CUTTING TOOL TECHNOLOGY. 1. Tool life 2. Tool Materials 3. Tool Geometry 4. Cutting fluids
|
|
|
- Wilfred Burke
- 7 years ago
- Views:
Transcription
1 CUTTING TOOL TECHNOLOGY 1. Tool life 2. Tool Materials 3. Tool Geometry 4. Cutting fluids 1

2 Introduction Machining is accomplished by cutting tools. Cutting tools undergo high force and temperature and temperature gradient. Tool life Two aspects of design Tool Materials Tool Geometry Cutting fluids 2

3 1. Tool life Three modes of failure Premature Failure Fracture failure - Cutting force becomes excessive and/or dynamic, leading to brittle fracture Thermal failure - Cutting temperature is too high for the tool material Gradual Wear Gradual failure Tool wear: Gradual failure Flank wear - flank (side of tool) Crater wear - top rake face Notch wear Nose radius wear 3
 Crater wear - top rake face Notch wear")
4 Crater and Flank Wear ISO Standard (E) 4

5 Possible Wear Mechanisms Abrasion Flank and Crater wear Hard Inclusions abrading Cutting tools Hot Hardness Ratio Erosion Attrition Adhesion Compatibility chart Diffusion/Dissolution Crater wear Chemical solubility Diamond dissolves into iron. Oxide coating resists crater wear. Plastic deformation Attrition Wear (from Tlusty, 2000) 5

6 Tool life Tool life the length of cutting time that the tool can be used Break-in period Steady-state wear region Failure region 0.02in Flank Wear T=41 Time 6

7 Taylor s Equation F. W. Taylor [1900] s Equation Generalized Taylor s Equation vt n = C vt where v = cutting speed; T = tool life; and n and C depend on feed, depth of cut, work material and, tooling material n is the slope of the plot C is the intercept on the speed axis Tool material n C (m/min) C (ft/min) High speed steel: Non-steel work Steel work Cemented carbide Non-steel work Steel work Ceramic Steel work ,000 n f m d p = C 7
 C (ft/min) High speed steel: Non-steel work 0.125 120 350 Steel work 0.")
8 Tool Life Criteria in practice 1. Complete failure of cutting edge 2. Visual inspection of flank wear (or crater wear) by the machine operator 3. Fingernail test across cutting edge 4. Changes in sound emitted from operation 5. Chips become ribbony, stringy, and difficult to dispose of 6. Degradation of surface finish 7. Increased power 8. Workpiece count 9. Cumulative cutting time 8

9 2. Tool Materials Important properties Toughness avoid fracture Hot hardness resist abrasion Wear resistance - solubility Cutting tool materials Plain carbon and low alloy steels High-speed steels Cemented carbides, cermets and coated carbides Ceramics Synthetic diamond and CBN 9

10 Tool Materials Plain Carbon and Low Alloy Steels Before High Speed Steels Due to a high carbon content, heat treated to R c =60 Poor hot hardness High-speed steels (HSSs) tungsten type (T-grade) 12-20% of W molybdenum type (M-grade)- 6% W and 5% Mo Other elements: Tungsten and/or Molybdenum, Chromium and Vanadium, Carbon, Cobalt in some grades Typical composition: Grade T1: 18% W, 4% Cr, 1% V, and 0.9% C 10

11 Tool Materials HSSs Still used extensively for complex geometry such as drills Heat treated to R c =65 Re-grinded for reuse Thin coating Cast Cobalt Alloys 40-50% Co, 25-35% W, 15-20% others Casting in a graphite mold and grind Toughness is not as good as HSS but hot hardness is better. Not so important 11

12 Cemented Carbides Advantages (Cemented Carbide, Cermets & Coated Carbides) High compressive strength and modulus High room and hot hardness Good wear resistance High thermal conductivity Lower in toughness that HSSs Grades Nonsteels grade WC-Co Steel grades add TiC and TaC due to the high solubility of WC into steels resulting in extensive crater wear Cemented Carbides Mainly WC-Co As grain size is increased, hardness decreases but TRS increases. As the content of cobalt increase, TRS increases but hardness decreases. For roughing or milling, high cobalt is desirable For finishing, low cobalt is desirable. 12

13 Classification of C-grade carbides Nonsteel-cutting grades Steel-cutting grades Wear Resistance Toughness C1 Roughing C5 C2 General purpose C6 C3 Finishing C7 C4 Precision Finishing C8 With TiC and TaC Abrasive wear resistance Cobalt content TiC content Crater wear resistance 13

14 Cermets Cermets TiC, TiN and TiCN with Ni or Mo as binders Applications: High speed finishing and semifinishing of steels, stainless steels and cast iron Higher speeds than carbides For better finish, low feed 14

15 Coated carbides Since 1970, they improve machinability. One or more layer of thin layers of wear resistance CVD or PVD coating such as TiC, TiN, Al 2 O 3, ZrN, CrC or Diamond. Coating thickness = μm ( to in) Applications: cast irons and steels in turning and milling operations Best applied at high speeds where dynamic force and thermal shock are minimal 15
 Applications: cast irons and steels in turning and milling operations Best applied at")
16 Ceramics, Synthetic diamond and CBN Ceramics Fine alumina powder is pressed and sintered at High pressure and temperature. Other oxide such ZrO 2 are added. Used in finishing of harden steels, high v, low d and f and rigid work setup. Not for heavy interrupted cutting Other ceramic tools: Si 3 N 4, sialon(si 3 N 4 -Al 2 O 3 ), Alumina and TiC and SiC whiskers-reinforced alumina. Diamond the hardest material. Usually applied as coating (0.5 mm thick) on WC-Co insert Sintered polycrystalline diamond Applications: high speed cutting of nonferrous metals Cubic Boron Nitrides (CBN) For steels and Nickel alloys Expensive 16

