process Safety 2. Qualitative risk assessment 3. Semi-quantitative risk assessment Description of the BASF Risk
Risk Matrix as a Tool for Risk Assessment in the Chemical Process Industry Content 1. BASF Process Safety 2. Qualitative risk assessment 3. Semi-quantitative risk assessment Description of the BASF Risk
Risk Management at Chevron
 Risk Management at Chevron Jean Bruney AIChE/SACHE Workshop Context for HES Risk Management Corporation Sets policies & expectations Centers of Expertise Establish processes & verify Oversight Level Global
Risk Management at Chevron Jean Bruney AIChE/SACHE Workshop Context for HES Risk Management Corporation Sets policies & expectations Centers of Expertise Establish processes & verify Oversight Level Global
SCBA Frequently Asked Questions
 SCBA Frequently Asked Questions Q. WHEN SHOULD I USE SCBA? A. An SCBA is the choice when dealing with any oxygen deficient atmosphere that is IDLH (Immediately Dangerous to Life or Health), or any environment
SCBA Frequently Asked Questions Q. WHEN SHOULD I USE SCBA? A. An SCBA is the choice when dealing with any oxygen deficient atmosphere that is IDLH (Immediately Dangerous to Life or Health), or any environment
Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant
 Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant Health and Safety Safe management of industrial steam and
Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant Health and Safety Safe management of industrial steam and
RISK ASSESSMENT APPLICATIONS FOR THE MARINE AND OFFSHORE OIL AND GAS INDUSTRIES
 GUIDANCE NOTES ON RISK ASSESSMENT APPLICATIONS FOR THE MARINE AND OFFSHORE OIL AND GAS INDUSTRIES JUNE 2000 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862
GUIDANCE NOTES ON RISK ASSESSMENT APPLICATIONS FOR THE MARINE AND OFFSHORE OIL AND GAS INDUSTRIES JUNE 2000 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862
Performance Based Gas Detection System Design for Hydrocarbon Storage Tank Systems
 Performance Based Gas Detection System Design for Hydrocarbon Storage Tank Systems Srinivasan N. Ganesan, M.S., P.E. MENA Region Manager, Kenexis DMCC, Dubai, UAE Edward M. Marszal, PE, ISA 84 Expert ABSTRACT
Performance Based Gas Detection System Design for Hydrocarbon Storage Tank Systems Srinivasan N. Ganesan, M.S., P.E. MENA Region Manager, Kenexis DMCC, Dubai, UAE Edward M. Marszal, PE, ISA 84 Expert ABSTRACT
FAQ SHEET - OSHA REVISED HAZARD COMMUNICATION STANDARD (HCS) (29 CFR 1910.1200, MARCH 26, 2012)
 (29 CFR 1910.1200, MARCH 26, 2012)") FAQ SHEET - OSHA REVISED HAZARD OMMUNIATION STANDARD (HS) (29 FR 1910.1200, MARH 26, 2012) Acronyms and Abbreviations Used AGIH - American onference of Government Industrial Hygienists ANSI - American
FAQ SHEET - OSHA REVISED HAZARD OMMUNIATION STANDARD (HS) (29 FR 1910.1200, MARH 26, 2012) Acronyms and Abbreviations Used AGIH - American onference of Government Industrial Hygienists ANSI - American
7.1 General 5 7.2 Events resulting in pressure increase 5
 GUIDE YVL 2.4 / 24 Ma r ch 2006 Primary and secondary circuit pressure control at a nuclear power plant 1 Ge n e r a l 3 2 General design requirements 3 3 Pressure regulation 4 4 Overpressure protection
GUIDE YVL 2.4 / 24 Ma r ch 2006 Primary and secondary circuit pressure control at a nuclear power plant 1 Ge n e r a l 3 2 General design requirements 3 3 Pressure regulation 4 4 Overpressure protection
Powerful information management services and software for the oil, gas, and chemical industries
 Powerful information management services and software for the oil, gas, and chemical industries RELIEF SYSTEM SERVICES Provenance Consulting has relief system design experience in all aspects of the petrochemical
Powerful information management services and software for the oil, gas, and chemical industries RELIEF SYSTEM SERVICES Provenance Consulting has relief system design experience in all aspects of the petrochemical
Michael A. Mitchell, Cameron Flow Control, DYNATORQUE Product Manager
 SIL Made Simple Michael A. Mitchell, Cameron Flow Control, DYNATORQUE Product Manager KEY WORDS: Safety Integrity Level (SIL) Safety Instrumented Systems (SIS) ISA 84.01, IEC 61511 Partial Stroke Test
SIL Made Simple Michael A. Mitchell, Cameron Flow Control, DYNATORQUE Product Manager KEY WORDS: Safety Integrity Level (SIL) Safety Instrumented Systems (SIS) ISA 84.01, IEC 61511 Partial Stroke Test
COUNTERBALANCE VALVES
 COUNTERBALANCE VALVES Introduction They are modulating valves which allow free flow into the actuator and then block the reverse flow until they feel a pilot pressure inversely proportional to the load
COUNTERBALANCE VALVES Introduction They are modulating valves which allow free flow into the actuator and then block the reverse flow until they feel a pilot pressure inversely proportional to the load
Annex 7 Application of Hazard Analysis and Critical Control Point (HACCP) methodology to pharmaceuticals
 methodology to pharmaceuticals") World Health Organization WHO Technical Report Series, No. 908, 2003 Annex 7 Application of Hazard Analysis and Critical Control Point (HACCP) methodology to pharmaceuticals 1. Introduction Traditionally,
World Health Organization WHO Technical Report Series, No. 908, 2003 Annex 7 Application of Hazard Analysis and Critical Control Point (HACCP) methodology to pharmaceuticals 1. Introduction Traditionally,
Process Safety Management of Highly Hazardous & Explosive Chemicals. Management of Change
 Process Safety Management of Highly Hazardous & Explosive Chemicals Management of Change What if Our PHA s Reveal the Need to Change Something In our System to Minimize the Potential for Release We Must
Process Safety Management of Highly Hazardous & Explosive Chemicals Management of Change What if Our PHA s Reveal the Need to Change Something In our System to Minimize the Potential for Release We Must
Process Safety Management
 Process Safety Management U.S. Department of Labor Occupational Safety and Health Administration OSHA 3132 2000 (Reprinted) This informational booklet is intended to provide a generic, non-exhaustive overview
Process Safety Management U.S. Department of Labor Occupational Safety and Health Administration OSHA 3132 2000 (Reprinted) This informational booklet is intended to provide a generic, non-exhaustive overview
SCREENING FACILITIES FOR CYBER SECURITY RISK ANALYSIS. by Paul Baybutt Primatech Inc. paulb@primatech.com 614-841-9800 www.primatech.com.