17 3. Tool Geometry Single-point Tool geometry Back rake angle (α b ) Side rake angle (α s ) End relief angle (ERA) Side relief angle (SRA) Side cutting edge angle (SCEA) Nose radius (NR) End cutting edge angle(ecea) SCEA α s ECEA Nose radius(nr) α b ERA SRA 17
 SCEA α s ECEA Nose radius(nr) α b ERA")
18 Cutting edge for a single-point tool 18
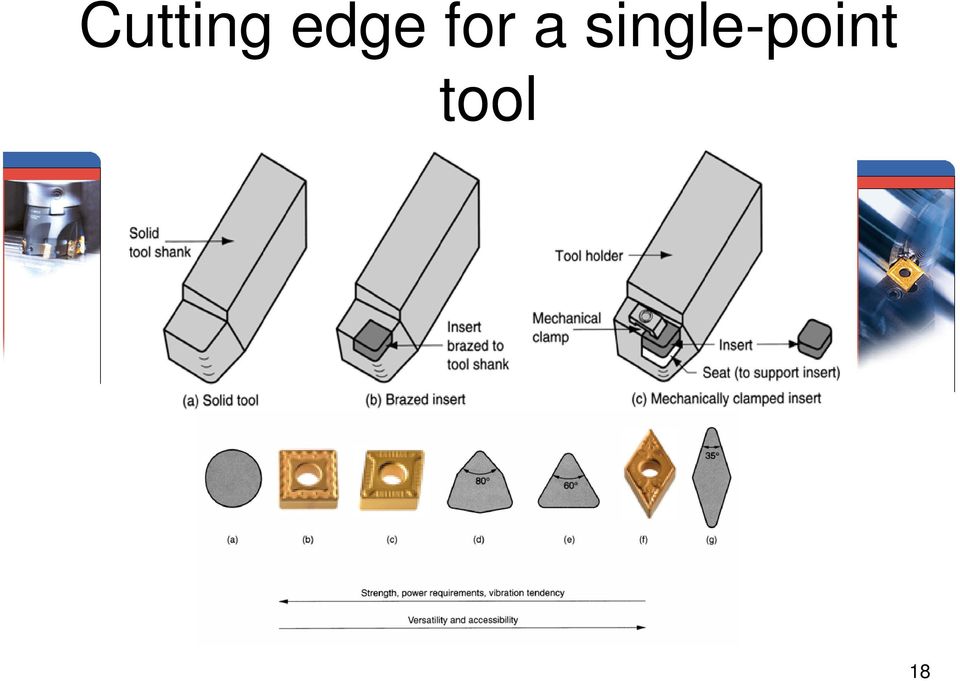
19 Tool geometry Chip Breakers For single-point tools, chip breaker forces the chip to curl so that it fractures Groove and obstruction types Effect of Tool Material Positive rake angle -> reduce cutting force, temp. and power consumption HSS: +5 < rake angle<+20 Carbides: -5 < rake angle <+10 Ceramics: -5 < rake angle <-15 The cutting edge: solid, brazed insert and clamped insert. 19