 SCREENING FACILITIES FOR CYBER SECURITY RISK ANALYSIS by Paul Baybutt Primatech Inc. paulb@primatech.com 614-841-9800 www.primatech.com Abstract Many chemical companies have performed security vulnerability
SCREENING FACILITIES FOR CYBER SECURITY RISK ANALYSIS by Paul Baybutt Primatech Inc. paulb@primatech.com 614-841-9800 www.primatech.com Abstract Many chemical companies have performed security vulnerability
Control measures for a major hazard facility
 Guidance Note Control measures for a major hazard facility Advice for operators of major hazard facilities on identifying, selecting and managing effective risk control measures. May 2011 1. Introduction
Guidance Note Control measures for a major hazard facility Advice for operators of major hazard facilities on identifying, selecting and managing effective risk control measures. May 2011 1. Introduction
Select the Right Relief Valve - Part 1 Saeid Rahimi
 Select the Right Relief Valve - Part 1 Saeid Rahimi 8-Apr-01 Introduction Selecting a proper type of relief valve is an essential part of an overpressure protection system design. The selection process
Select the Right Relief Valve - Part 1 Saeid Rahimi 8-Apr-01 Introduction Selecting a proper type of relief valve is an essential part of an overpressure protection system design. The selection process
Contingency Plan. Facility Name
 Contingency Plan Facility Name This plan is reviewed annually and amended whenever changes occur that will significantly affect the ability of this facility to respond to an emergency situation. This includes
Contingency Plan Facility Name This plan is reviewed annually and amended whenever changes occur that will significantly affect the ability of this facility to respond to an emergency situation. This includes
Factory owners must ensure the boiler is:
 Factory owners must ensure the boiler is: * Registered with the Boilers and Pressure Vessels Division, Labour Department * Examined by an appointed examiner and has a valid certificate of fitness * Supervised
Factory owners must ensure the boiler is: * Registered with the Boilers and Pressure Vessels Division, Labour Department * Examined by an appointed examiner and has a valid certificate of fitness * Supervised
WHITE PAPERS. Process Safety Management
 WHITE PAPERS Process Safety Management The building blocks of a successful Process Safety Management (PSM) program are detailed piping and instrumentation diagrams (P&IDs) and standard operating procedures
WHITE PAPERS Process Safety Management The building blocks of a successful Process Safety Management (PSM) program are detailed piping and instrumentation diagrams (P&IDs) and standard operating procedures
Safety Integrity Level (SIL) Studies Germanischer Lloyd Service/Product Description
 Studies Germanischer Lloyd Service/Product Description") Safety & Risk Management Services Safety Integrity Level (SIL) Studies Germanischer Lloyd Service/Product Description Germanischer Lloyd Service/Product Description Safety Integrity Level (SIL) Studies
Safety & Risk Management Services Safety Integrity Level (SIL) Studies Germanischer Lloyd Service/Product Description Germanischer Lloyd Service/Product Description Safety Integrity Level (SIL) Studies
U.S. Chemical Safety and Hazard Investigation Board
 Rick Engler Board Member Christine Baker, Director Office of the Director Department of Industrial Relations 1515 Clay Street, 17th Floor Oakland, CA 94612 June 22, 2015 Dear Director Baker: Thank you
Rick Engler Board Member Christine Baker, Director Office of the Director Department of Industrial Relations 1515 Clay Street, 17th Floor Oakland, CA 94612 June 22, 2015 Dear Director Baker: Thank you
Gas Standards and Safety. Guidance Note GAS INSTALLATIONS SUPPLIED FROM BIOGAS FACILITIES - ACCEPTANCE REQUIREMENTS GAS ACT 2000
 Gas Standards and Safety Guidance Note January 2015 (GN106) Version 1.0 GAS INSTALLATIONS SUPPLIED FROM BIOGAS FACILITIES - ACCEPTANCE REQUIREMENTS GAS ACT 2000 A guide to assist in the design of biogas
Gas Standards and Safety Guidance Note January 2015 (GN106) Version 1.0 GAS INSTALLATIONS SUPPLIED FROM BIOGAS FACILITIES - ACCEPTANCE REQUIREMENTS GAS ACT 2000 A guide to assist in the design of biogas
HAZARDOUS MATERIALS MANAGEMENT ISSUE 2
 CONTENTS PAGE 1 AIM 2 2 APPLICATION 2 3 DEFINITIONS 2 4 REASON FOR INCLUSION 2 5 REQUIREMENTS 3 6 PLANT AND EQUIPMENT REQUIREMENTS 3 7 SYSTEM AND PROCEDURAL REQUIREMENTS 5 8 PEOPLE REQUIREMENTS 7 APPENDIX