20 Twist Drills The most common cutting tools for hole-making Usually made of high speed steel 20

21 Twist Drill Operation Rotation and feeding result in relative motion between cutting edges and workpiece Cutting speed varies along cutting edges as a function of distance from axis of rotation Zero Relative velocity at drill point (no cutting) A large thrust force to drive the drill forward Chip removal Flutes allow chips to be extracted Friction makes matters worse Rubbing between outside diameter and wall Delivery of cutting fluid to drill point 21
22 Milling Cutters Principal types: Plain milling cutter Peripheral or slab milling (can be Helical) Form milling cutter -Peripheral milling cutter in which cutting edges have special profile to be imparted to work Important application - gear-making, in which the form milling cutter is shaped to cut the slots between adjacent gear teeth Face milling cutter End milling cutter 18-teeth Plain Milling Cutter Used for Peripheral or Slab Milling Four-tooth Face Milling Cutter 22
23 End Milling Cutter Looks like a drill bit but designed for primary cutting with its peripheral teeth Applications: Face milling Profile milling and pocketing Cutting slots Engraving Surface contouring Die sinking 23
24 Milling Cutter From Schey [2000] 24
25 Broaches and Saw Blades Semifinishing teeth Finishing teeth Roughing teeth Saw Blade (Straight & Undercut tooth or Straight & Raker sets) 25
26 4. Cutting fluids Reduces heat generation at shear zone and friction zone (coolants) High specific heat and thermal conductivity (waterbased coolants) Effective at high cutting speeds Reduces friction between tool and chip (lubricants) Effective at low cutting speeds Oil-based lubricants Low friction means low friction angle, which means shear angle decreases, which reduces heat. 26
27 Cutting fluids Chemical formulation Cutting oils Emulsified oils Chemical fluids Application Methods Flooding Mist Manual Filtration Dry machining for Green Manufacturing Coolant effect increases Lubrication effect increases 27
COATED CARBIDE. TiN. Al 2 O 3
 COATED CARBIDE GENERAL INFORMATION CVD = Chemical Vapour Deposition coated grades GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F, and CD1810. PVD =
COATED CARBIDE GENERAL INFORMATION CVD = Chemical Vapour Deposition coated grades GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F, and CD1810. PVD =
Module 3 Machinability. Version 2 ME, IIT Kharagpur
 Module 3 Machinability Lesson 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development
Module 3 Machinability Lesson 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development
Grade Selection... Coated Grades / CVD... Coated Grades / PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Ceramics...
... PCD (T-DIA)... Ceramics...") Products Grade Selection... Coated / CVD... Coated / PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Ceramics... Uncoated Cemented Carbides... Ultra fine Grain Cemented Carbides... -2-4 -6-8 -0-2 - -4-5
Products Grade Selection... Coated / CVD... Coated / PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Ceramics... Uncoated Cemented Carbides... Ultra fine Grain Cemented Carbides... -2-4 -6-8 -0-2 - -4-5
GEOMETRY OF SINGLE POINT TURNING TOOLS
 GEOMETRY OF SINGLE POINT TURNING TOOLS LEARNING OBJECTIVES Introduction to Features of single point cutting tool. Concept of rake and clearance angle and its importance System of description of Tool geometry
GEOMETRY OF SINGLE POINT TURNING TOOLS LEARNING OBJECTIVES Introduction to Features of single point cutting tool. Concept of rake and clearance angle and its importance System of description of Tool geometry
Cutting Tool Materials
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of cutting tool metallurgy and specific tool applications for various
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of cutting tool metallurgy and specific tool applications for various
High speed machining and conventional die and mould machining
 High speed machining and conventional die and mould machining Reprint from HSM - High Speed Machining There are a lot of questions about HSM today and many different, more or less complicated, definitions
High speed machining and conventional die and mould machining Reprint from HSM - High Speed Machining There are a lot of questions about HSM today and many different, more or less complicated, definitions
U-Max Chamfering endmill SPMT-WL 0.17 (0.08-0.21) -WH 0.35 (0.10-0.42) R215.64. Long edge cutter 215.3 0.17 (0.10-0.20) R215.3 -AAH 0.12 (0.08-0.
 -WH 0.35 (0.10-0.42) R215.64. Long edge cutter 215.3 0.17 (0.10-0.20) R215.3 -AAH 0.12 (0.08-0.") General Turning PROFILING Feed recommendations Feed per tooth, fz (mm/tooth) Insert geometry Insert size Starting value (min.- max.) U-Max Chamfering endmill SPMT-WL 0.17 (0.08-0.21) -WH 0.35 (0.10-0.42)
General Turning PROFILING Feed recommendations Feed per tooth, fz (mm/tooth) Insert geometry Insert size Starting value (min.- max.) U-Max Chamfering endmill SPMT-WL 0.17 (0.08-0.21) -WH 0.35 (0.10-0.42)
Summary of Insert Grades. Insert Lineup Turning Milling Drilling Insert Selection Table Grade Properties PCD CBN. Ceramic. Cell Fiber. Cermet.
 1~15 Summary of Insert Lineup Milling Drilling Insert Selection Table Grade Properties PCD Ceramic Cell Fiber PVD Coated CVD Coated PVD Coated for PVD Coated for Milling and Drilling 2~7 2~3 4 5 5 6 7
1~15 Summary of Insert Lineup Milling Drilling Insert Selection Table Grade Properties PCD Ceramic Cell Fiber PVD Coated CVD Coated PVD Coated for PVD Coated for Milling and Drilling 2~7 2~3 4 5 5 6 7
Three Key Elements of a Cutting Tool
 End Mill Training Three Key Elements of a Cutting Tool Geometry Cutting Tool 3 Elements Needed in a Good Cutting Tool Well Balanced For Best Performance Only Good as the Weakest Link End Mill Terms A -
End Mill Training Three Key Elements of a Cutting Tool Geometry Cutting Tool 3 Elements Needed in a Good Cutting Tool Well Balanced For Best Performance Only Good as the Weakest Link End Mill Terms A -
THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL
 THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL S. Gunnarsson, B. Högman and L. G. Nordh Uddeholm Tooling AB Research and Development 683 85 Hagfors Sweden
THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL S. Gunnarsson, B. Högman and L. G. Nordh Uddeholm Tooling AB Research and Development 683 85 Hagfors Sweden
Think precision, Think HSS REAMING
 Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
Manufacturing Tooling Cutting Tool Design. Elements of Machining. Chip Formation. Nageswara Rao Posinasetti
 Manufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti Elements of Machining Cutting tool Tool holding Guiding device Work piece Machine tool January 29, 2008 Nageswara Rao Posinasetti 2 Chip
Manufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti Elements of Machining Cutting tool Tool holding Guiding device Work piece Machine tool January 29, 2008 Nageswara Rao Posinasetti 2 Chip
Saw Tooth Design and Tipping Materials
 Saw Tooth Design and Tipping Materials Bruce Lehmann, P.Eng, Ph.D. Sr. Engineer, Thin Kerf Technologies Inc. British Columbia, Canada Introduction The purposes of a saw tooth are to: 1. Remove a chip from
Saw Tooth Design and Tipping Materials Bruce Lehmann, P.Eng, Ph.D. Sr. Engineer, Thin Kerf Technologies Inc. British Columbia, Canada Introduction The purposes of a saw tooth are to: 1. Remove a chip from
INTERTECH 2006. EDM Technology To cut PCD Materials. Presented by. Eric Ostini Product Manager +GF+ Agie Charmilles Group
 INTERTECH 2006 EDM Technology To cut PCD Materials Presented by Eric Ostini Product Manager Agie Charmilles Group +GF+ Outline Goal of the presentation What is PCD PCD applications that commonly used Wire
INTERTECH 2006 EDM Technology To cut PCD Materials Presented by Eric Ostini Product Manager Agie Charmilles Group +GF+ Outline Goal of the presentation What is PCD PCD applications that commonly used Wire
Machining nickel alloys
 NiDl Nickel Development Institute Machining nickel alloys A Nickel Development Institute Reference Book, Series N o 11 008 Table of Contents Acknowledgments... i Abbreviation key... i Introduction... ii
NiDl Nickel Development Institute Machining nickel alloys A Nickel Development Institute Reference Book, Series N o 11 008 Table of Contents Acknowledgments... i Abbreviation key... i Introduction... ii
AISI O1 Cold work tool steel
 T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
UDDEHOLM VANADIS 30 SUPERCLEAN
 UDDEHOLM VANADIS 30 SUPERCLEAN UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on
UDDEHOLM VANADIS 30 SUPERCLEAN UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on
TechCut 4 Precision Low Speed Saw
 Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
SS-EN ISO 9001 SS-EN ISO 14001
 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
UNITED STATES CUTTING TOOL INSTITUTE Product Groupings for Standards Activities CUTTING TOOL PRODUCTS
 CUTTING TOOL PRODUCTS 1. BORING ISO 5609 Boring bars for indexable inserts Dimensions ISO 6261 Boring bars (tool holders with cylindrical shank) for indexable inserts Designation JIS B 4128 Boring bars
CUTTING TOOL PRODUCTS 1. BORING ISO 5609 Boring bars for indexable inserts Dimensions ISO 6261 Boring bars (tool holders with cylindrical shank) for indexable inserts Designation JIS B 4128 Boring bars
Table of contents BRAZED TURNING TOOLS. Toolholders H 2. Tips H 6. Rods H 8. Technical information H 9 H 1
 Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
Duplex Stainless Steel Fabrication. Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association
 Duplex Stainless Steel Fabrication Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association 1 Promoting molybdenum - as a material with superior properties and performance in a
Duplex Stainless Steel Fabrication Gary M. Carinci TMR Stainless Consultant for International Molybdenum Association 1 Promoting molybdenum - as a material with superior properties and performance in a
Milling & Machining Centers
 Training Objective After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of basic milling theories and procedures. In addition, the viewer will
Training Objective After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of basic milling theories and procedures. In addition, the viewer will
MACHINING OPERATIONS AND MACHINE TOOLS
 MACHINING OPERATIONS AND MACHINE TOOLS 1. Turning and Related Operations 2. Drilling and Related Operations 3. Milling 4. Machining & Turning Centers 5. Other Machining Operations 6. Shape, Tolerance and
MACHINING OPERATIONS AND MACHINE TOOLS 1. Turning and Related Operations 2. Drilling and Related Operations 3. Milling 4. Machining & Turning Centers 5. Other Machining Operations 6. Shape, Tolerance and
PRELIMINARY BROCHURE. Uddeholm Corrax
 PRELIMINARY BROCHURE Uddeholm Corrax Uddeholm Corrax Uddeholm Corrax stainless moulds steel has a unique set of properties that makes it the ultimate choice in a large number of demanding applications.
PRELIMINARY BROCHURE Uddeholm Corrax Uddeholm Corrax Uddeholm Corrax stainless moulds steel has a unique set of properties that makes it the ultimate choice in a large number of demanding applications.
New cutting tools from Sandvik Coromant
 Supplement to Main Catalogue 2006 New cutting tools from Sandvik Coromant TURNING - MILLING - DRILLING - ORING - TOOLHOLDING CoroPak 2006.1 790 new products introduced! No compromise! With the new generation
Supplement to Main Catalogue 2006 New cutting tools from Sandvik Coromant TURNING - MILLING - DRILLING - ORING - TOOLHOLDING CoroPak 2006.1 790 new products introduced! No compromise! With the new generation
1001 Business Center Drive Mount Prospect, IL 60056-2181 Toll Free: (800) 950-5202 Phone: (847) 635-0044 Fax: (847) 635-7866
 950-5202 Phone: (847) 635-0044 Fax: (847) 635-7866") 1001 Business Center Drive Mount Prospect, IL 60056-2181 oll Free: (800) 950-5202 Phone: (847) 635-0044 Fax: (847) 635-7866 http://www.sumicarbide.com Sumitomo offers advanced milling, drilling, and hard
1001 Business Center Drive Mount Prospect, IL 60056-2181 oll Free: (800) 950-5202 Phone: (847) 635-0044 Fax: (847) 635-7866 http://www.sumicarbide.com Sumitomo offers advanced milling, drilling, and hard
MACHINE TOOLS. quakerchem.com info@quakerchem.com
 MACHINE TOOLS OVERVIEW DEFINITION Metal removal fluids (MRF) are used in machine tools to provide lubrication, cooling of the tooling and parts, and to provide chip removal to the filtration systems. What
MACHINE TOOLS OVERVIEW DEFINITION Metal removal fluids (MRF) are used in machine tools to provide lubrication, cooling of the tooling and parts, and to provide chip removal to the filtration systems. What
Tvrdé struženie vs. Broušení - ekonomické aspekty. Hard Turning vs. Grinding - economical aspects
 Tvrdé struženie vs. Broušení - ekonomické aspekty Hard Turning vs. Grinding - economical aspects M.Sc Engg Jakub Siwiec Supervisor: dr hab. inż. Wojciech Zębala, prof. PK Abstract New production technologies
Tvrdé struženie vs. Broušení - ekonomické aspekty Hard Turning vs. Grinding - economical aspects M.Sc Engg Jakub Siwiec Supervisor: dr hab. inż. Wojciech Zębala, prof. PK Abstract New production technologies
Diamond and CBN grinding wheels for the perfect finish
 Diamond and CBN grinding wheels for the perfect finish The proven product range with maximum tool life A wide selection for the perfect finish The use of high performance abrasives has become an important
Diamond and CBN grinding wheels for the perfect finish The proven product range with maximum tool life A wide selection for the perfect finish The use of high performance abrasives has become an important
Keeping the Customer First. Tungaloy Catalogue TE0707-E2. Cutting Tools. www.tungaloy-eu.com
 Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Grades and Grades Grade Selection... 454 CVD Coated Grades for Turning... 456 CVD Coated Grades for Milling...
Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Grades and Grades Grade Selection... 454 CVD Coated Grades for Turning... 456 CVD Coated Grades for Milling...
Kennametal Grade System for Cutting Materials
 EA ERFECT ELECTIO YTE ennametal Grade ystem for Cutting aterials Grade election Table Type Grade Coating Composition and Application Area of use IERT OD/ID TOOLIG TOOL ADATER VDI GROOVIG AD TREADIG ALICATIO
EA ERFECT ELECTIO YTE ennametal Grade ystem for Cutting aterials Grade election Table Type Grade Coating Composition and Application Area of use IERT OD/ID TOOLIG TOOL ADATER VDI GROOVIG AD TREADIG ALICATIO
Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance.
 Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance. The chemical composition and the very latest in production technique make the property profile
Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance. The chemical composition and the very latest in production technique make the property profile
COMPAX SUPREME Mold Quality Tool Steel
 T OOL STEEL FACTS COMPAX Mold Quality Tool Steel Great Tooling Starts Here! 2 This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS COMPAX Mold Quality Tool Steel Great Tooling Starts Here! 2 This information is based on our present state of knowledge and is intended to provide general notes on our products and their
AUSTENITIC STAINLESS DAMASCENE STEEL
 AUSTENITIC STAINLESS DAMASCENE STEEL Damasteel s austenitic stainless Damascene Steel is a mix between types 304L and 316L stainless steels which are variations of the 18 percent chromium 8 percent nickel
AUSTENITIC STAINLESS DAMASCENE STEEL Damasteel s austenitic stainless Damascene Steel is a mix between types 304L and 316L stainless steels which are variations of the 18 percent chromium 8 percent nickel
Gear Cutting Tools. Hobbing Gear Milling. Leitz Metalworking Technology Group
 Gear Cutting Tools Hobbing Gear Milling Leitz Metalworking Technology Group Important information Important information 4 Services 5 An introduction to FETTE 6 Page Important information Product range
Gear Cutting Tools Hobbing Gear Milling Leitz Metalworking Technology Group Important information Important information 4 Services 5 An introduction to FETTE 6 Page Important information Product range
Uddeholm Vanadis 4 Extra SuperClean. Uddeholm Vanadis 4 Extra SuperClean
 Uddeholm Vanadis 4 Extra SuperClean 1 Uddeholm Vanadis 4 Extra SuperClean CONSISTENT TOOL PERFORMANCE LONG AND RELIABLE TOOL LIFE With an increased demand for just in time deliveries (JIT) and shorter
Uddeholm Vanadis 4 Extra SuperClean 1 Uddeholm Vanadis 4 Extra SuperClean CONSISTENT TOOL PERFORMANCE LONG AND RELIABLE TOOL LIFE With an increased demand for just in time deliveries (JIT) and shorter
Advantages and application of PCD and CBn tools
 PCD and CBN tools Advantages and application of PCD and CBn tools Powerful and economical Tools with PCD and CBN cutting edges are the ideal solution for difficult-to machine, highly abrasive materials.
PCD and CBN tools Advantages and application of PCD and CBn tools Powerful and economical Tools with PCD and CBN cutting edges are the ideal solution for difficult-to machine, highly abrasive materials.
Final Report. Period Start Date: October 1, 2000 Period End Date: September 30, 2002
 Development of Advanced Drill Components for BHA Using Microwave Technology Incorporating Carbide, Diamond Composites and Functionally Graded Materials Final Report Period Start Date: October 1, 2000 Period
Development of Advanced Drill Components for BHA Using Microwave Technology Incorporating Carbide, Diamond Composites and Functionally Graded Materials Final Report Period Start Date: October 1, 2000 Period
PRELIMINARY BROCHURE. Uddeholm Ramax HH
 PRELIMINARY BROCHURE Uddeholm Ramax HH Uddeholm Ramax HH Uddeholm Ramax HH provides several benefits: The product offers uniform hardness in all dimensions combined with excellent indentation resistance.
PRELIMINARY BROCHURE Uddeholm Ramax HH Uddeholm Ramax HH Uddeholm Ramax HH provides several benefits: The product offers uniform hardness in all dimensions combined with excellent indentation resistance.
Lapping and Polishing Basics
 Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
Chapter 6 Machining Center Carbide Insert Fundamentals
 This sample chapter is for review purposes only. Copyright The Goodheart-Willcox Co., Inc. All rights reserved. N10G20G99G40 N20G96S800M3 N30G50S4000 N40T0100M8 N50G00X3.35Z1.25T0101 N60G01X3.25F.002 N70G04X0.5
This sample chapter is for review purposes only. Copyright The Goodheart-Willcox Co., Inc. All rights reserved. N10G20G99G40 N20G96S800M3 N30G50S4000 N40T0100M8 N50G00X3.35Z1.25T0101 N60G01X3.25F.002 N70G04X0.5
RAMAX S Prehardened stainless holder steel
 T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
6.6 GEAR MANUFACTURING. Introduction. Gear forming
 Valery Marinov, Manufacturing Technology Gear Manufacturing 123 6.6 GEAR MANUFACTURING Introduction Because of their capability for transmitting motion and power, gears are among the most important of
Valery Marinov, Manufacturing Technology Gear Manufacturing 123 6.6 GEAR MANUFACTURING Introduction Because of their capability for transmitting motion and power, gears are among the most important of
Engineering Your Competitive Edge. Applications of Kennametal mill rolls
 Engineering Your Competitive Edge of Kennametal mill rolls Tungsten carbide is a proven material for many stands in the rolling mill industry. Tungsten carbide grades developed by KENNAMETAL EPG achieve
Engineering Your Competitive Edge of Kennametal mill rolls Tungsten carbide is a proven material for many stands in the rolling mill industry. Tungsten carbide grades developed by KENNAMETAL EPG achieve
UDDEHOLM BALDER UDDEHOLM BALDER UDDEHOLM STEEL FOR INDEXABLE INSERT CUTTING TOOLS
 UDDEHOLM BALDER Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be considered,
UDDEHOLM BALDER Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be considered,
Functional Gradient Hardmetals: From Research To Application
 New Materials - B2B/B2R&B, 21.Nov.2011, Bratislava/SK Functional Gradient Hardmetals: From Research To Application Walter Lengauer Vienna University of Technology PHYSICAL METALLURGY GROUP Prof. W. Lengauer
New Materials - B2B/B2R&B, 21.Nov.2011, Bratislava/SK Functional Gradient Hardmetals: From Research To Application Walter Lengauer Vienna University of Technology PHYSICAL METALLURGY GROUP Prof. W. Lengauer
Computer-Aided Numerical Control (CNC) Programming and Operation; Lathe Introduction, Advanced Mills
 Programming and Operation; Lathe Introduction, Advanced Mills") 1 of 6 9/9/2014 3:59 PM I. Catalog Information Credit- Degree applicable Effective Quarter: Fall 2014 MCNC 75B Computer-Aided Numerical Control (CNC) Programming and Operation; Lathe Introduction, Advanced