CONTENTS PAGE 1 AIM 2 2 APPLICATION 2 3 DEFINITIONS 2 4 REASON FOR INCLUSION 2 5 REQUIREMENTS 3 6 PLANT AND EQUIPMENT REQUIREMENTS 3 7 SYSTEM AND PROCEDURAL REQUIREMENTS 5 8 PEOPLE REQUIREMENTS 7 APPENDIX
Double Jeopardy for $1000 Alex - What It Is and How to Apply It
 Double Jeopardy for $1000 Alex - What It Is and How to Apply It Donnie Carter, P.E., Jeffrey Miller, John T. Perez, P.E., William Wimberly, C.S.P. Cognascents Consulting Group, Inc. 1519 Vander Wilt Lane,
Double Jeopardy for $1000 Alex - What It Is and How to Apply It Donnie Carter, P.E., Jeffrey Miller, John T. Perez, P.E., William Wimberly, C.S.P. Cognascents Consulting Group, Inc. 1519 Vander Wilt Lane,
TECHNICAL INFORMATION
 Page: 1/6 This checklist recognizes the major accident hazards found by experience of previous HAZID studies. It is not intended to be totally exhaustive and feedback from users should be incorporated
Page: 1/6 This checklist recognizes the major accident hazards found by experience of previous HAZID studies. It is not intended to be totally exhaustive and feedback from users should be incorporated
Hazard identification at a major hazard facility
 Guidance Note Hazard identification Advice for operators of major hazard facilities on identifying major incident hazards. April 2011 1. Introduction 1 1.1. Features of hazard identification 2 1.2. Key
Guidance Note Hazard identification Advice for operators of major hazard facilities on identifying major incident hazards. April 2011 1. Introduction 1 1.1. Features of hazard identification 2 1.2. Key
APPLICATION OF QUALITATIVE AND QUANTITATIVE RISK ANALYSIS TECHNIQUES TO BUILDING SITING STUDIES
 APPLICATION OF QUALITATIVE AND QUANTITATIVE RISK ANALYSIS TECHNIQUES TO BUILDING SITING STUDIES John B. Cornwell, Jeffrey D. Marx, and Wilbert W. Lee Presented At 1998 Process Plant Safety Symposium Houston,
APPLICATION OF QUALITATIVE AND QUANTITATIVE RISK ANALYSIS TECHNIQUES TO BUILDING SITING STUDIES John B. Cornwell, Jeffrey D. Marx, and Wilbert W. Lee Presented At 1998 Process Plant Safety Symposium Houston,
Spill Kits and Incidental Spill Response
 Spill Kits and Incidental Spill Response June 2012 This training is intended to be educational and should not be construed as legal guidance. It is provided as a courtesy to our customers and others who
Spill Kits and Incidental Spill Response June 2012 This training is intended to be educational and should not be construed as legal guidance. It is provided as a courtesy to our customers and others who
Heating Water by Direct Steam Injection
 Heating Water by Direct Steam Injection Producing hot water by direct steam injection provides a solution where large volumes of hot water at precise temperatures are required, and where energy and space
Heating Water by Direct Steam Injection Producing hot water by direct steam injection provides a solution where large volumes of hot water at precise temperatures are required, and where energy and space
DeltaV SIS for Burner Management Systems
 January 2011 Page 1 DeltaV SIS for Burner Management Systems RESULTS Inhibit startup when unsafe conditions exist Protect against unsafe operating conditions, including improper fuel quantities Provide
January 2011 Page 1 DeltaV SIS for Burner Management Systems RESULTS Inhibit startup when unsafe conditions exist Protect against unsafe operating conditions, including improper fuel quantities Provide
EPA RISK MANAGEMENT PROGRAM RULE TO IMPACT DISTRIBUTORS AND MANUFACTURERS
 EPA RISK MANAGEMENT PROGRAM RULE TO IMPACT DISTRIBUTORS AND MANUFACTURERS I. Introduction Under an EPA rule designed to prevent chemical accidents, certain distributors, formulators and manufacturers of
EPA RISK MANAGEMENT PROGRAM RULE TO IMPACT DISTRIBUTORS AND MANUFACTURERS I. Introduction Under an EPA rule designed to prevent chemical accidents, certain distributors, formulators and manufacturers of
PSAC/SAIT Well Testing Training Program Learning Outcomes/Objectives Level D
 s/objectives Level D ENVS 6006: Environmental Operating Procedures When you complete this module, you will be able to Describe how and where environmental operating procedures can be employed in industry.
s/objectives Level D ENVS 6006: Environmental Operating Procedures When you complete this module, you will be able to Describe how and where environmental operating procedures can be employed in industry.