1 of 6 9/9/2014 3:59 PM I. Catalog Information Credit- Degree applicable Effective Quarter: Fall 2014 MCNC 75B Computer-Aided Numerical Control (CNC) Programming and Operation; Lathe Introduction, Advanced
Tableting Punch Performance Can Be Improved With Precision Coatings
 Tableting Punch Performance Can Be Improved With Precision Coatings by Arnold H. Deutchman, Ph. D. Director of Research and Development (614) 873-4529 X 114 adeutchman@beamalloy.net Mr. Dale C. Natoli
Tableting Punch Performance Can Be Improved With Precision Coatings by Arnold H. Deutchman, Ph. D. Director of Research and Development (614) 873-4529 X 114 adeutchman@beamalloy.net Mr. Dale C. Natoli
Milling. COPYRIGHT 2008, Seco Tools AB 1/111
 Milling 1/111 2/111 Milling A simple choice! Experts required? No Just follow some basic rules. 3/111 Face milling 4/111 Square shoulder milling 5/111 Disc milling 6/111 Copy milling 7/111 Plunge milling
Milling 1/111 2/111 Milling A simple choice! Experts required? No Just follow some basic rules. 3/111 Face milling 4/111 Square shoulder milling 5/111 Disc milling 6/111 Copy milling 7/111 Plunge milling
ME 612 Metal Forming and Theory of Plasticity. 1. Introduction
 Metal Forming and Theory of Plasticity Yrd.Doç. e mail: azsenalp@gyte.edu.tr Makine Mühendisliği Bölümü Gebze Yüksek Teknoloji Enstitüsü In general, it is possible to evaluate metal forming operations
Metal Forming and Theory of Plasticity Yrd.Doç. e mail: azsenalp@gyte.edu.tr Makine Mühendisliği Bölümü Gebze Yüksek Teknoloji Enstitüsü In general, it is possible to evaluate metal forming operations
STAVAX SUPREME. Stainless tool steel
 STAVAX SUPREME Stainless tool steel General Demands placed on plastic mould tooling are increasing. Such conditions require mould steels that possess a unique combination of toughness, corrosion resistance
STAVAX SUPREME Stainless tool steel General Demands placed on plastic mould tooling are increasing. Such conditions require mould steels that possess a unique combination of toughness, corrosion resistance
8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles
 8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles A. Schubert 1, O. Harpaz 2, B. Books 2, U. Eckert 1, R. Wertheim 1 1 Fraunhofer IWU, Reichenhainer Str. 88,
8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles A. Schubert 1, O. Harpaz 2, B. Books 2, U. Eckert 1, R. Wertheim 1 1 Fraunhofer IWU, Reichenhainer Str. 88,
Cutting force, Fc (N) ' 270. 100 110 120 130 Cutting speed (m/min)
 ' 270. 100 110 120 130 Cutting speed (m/min)") 159 Rake face Adhesion Rake face Nose wear Tool life = 50.2 min Nose wear Tool life = 30.9 min Figure 4.19 - Nose wear at the cutting edge of T4 coated carbide insert after machining Ti- 6Al-4V alloy with
159 Rake face Adhesion Rake face Nose wear Tool life = 50.2 min Nose wear Tool life = 30.9 min Figure 4.19 - Nose wear at the cutting edge of T4 coated carbide insert after machining Ti- 6Al-4V alloy with
Manufacturing Technology II. Exercise 6. Tool materials for forming tools
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 6 Tool materials for forming tools Werkzeugmaschinenlabor Lehrstuhl
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 6 Tool materials for forming tools Werkzeugmaschinenlabor Lehrstuhl
Summary of Insert Grades. Turning Small Tools Grooving Cut-off Drilling Milling. Insert Grades MEGACOAT. Super Micro-Grain. Coated Carbide.
 1~18 Summary of Turning Small Tools Grooving Cut-off Drilling Milling PVD Coated PVD Coated (Super Micro-grain / Micro-grain ) PVD Coated (Milling, Drilling) CVD Coated Ceramic CBN PCD (Polycrystalline
1~18 Summary of Turning Small Tools Grooving Cut-off Drilling Milling PVD Coated PVD Coated (Super Micro-grain / Micro-grain ) PVD Coated (Milling, Drilling) CVD Coated Ceramic CBN PCD (Polycrystalline
HEAT TREATMENT OF STEEL
 HEAT TREATMENT OF STEEL Heat Treatment of Steel Most heat treating operations begin with heating the alloy into the austenitic phase field to dissolve the carbide in the iron. Steel heat treating practice
HEAT TREATMENT OF STEEL Heat Treatment of Steel Most heat treating operations begin with heating the alloy into the austenitic phase field to dissolve the carbide in the iron. Steel heat treating practice
Understanding the Wire EDM Process
 5 Understanding the Wire EDM Process 69 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
5 Understanding the Wire EDM Process 69 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
Dr Marcin Adamiak marcin.adamiak. www.imiib.polsl.pl/
 FP7 NMP/INCO Brokerage Event Warsaw, 17-18 September 2009 Dr Marcin Adamiak marcin.adamiak adamiak@polsl.pl http://www.imiib.polsl.pl www.imiib.polsl.pl/ Institute of Engineering Materials and Biomaterials
FP7 NMP/INCO Brokerage Event Warsaw, 17-18 September 2009 Dr Marcin Adamiak marcin.adamiak adamiak@polsl.pl http://www.imiib.polsl.pl www.imiib.polsl.pl/ Institute of Engineering Materials and Biomaterials
Cutting Processes. Simulation Techniques in Manufacturing Technology Lecture 7
 Cutting Processes Simulation Techniques in Manufacturing Technology Lecture 7 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. Dr.
Cutting Processes Simulation Techniques in Manufacturing Technology Lecture 7 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. Dr.
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth
 Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU HYBRID MACHINING PROCESSES IN CUTTING TECHNOLOGY
 FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU HYBRID MACHINING PROCESSES IN CUTTING TECHNOLOGY VIBRATION-SUPERIMPOSED MACHINING Hybrid Machining Processes Principle Process Variants
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU HYBRID MACHINING PROCESSES IN CUTTING TECHNOLOGY VIBRATION-SUPERIMPOSED MACHINING Hybrid Machining Processes Principle Process Variants
MATERIALIZING VISIONS. Bohler-Uddeholm P20 Modified
 MATERIALIZING VISIONS Bohler-Uddeholm P20 Modified General Bohler-Uddeholm P20 Modified is a Cr-Mo-alloyed steel which is supplied in the hardened and tempered condition. P20 Modified offers the following
MATERIALIZING VISIONS Bohler-Uddeholm P20 Modified General Bohler-Uddeholm P20 Modified is a Cr-Mo-alloyed steel which is supplied in the hardened and tempered condition. P20 Modified offers the following
Improved Broaching Steel Technology
 Improved Broaching Steel Technology Michael E. Burnett TimkenSteel Corporation 1835 Dueber Ave. SW, Canton Ohio 44706 Phone: (330) 471-3273 Email: michael.burnett@timkensteel.com Key Words: Alloy Steel,
Improved Broaching Steel Technology Michael E. Burnett TimkenSteel Corporation 1835 Dueber Ave. SW, Canton Ohio 44706 Phone: (330) 471-3273 Email: michael.burnett@timkensteel.com Key Words: Alloy Steel,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Araştırma Makalesi / Research Article TURNING OF AISI 304 AUSTENITIC STAINLESS STEEL Sigma 2006/2 Cebeli ÖZEK, Ahmet HASÇALIK,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Araştırma Makalesi / Research Article TURNING OF AISI 304 AUSTENITIC STAINLESS STEEL Sigma 2006/2 Cebeli ÖZEK, Ahmet HASÇALIK,