LAYER OF PROTECTION ANALYSIS APPLIED TO AMMONIA REFRIGERATION SYSTEMS. A Thesis GERALD ZUNIGA REYES
 LAYER OF PROTECTION ANALYSIS APPLIED TO AMMONIA REFRIGERATION SYSTEMS A Thesis by GERALD ZUNIGA REYES Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements
LAYER OF PROTECTION ANALYSIS APPLIED TO AMMONIA REFRIGERATION SYSTEMS A Thesis by GERALD ZUNIGA REYES Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements
Karthika, International Journal of Advanced Engineering Research and Studies E-ISSN2249 8974
 Review Article ACCIDENT PREVENTION BY USING HAZOP STUDY AND WORK PERMIT SYSTEM IN BOILER Karthika. S Address for Correspondence M.E -Industrial Safety Engineering, Department of Mechanical Engineering,
Review Article ACCIDENT PREVENTION BY USING HAZOP STUDY AND WORK PERMIT SYSTEM IN BOILER Karthika. S Address for Correspondence M.E -Industrial Safety Engineering, Department of Mechanical Engineering,
PLANT LOCATION AND LAYOUT
 PLANT LOCATION AND LAYOUT The Location Of The Plant Can Have A Crucial Effect On The Profitability Of A Project, And The Scope For Future Expansion. Many Factors Must Be Considered When Selecting A Suitable
PLANT LOCATION AND LAYOUT The Location Of The Plant Can Have A Crucial Effect On The Profitability Of A Project, And The Scope For Future Expansion. Many Factors Must Be Considered When Selecting A Suitable
www.chilworth.cn Process Safety Training (Shanghai)
") www.chilworth.cn Process Safety Training (Shanghai) PREVENTING INDUSTRIAL DISASTERS THROUGH LEADERSHIP, PROCESS SAFETY EDUCATION PREVENTING INDUSTRIAL DISASTERS THROUGH LEADERSHIP, PROCESS SAFETY EDUCATION,
www.chilworth.cn Process Safety Training (Shanghai) PREVENTING INDUSTRIAL DISASTERS THROUGH LEADERSHIP, PROCESS SAFETY EDUCATION PREVENTING INDUSTRIAL DISASTERS THROUGH LEADERSHIP, PROCESS SAFETY EDUCATION,
Liberty Mutual Insurance RISK ENGINEERING PROCEDURE. REP 07 Incident Planning For external use
 Liberty Mutual Insurance RISK ENGINEERING PROCEDURE REP 07 Incident Planning For external use Risk Engineering Procedure Incident Planning CONTENTS Page PURPOSE... 3 BACKGROUND... 4 INCIDENT PLANNING PREPARATION...
Liberty Mutual Insurance RISK ENGINEERING PROCEDURE REP 07 Incident Planning For external use Risk Engineering Procedure Incident Planning CONTENTS Page PURPOSE... 3 BACKGROUND... 4 INCIDENT PLANNING PREPARATION...
Routine and Emergency Boiler Operation
 Routine and Emergency Boiler Operation Learning Outcome When you complete this module you will be able to: Describe the routine safe and efficient operation of a packaged boiler. Learning Objectives Here
Routine and Emergency Boiler Operation Learning Outcome When you complete this module you will be able to: Describe the routine safe and efficient operation of a packaged boiler. Learning Objectives Here
North Carolina State University Emergency Facilities Closure Checklist- Part I
 North Carolina State University Emergency Facilities Closure Checklist- Part I Unplanned or spontaneous events often disrupt daily operations on campus. In the event that an incident may interrupt your
North Carolina State University Emergency Facilities Closure Checklist- Part I Unplanned or spontaneous events often disrupt daily operations on campus. In the event that an incident may interrupt your
IMPLEMENTATION OF PROCESS SAFETY MANAGEMENT (PSM) IN CAPITAL PROJECTS
 IN CAPITAL PROJECTS") IMPLEMENTATION OF PROCESS SAFETY MANAGEMENT (PSM) IN CAPITAL PROJECTS Charles Soczek Principal Consultant DuPont Sustainable Solutions Wilmington, DE INTRODUCTION There are three types of changes that
IMPLEMENTATION OF PROCESS SAFETY MANAGEMENT (PSM) IN CAPITAL PROJECTS Charles Soczek Principal Consultant DuPont Sustainable Solutions Wilmington, DE INTRODUCTION There are three types of changes that
THE GAS UTILITIES S AND THE JAPAN GAS ASSOCIATION S EFFORTS TO IMPROVE SAFETY
 THE GAS UTILITIES S AND THE JAPAN GAS ASSOCIATION S EFFORTS TO IMPROVE SAFETY Kunihiro Hara Assistant Manager of Safety Technology Sec.,Gas Technology Dept., The Japan Gas Association 1. City Gas Safety
THE GAS UTILITIES S AND THE JAPAN GAS ASSOCIATION S EFFORTS TO IMPROVE SAFETY Kunihiro Hara Assistant Manager of Safety Technology Sec.,Gas Technology Dept., The Japan Gas Association 1. City Gas Safety
Roles and Responsibilities of Plant Commissioning, Hydrocarbon Introduction and Acceptance Test Run
 Page 1 of 8 Introduction Roles and Responsibilities of Plant Commissioning, Hydrocarbon Introduction and Acceptance Test Run There are many parts of a grass root chemical plant construction. They include
Page 1 of 8 Introduction Roles and Responsibilities of Plant Commissioning, Hydrocarbon Introduction and Acceptance Test Run There are many parts of a grass root chemical plant construction. They include
SOFTWARE-IMPLEMENTED SAFETY LOGIC Angela E. Summers, Ph.D., P.E., President, SIS-TECH Solutions, LP
 SOFTWARE-IMPLEMENTED SAFETY LOGIC Angela E. Summers, Ph.D., P.E., President, SIS-TECH Solutions, LP Software-Implemented Safety Logic, Loss Prevention Symposium, American Institute of Chemical Engineers,
SOFTWARE-IMPLEMENTED SAFETY LOGIC Angela E. Summers, Ph.D., P.E., President, SIS-TECH Solutions, LP Software-Implemented Safety Logic, Loss Prevention Symposium, American Institute of Chemical Engineers,
The Importance of Safe Isolation of Plant and Equipment
 Health and Safety Executive The Importance of Safe Isolation of Plant and Equipment Graeme Hughes HID CI 1G HM Specialist Inspector (Mechanical) Background to HS(G) 253 Issue of guidance in January 2006.