Module 7 Screw threads and gear manufacturing methods
 Module 7 Screw threads and gear manufacturing methods Lesson 32 Manufacturing of Gears. Instructional objectives At the end of this lesson, the students will be able to (i) State the basic purposes of
Module 7 Screw threads and gear manufacturing methods Lesson 32 Manufacturing of Gears. Instructional objectives At the end of this lesson, the students will be able to (i) State the basic purposes of
Die casting Figure M2.3.1
 Die casting Die casting is a moulding process in which the molten metal is injected under high pressure and velocity into a split mould die. It is also called pressure die casting. The split mould used
Die casting Die casting is a moulding process in which the molten metal is injected under high pressure and velocity into a split mould die. It is also called pressure die casting. The split mould used
X15TN TM. A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS INNOVATION RESEARCH SERVICE.
 TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL SPECIAL STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL SPECIAL STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
Phenomenological aspects of a modified fragmentation of the ground material
 Phenomenological aspects of a modified fragmentation of the ground material Lucjan Dabrowski, Mieczyslaw Marciniak Warsaw University of Technology, Warsaw, Poland Summary: The main point of this paper
Phenomenological aspects of a modified fragmentation of the ground material Lucjan Dabrowski, Mieczyslaw Marciniak Warsaw University of Technology, Warsaw, Poland Summary: The main point of this paper
NetShape - MIM. Metal Injection Molding Design Guide. NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807
 Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
UDDEHOLM ELMAX SUPERCLEAN
 UDDEHOLM ELMAX SUPERCLEAN UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our
UDDEHOLM ELMAX SUPERCLEAN UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our
Uddeholm Sleipner. Uddeholm Sleipner
 Uddeholm Sleipner 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our present
Uddeholm Sleipner 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our present
The mechanical properties of metal affected by heat treatment are:
 Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
Training Objective After watching this video and reviewing the printed material, the student/trainee will learn the basic concepts of the heat treating processes as they pertain to carbon and alloy steels.
Wire Drawing Soap Lubrication: Principles And Factors Affecting Selection
 Wire Drawing Soap Lubrication: Principles And Factors Affecting Selection 1 Wire Products 2 Rod: The Starting Material 3 The tool: Wire Drawing machines Dry Draw Bench Courtesy of Lamnea Bruk, Ljusfallshammar,
Wire Drawing Soap Lubrication: Principles And Factors Affecting Selection 1 Wire Products 2 Rod: The Starting Material 3 The tool: Wire Drawing machines Dry Draw Bench Courtesy of Lamnea Bruk, Ljusfallshammar,
How To Make A Diamond Diamond Wirehead From A Diamond
 ACKNOWLEDGMENTS This work would not have been possible without the advice and support of many people. First, and foremost, I would like to thank my advisor Dr. John Patten for providing me the opportunity
ACKNOWLEDGMENTS This work would not have been possible without the advice and support of many people. First, and foremost, I would like to thank my advisor Dr. John Patten for providing me the opportunity
Milling Milling milling cutter milling machines 1
 Milling Milling is a basic machining process by which a surface is generated progressively by the removal of chips from a workpiece as it is fed to a rotating cutter in a direction perpendicular to the
Milling Milling is a basic machining process by which a surface is generated progressively by the removal of chips from a workpiece as it is fed to a rotating cutter in a direction perpendicular to the
LABORATORY EXPERIMENTS TESTING OF MATERIALS
 LABORATORY EXPERIMENTS TESTING OF MATERIALS 1. TENSION TEST: INTRODUCTION & THEORY The tension test is the most commonly used method to evaluate the mechanical properties of metals. Its main objective
LABORATORY EXPERIMENTS TESTING OF MATERIALS 1. TENSION TEST: INTRODUCTION & THEORY The tension test is the most commonly used method to evaluate the mechanical properties of metals. Its main objective
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati
 Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
ADetailedComparisonamongDryWetandGasCooledMachiningofSuperDuplexStainlessSteel
 Global Journal of Researches in Engineering: A Mechanical and Mechanics Engineering Volume 14 Issue 7 Version 1.0 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals
Global Journal of Researches in Engineering: A Mechanical and Mechanics Engineering Volume 14 Issue 7 Version 1.0 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals
2003 WJTA American Waterjet Conference August 17-19, 2003 Houston, Texas Paper WATERJET NOZZLE MATERIAL TYPES
 2003 WJTA American Waterjet Conference August 17-19, 2003 Houston, Texas Paper WATERJET NOZZLE MATERIAL TYPES D. Wright, J. Wolgamott, G. Zink StoneAge, Inc. Durango, Colorado, U.S.A. ABSTRACT There are
2003 WJTA American Waterjet Conference August 17-19, 2003 Houston, Texas Paper WATERJET NOZZLE MATERIAL TYPES D. Wright, J. Wolgamott, G. Zink StoneAge, Inc. Durango, Colorado, U.S.A. ABSTRACT There are
KNOCK OUT NAK80 INTRODUCING PLASTIC MOLDS RUBBER MOLDS JIGS & FIXTURES PRESS DIES. 40 HRC Pre-Hardened High Performance High Precision Mold Steel
 INTRODUCING NAK80 40 HRC Pre-Hardened High Performance High Precision Mold Steel KNOCK OUT THE COMPETITION PLASTIC MOLDS RUBBER MOLDS JIGS & FIXTURES PRESS DIES Features: Machines up to 20 percent faster
INTRODUCING NAK80 40 HRC Pre-Hardened High Performance High Precision Mold Steel KNOCK OUT THE COMPETITION PLASTIC MOLDS RUBBER MOLDS JIGS & FIXTURES PRESS DIES Features: Machines up to 20 percent faster
INTRODUCTION UNDERSTANDING THE PRODUCT ABRASIVE TYPES
 INTRODUCTION From standard aluminum oxide bench wheels to premium ceramic abrasive surface grinding wheels, Norton offers high performance abrasive solutions that can maximise productivity in virtually
INTRODUCTION From standard aluminum oxide bench wheels to premium ceramic abrasive surface grinding wheels, Norton offers high performance abrasive solutions that can maximise productivity in virtually
Metal Injection Molded Parts
 Metal Injection Molded Parts Metal Injection Molding (MIM) is a powder metallurgy process. he difference between MIM and conventional powder metallurgy is that in MIM, metal powder along with binders is
Metal Injection Molded Parts Metal Injection Molding (MIM) is a powder metallurgy process. he difference between MIM and conventional powder metallurgy is that in MIM, metal powder along with binders is
Handling Corrosive or Abrasive Liquids
 Handling Corrosive or Abrasive Liquids Defining abrasion and corrosion An abrasive liquid is one that has particles in it. Some, like inks, have very fine particles, while others, like some paints, contain
Handling Corrosive or Abrasive Liquids Defining abrasion and corrosion An abrasive liquid is one that has particles in it. Some, like inks, have very fine particles, while others, like some paints, contain
North American Stainless
 North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
Icon Glossary. Icon Glossary. Technical Information N N. Number of Flutes. Center Cutting. Lengths. Coatings. Helix Angle. Ball Nose.
 Icon Glossary Z3 Number of Flutes aterial Center Cutting Coatings Lengths Iron pecial Icon Glossary ALtima TiAlN TiCN TiN Fordlube Hardened (35-65Rc) 30 Helix Angle Ball Nose Non-Ferrous N N Neck Relief
Icon Glossary Z3 Number of Flutes aterial Center Cutting Coatings Lengths Iron pecial Icon Glossary ALtima TiAlN TiCN TiN Fordlube Hardened (35-65Rc) 30 Helix Angle Ball Nose Non-Ferrous N N Neck Relief
The creation of tooling using the selective laser sintering process. Scott Schermer S.C. Johnson
 The creation of tooling using the selective laser sintering process Scott Schermer S.C. Johnson 1 TOOLING utilizing traditional rapid prototyping machines to produce metal inserts. 2 LaserForm ST-100?
The creation of tooling using the selective laser sintering process Scott Schermer S.C. Johnson 1 TOOLING utilizing traditional rapid prototyping machines to produce metal inserts. 2 LaserForm ST-100?
SKF composite plain bearings. Compact and maintenance-free
 SKF composite plain bearings Compact and maintenance-free Contents The SKF brand now stands for more than ever before, and means more to you as a valued customer. While SKF maintains its leadership as
SKF composite plain bearings Compact and maintenance-free Contents The SKF brand now stands for more than ever before, and means more to you as a valued customer. While SKF maintains its leadership as
Consumables Accessories
 Consumables Accessories Index Lapping / Polishing Lapping plates / Polishing plates / Supporting plates.... 3 Dressing rings... 4 Pressure plates 4 Ceramic pellets. 4 Rubber pads..... 5 Felt pads.... 5
Consumables Accessories Index Lapping / Polishing Lapping plates / Polishing plates / Supporting plates.... 3 Dressing rings... 4 Pressure plates 4 Ceramic pellets. 4 Rubber pads..... 5 Felt pads.... 5
Solution for Homework #1
 Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Solution for Homework #1 Chapter 2: Multiple Choice Questions (2.5, 2.6, 2.8, 2.11) 2.5 Which of the following bond types are classified as primary bonds (more than one)? (a) covalent bonding, (b) hydrogen
Lecture 9. Surface Treatment, Coating, Cleaning
 1 Lecture 9. Surface Treatment, Coating, Cleaning These processes are sometimes referred to as post-processing. They play a very important role in the appearance, function and life of the product. Broadly,
1 Lecture 9. Surface Treatment, Coating, Cleaning These processes are sometimes referred to as post-processing. They play a very important role in the appearance, function and life of the product. Broadly,
Milling Chuck Features
 Milling Chuck Features Since its first introduction into the industry in 1963, Nikken has sold over 2,000,000 worldwide and never stopped improving its original design. Featuring multi-roller bearings
Milling Chuck Features Since its first introduction into the industry in 1963, Nikken has sold over 2,000,000 worldwide and never stopped improving its original design. Featuring multi-roller bearings
NEW INTERCHANGEABLE REAMING HEAD SYSTEM FAST
 August 2007 / NEW029.1 / PAGE 1 OF 7 NEW INTERCHANGEABLE REAMING HEA YTEM FAT ACCURATE GOO FINIH Ingersoll is introducing the QwikReam, a new high speed reaming system. The QwikReam consists of an interchangeable
August 2007 / NEW029.1 / PAGE 1 OF 7 NEW INTERCHANGEABLE REAMING HEA YTEM FAT ACCURATE GOO FINIH Ingersoll is introducing the QwikReam, a new high speed reaming system. The QwikReam consists of an interchangeable
Unit 6: EXTRUSION. Difficult to form metals like stainless steels, nickel based alloys and high temperature metals can also be extruded.
 1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
comprehensive training factory technical support on-site trouble shooting custom tool design
 comprehensive training Increased productivity equals lower cost, improved profitability, and ultimately, survival of your business in today s competitive environment. The LMT Onsrud Performance Team will
comprehensive training Increased productivity equals lower cost, improved profitability, and ultimately, survival of your business in today s competitive environment. The LMT Onsrud Performance Team will
Inno vation. Parting and grooving program HX Heavy duty machining - stability & process security
 Inno vation Parting and grooving program HX Heavy duty machining - stability & process security EN Application - customer benefi ts Industries Power generation, turbine construction oll production Wind
Inno vation Parting and grooving program HX Heavy duty machining - stability & process security EN Application - customer benefi ts Industries Power generation, turbine construction oll production Wind
COLLEGE OF ENGINEERING AND APPLIED SCIENCE MACHINE SHOP TOOLS AND PRACTICES
 COLLEGE OF ENGINEERING AND APPLIED SCIENCE MACHINE SHOP TOOLS AND PRACTICES I. OBJECTIVE To provide an overview and basic knowledge of the University of Wyoming, College of Engineering, equipment, tools,
COLLEGE OF ENGINEERING AND APPLIED SCIENCE MACHINE SHOP TOOLS AND PRACTICES I. OBJECTIVE To provide an overview and basic knowledge of the University of Wyoming, College of Engineering, equipment, tools,
Introduction to JIGS AND FIXTURES
 Introduction to JIGS AND FIXTURES Introduction The successful running of any mass production depends upon the interchangeability to facilitate easy assembly and reduction of unit cost. Mass production
Introduction to JIGS AND FIXTURES Introduction The successful running of any mass production depends upon the interchangeability to facilitate easy assembly and reduction of unit cost. Mass production
%Ï51,75,' 6=(56=È02. 'LDPRQG DQG &%1 WRROV
 82 TÖBB MINT VÁLASZTÉK DIAMOND CUT-OFF WHEELS Diamond cut-off wheels are excellently suitable for application of various stones and building materials. It is very important to choose the correct segmented
82 TÖBB MINT VÁLASZTÉK DIAMOND CUT-OFF WHEELS Diamond cut-off wheels are excellently suitable for application of various stones and building materials. It is very important to choose the correct segmented