Health and Safety Executive The Importance of Safe Isolation of Plant and Equipment Graeme Hughes HID CI 1G HM Specialist Inspector (Mechanical) Background to HS(G) 253 Issue of guidance in January 2006.
Re: INGAA s Comments to OSHA s Request for Information concerning Process Safety Management
 March 28, 2014 OSHA Docket Office Occupational Safety and Health Administration U.S. Department of Labor Room N-2625 200 Constitution Avenue NW Washington, DC 20210 Via electronic submission: www.regulations.gov
March 28, 2014 OSHA Docket Office Occupational Safety and Health Administration U.S. Department of Labor Room N-2625 200 Constitution Avenue NW Washington, DC 20210 Via electronic submission: www.regulations.gov
Equipment Breakdown. The extended property coverage you need for the equipment you rely on.
 Equipment Breakdown The extended property coverage you need for the equipment you rely on. Equipment Breakdown When it comes to protecting the equipment and machinery you need to keep your business operating
Equipment Breakdown The extended property coverage you need for the equipment you rely on. Equipment Breakdown When it comes to protecting the equipment and machinery you need to keep your business operating
How To Clean Up A Reactor Water Cleanup
 General Electric Systems Technology Manual Chapter 2.8 Reactor Water Cleanup System TABLE OF CONTENTS 2.8 REACTOR CLEANUP SYSTEM... 1 2.8.1 Introduction... 2 2.8.2 System Description... 2 2.8.3 Component
General Electric Systems Technology Manual Chapter 2.8 Reactor Water Cleanup System TABLE OF CONTENTS 2.8 REACTOR CLEANUP SYSTEM... 1 2.8.1 Introduction... 2 2.8.2 System Description... 2 2.8.3 Component
SAFE TRANSFER OF POWDERS INTO FLAMMABLE LIQUIDS David E. Kaelin Sr., Senior Process Safety Specialist
 Hazards Control & Assess- SAFE TRANSFER OF POWDERS INTO FLAMMABLE LIQUIDS SAFE TRANSFER OF POWDERS INTO FLAMMABLE LIQUIDS David E. Kaelin Sr., Senior Process Safety Specialist A major consideration in
Hazards Control & Assess- SAFE TRANSFER OF POWDERS INTO FLAMMABLE LIQUIDS SAFE TRANSFER OF POWDERS INTO FLAMMABLE LIQUIDS David E. Kaelin Sr., Senior Process Safety Specialist A major consideration in
Nuclear power plant systems, structures and components and their safety classification. 1 General 3. 2 Safety classes 3. 3 Classification criteria 3
 GUIDE 26 June 2000 YVL 2.1 Nuclear power plant systems, structures and components and their safety classification 1 General 3 2 Safety classes 3 3 Classification criteria 3 4 Assigning systems to safety
GUIDE 26 June 2000 YVL 2.1 Nuclear power plant systems, structures and components and their safety classification 1 General 3 2 Safety classes 3 3 Classification criteria 3 4 Assigning systems to safety
Alarm Management What, Why, Who and How?
 Alarm Management What, Why, Who and How? Executive Summary The introduction of the DCS has made it possible to create alarms more easily and at a lower cost. Although software alarms are convenient, the
Alarm Management What, Why, Who and How? Executive Summary The introduction of the DCS has made it possible to create alarms more easily and at a lower cost. Although software alarms are convenient, the
3.0 Risk Assessment and Analysis Techniques and Tools
 3.0 Risk Assessment and Analysis Techniques and Tools Risks are determined in terms of the likelihood that an uncontrolled event will occur and the consequences of that event occurring. Risk = Likelihood
3.0 Risk Assessment and Analysis Techniques and Tools Risks are determined in terms of the likelihood that an uncontrolled event will occur and the consequences of that event occurring. Risk = Likelihood
Control of Hazardous Energy LOCKOUT/TAGOUT 29 CFR 1910.147
 Control of Hazardous Energy LOCKOUT/TAGOUT 29 CFR 1910.147 Contents I. Introduction II. Scope and Application III. Definitions IV. Lockout/Tagout Manual V. Energy Control Procedures 1. Applying Energy
Control of Hazardous Energy LOCKOUT/TAGOUT 29 CFR 1910.147 Contents I. Introduction II. Scope and Application III. Definitions IV. Lockout/Tagout Manual V. Energy Control Procedures 1. Applying Energy
ALVERNIA UNIVERSITY OSHA REGULATION: 29 CFR 1910.252 WELDING, CUTTING, AND BRAZING ( HOT WORK ) SECTION: 3600
 SECTION: 3600") OSHA REGULATION: 9 CFR 90.5 WELDING, CUTTING, AND BRAZING ( HOT WORK ) A. POLICY. This procedure follows requirements set forth in 9 CFR 90.5.. This policy applies to all Hot Work operations being done
OSHA REGULATION: 9 CFR 90.5 WELDING, CUTTING, AND BRAZING ( HOT WORK ) A. POLICY. This procedure follows requirements set forth in 9 CFR 90.5.. This policy applies to all Hot Work operations being done
TANKER - SHORE SAFETY CHECK-LIST
 TANKE - SHOE SAFETY CHECK-LIST Part A - Bulk Liquid General - Physical Checks Bulk Liquid - General Tanker Terminal Code emarks 1 There is safe access between the tanker and shore. L1 The fendering arrangements
TANKE - SHOE SAFETY CHECK-LIST Part A - Bulk Liquid General - Physical Checks Bulk Liquid - General Tanker Terminal Code emarks 1 There is safe access between the tanker and shore. L1 The fendering arrangements
DRAFT (Public comments phase August 2006) Date: XX/XX/XX. Initiated by: ANE-110
 Date: XX/XX/XX. Initiated by: ANE-110") (Public comments phase August 2006) Advisory Circular Subject: PROPOSED DRAFT Turbine Engine Repairs and Alterations Approval of Technical and Substantiation Data Date: XX/XX/XX Initiated by: ANE-110 AC
(Public comments phase August 2006) Advisory Circular Subject: PROPOSED DRAFT Turbine Engine Repairs and Alterations Approval of Technical and Substantiation Data Date: XX/XX/XX Initiated by: ANE-110 AC
Climate-friendly technology alternatives to HCFC/HFC. Safety standards and risk assessment. Tel Aviv, Israel 27 th to 28 th May 2015
 Climate-friendly technology alternatives to HCFC/HFC Safety standards and risk assessment Tel Aviv, Israel 27 th to 28 th May 2015 Daniel Colbourne, GIZ Proklima The new importance of safety Consequences
Climate-friendly technology alternatives to HCFC/HFC Safety standards and risk assessment Tel Aviv, Israel 27 th to 28 th May 2015 Daniel Colbourne, GIZ Proklima The new importance of safety Consequences
Guidance note. Risk Assessment. Core concepts. N-04300-GN0165 Revision 4 December 2012
 Guidance note N-04300-GN0165 Revision 4 December 2012 Risk Assessment Core concepts The operator of an offshore facility must conduct a detailed and systematic formal safety assessment, which includes
Guidance note N-04300-GN0165 Revision 4 December 2012 Risk Assessment Core concepts The operator of an offshore facility must conduct a detailed and systematic formal safety assessment, which includes
Defining and operationalizing the barrier concept
 The human contribution Sondre Øie Introduction Sondre Øie - Human Factors & risk management consultant at DNV Topics & focus in this presentation - What is a barrier? - Operationalization - The human contribution
The human contribution Sondre Øie Introduction Sondre Øie - Human Factors & risk management consultant at DNV Topics & focus in this presentation - What is a barrier? - Operationalization - The human contribution
Risk management a practical approach
 Risk management a practical approach Introduction Preventing work related accidents and injuries is the primary concern for all those involved in health and safety. Work related accidents and injuries
Risk management a practical approach Introduction Preventing work related accidents and injuries is the primary concern for all those involved in health and safety. Work related accidents and injuries
ECHM Recommendations for Safety in multiplace medical hyperbaric chambers
 ECHM Recommendations for Safety in multiplace medical hyperbaric chambers Coordination and Correspondence : D. MATHIEU, Service d'urgence Respiratoire, de Réanimation Médicale et de Médecine hyperbare
ECHM Recommendations for Safety in multiplace medical hyperbaric chambers Coordination and Correspondence : D. MATHIEU, Service d'urgence Respiratoire, de Réanimation Médicale et de Médecine hyperbare
Basic Fundamentals Of Safety Instrumented Systems
 September 2005 DVC6000 SIS Training Course 1 Basic Fundamentals Of Safety Instrumented Systems Overview Definitions of basic terms Basics of safety and layers of protection Basics of Safety Instrumented
September 2005 DVC6000 SIS Training Course 1 Basic Fundamentals Of Safety Instrumented Systems Overview Definitions of basic terms Basics of safety and layers of protection Basics of Safety Instrumented
How To Improve Process Safety In Singapore
 Contents Preface... 2 1. Introduction... 3 1.1 The Process Industry... 3 1.2 Process Safety versus Personnel Safety... 4 1.3 Business Case for Process Safety Performance Indicators... 6 2. Performance
Contents Preface... 2 1. Introduction... 3 1.1 The Process Industry... 3 1.2 Process Safety versus Personnel Safety... 4 1.3 Business Case for Process Safety Performance Indicators... 6 2. Performance
Major Hazard Risk Assessment on Ammonia Storage at Jordan Phosphate Mines Company (JPMC) in Aqaba, Jordan
 in Aqaba, Jordan") Major Hazard Risk Assessment on Ammonia Storage at Jordan Phosphate Mines Company (JPMC) in Aqaba, Jordan Jehan Haddad, Salah Abu Salah, Mohammad Mosa, Royal Scientific Society, Jordan Pablo Lerena, Swiss
Major Hazard Risk Assessment on Ammonia Storage at Jordan Phosphate Mines Company (JPMC) in Aqaba, Jordan Jehan Haddad, Salah Abu Salah, Mohammad Mosa, Royal Scientific Society, Jordan Pablo Lerena, Swiss
OPTIMIZING CONDENSER WATER FLOW RATES. W. A. Liegois, P.E. Stanley Consultants, Inc. Muscatine, Iowa
 OPTIMIZING CONDENSER WATER FLOW RATES W. A. Liegois, P.E. Stanley Consultants, Inc. Muscatine, Iowa T.A. Brown, P.E. Thermal Energy Corporation Houston, Texas ABSTRACT Most chillers are designed for a
OPTIMIZING CONDENSER WATER FLOW RATES W. A. Liegois, P.E. Stanley Consultants, Inc. Muscatine, Iowa T.A. Brown, P.E. Thermal Energy Corporation Houston, Texas ABSTRACT Most chillers are designed for a
William (Bill) Bridges and Revonda Tew Process Improvement Institute, Inc. (PII) Knoxville, TN, USA wbridges@piii.com & rtew@piii.com www.piii.
 Bridges and Revonda Tew Process Improvement Institute, Inc. (PII) Knoxville, TN, USA wbridges@piii.com & rtew@piii.com www.piii.") Optimizing Qualitative Hazard Evaluations for Maximized Brainstorming (or How to Complete A PHA/HAZOP Meetings in One-Third the Time Currently Required while Finding More Scenarios ) William (Bill) Bridges
Optimizing Qualitative Hazard Evaluations for Maximized Brainstorming (or How to Complete A PHA/HAZOP Meetings in One-Third the Time Currently Required while Finding More Scenarios ) William (Bill) Bridges
Compressed Gas Cylinder Safety
 Compressed Gas Cylinder Safety I. Background. Due to the nature of gas cylinders, special storage and handling precautions are necessary. The hazards associated with compressed gases include oxygen displacement,
Compressed Gas Cylinder Safety I. Background. Due to the nature of gas cylinders, special storage and handling precautions are necessary. The hazards associated with compressed gases include oxygen displacement,
QUANTITATIVE RISK ASSESSMENT FOR ACCIDENTS AT WORK IN THE CHEMICAL INDUSTRY AND THE SEVESO II DIRECTIVE
 QUANTITATIVE RISK ASSESSMENT FOR ACCIDENTS AT WORK IN THE CHEMICAL INDUSTRY AND THE SEVESO II DIRECTIVE I. A. PAPAZOGLOU System Reliability and Industrial Safety Laboratory National Center for Scientific
QUANTITATIVE RISK ASSESSMENT FOR ACCIDENTS AT WORK IN THE CHEMICAL INDUSTRY AND THE SEVESO II DIRECTIVE I. A. PAPAZOGLOU System Reliability and Industrial Safety Laboratory National Center for Scientific
OH&S MANAGEMENT SYSTEM CHECKLIST - AS 4801:2001 (STATUS A = Acceptable; N = Not Acceptable; N/A = Not Applicable)
") OH&S MANAGEMENT SYSTEM CHECKLIST - AS 4801:2001 (STATUS A = Acceptable; N = Not Acceptable; N/A = Not Applicable) 4.1 General Requirements 4.2 OHS policy Has the organisation an established and maintained
OH&S MANAGEMENT SYSTEM CHECKLIST - AS 4801:2001 (STATUS A = Acceptable; N = Not Acceptable; N/A = Not Applicable) 4.1 General Requirements 4.2 OHS policy Has the organisation an established and maintained
Tips for the Creation and Application of Effective Operating Procedures
 Tips for the Creation and Application of Effective Operating Procedures Colin R. Scholtz Risk Management Professionals, Inc. 300 Goddard, Suite 200, Irvine, CA 92618 Colin.Scholtz@RMPCorp.com Steven T.
Tips for the Creation and Application of Effective Operating Procedures Colin R. Scholtz Risk Management Professionals, Inc. 300 Goddard, Suite 200, Irvine, CA 92618 Colin.Scholtz@RMPCorp.com Steven T.
ASME B31.3 Process Piping. Scope of B31.3 Course
 ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Introduction -1 Scope of B31.3 Course This course covers piping as typically used in process
ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Introduction -1 Scope of B31.3 Course This course covers piping as typically used in process
Practical Guidelines for Electrical Area Classification in Combustion Turbine-Generator Power Plants
 Practical Guidelines for Electrical Area Classification in Combustion Turbine-Generator Power Plants Ram K. Saini, P.E. Principal Engineer, Chuck Emma, P.E. Principal Engineer, Burns and Roe Enterprises,
Practical Guidelines for Electrical Area Classification in Combustion Turbine-Generator Power Plants Ram K. Saini, P.E. Principal Engineer, Chuck Emma, P.E. Principal Engineer, Burns and Roe Enterprises,
Building Commissioning 17900-1
 SECTION 17900 BUILDING COMMISSIONING PART 1 - GENERAL 1.01 WORK DESCRIPTION: A. General: 1. The Commissioning process is a joint team effort to ensure that all mechanical equipment, controls, and systems
SECTION 17900 BUILDING COMMISSIONING PART 1 - GENERAL 1.01 WORK DESCRIPTION: A. General: 1. The Commissioning process is a joint team effort to ensure that all mechanical equipment, controls, and systems
U.S. NUCLEAR REGULATORY COMMISSION STANDARD REVIEW PLAN OFFICE OF NUCLEAR REACTOR REGULATION
 U.S. NUCLEAR REGULATORY COMMISSION STANDARD REVIEW PLAN OFFICE OF NUCLEAR REACTOR REGULATION NUREG-0800 (Formerly NUREG-75/087) 9.2.2 REACTOR AUXILIARY COOLING WATER SYSTEMS REVIEW RESPONSIBILITIES Primary
U.S. NUCLEAR REGULATORY COMMISSION STANDARD REVIEW PLAN OFFICE OF NUCLEAR REACTOR REGULATION NUREG-0800 (Formerly NUREG-75/087) 9.2.2 REACTOR AUXILIARY COOLING WATER SYSTEMS REVIEW RESPONSIBILITIES Primary
LOCKOUT/TAGOUT (LOTO) SAFETY PROGRAM
 SAFETY PROGRAM") 1 UNIVERSITY OF WEST FLORIDA LOCKOUT/TAGOUT (LOTO) SAFETY PROGRAM (EQUIPMENT HAZARD DE-ENERGIZING AND ISOLATION) DEPARTMENT OF ENVIRONMENTAL HEALTH AND SAFETY 11000University Parkway Pensacola, FL 32514
1 UNIVERSITY OF WEST FLORIDA LOCKOUT/TAGOUT (LOTO) SAFETY PROGRAM (EQUIPMENT HAZARD DE-ENERGIZING AND ISOLATION) DEPARTMENT OF ENVIRONMENTAL HEALTH AND SAFETY 11000University Parkway Pensacola, FL 32514
FACILITY SAFETY SIGNAGE GUIDE: 10 SIGNS TO SPOT DURING A PLANT WALKTHROUGH
 FACILITY SAFETY SIGNAGE GUIDE: 10 SIGNS TO SPOT DURING A PLANT WALKTHROUGH Safety signs are the primary way to communicate important warnings and messages to your employees, on-site contractors and other
FACILITY SAFETY SIGNAGE GUIDE: 10 SIGNS TO SPOT DURING A PLANT WALKTHROUGH Safety signs are the primary way to communicate important warnings and messages to your employees, on-site contractors and other
Chapter 1 PROCESS HAZARDS ANALYSIS BASICS
 Chapter 1 PROCESS HAZARDS ANALYSIS BASICS INTRODUCTION A or PHA has two primary purposes. The first is to identify high-risk hazards associated with a chemical process where a process is defined as any
Chapter 1 PROCESS HAZARDS ANALYSIS BASICS INTRODUCTION A or PHA has two primary purposes. The first is to identify high-risk hazards associated with a chemical process where a process is defined as any
Cost Evaluation of Black Steel Pipe and Galvanized Pipe When Using a Nitrogen Generator
 Cost Evaluation of Black Steel Pipe and Galvanized Pipe When Using a Nitrogen Generator Andy L. Kaempfer Business Development Manager Potter Electric Signal Company, LLC 1609 Park 370 Place St. Louis,
Cost Evaluation of Black Steel Pipe and Galvanized Pipe When Using a Nitrogen Generator Andy L. Kaempfer Business Development Manager Potter Electric Signal Company, LLC 1609 Park 370 Place St. Louis,
ThinkReliability. Six Common Errors when Solving Problems. Solve Problems. Prevent Problems.
 Six Common Errors when Solving Problems Mark Galley Organizations apply a variety of tools to solve problems, improve operations and increase reliability many times without success. Why? More than likely,
Six Common Errors when Solving Problems Mark Galley Organizations apply a variety of tools to solve problems, improve operations and increase reliability many times without success. Why? More than likely,
BELZONA KNOW-HOW VALVES, PIPES AND FITTINGS BELZONA VPF SYSTEM SELECTOR BELZONA KNOW-HOW FOR VALVES, PIPES AND FITTINGS
 KNOW-HOW FOR THE REPAIR, RENOVATION AND RECLAMATION OF VALVES, PIPES AND FITTINGS B E L Z O N A V P F VPF SYSTEM SELECTOR FOR VALVES, PIPES AND FITTINGS SYSTEM Belzona VPF-1 Belzona VPF-2 Belzona VPF-3
KNOW-HOW FOR THE REPAIR, RENOVATION AND RECLAMATION OF VALVES, PIPES AND FITTINGS B E L Z O N A V P F VPF SYSTEM SELECTOR FOR VALVES, PIPES AND FITTINGS SYSTEM Belzona VPF-1 Belzona VPF-2 Belzona VPF-3
A cure for water damage in real estate
 A cure for water damage in real estate Presented for BC Non-Profit Housing Association by Jeff Shearman, Zurich Services Corporation 2010 Zurich Canada Focused on our customer Reduce overall risk by reducing:
A cure for water damage in real estate Presented for BC Non-Profit Housing Association by Jeff Shearman, Zurich Services Corporation 2010 Zurich Canada Focused on our customer Reduce overall risk by reducing: