PROCESS OPTIMIZATION AS A TOOL IN THE ANALYSIS OF STEEL CASTING DEFECTS By Dr.Hathibelagal Roshan Chief Metallurgist Maynard Steel Casting Company
|
|
|
- Horace Garrett
- 7 years ago
- Views:
Transcription
1 PROCESS OPTIMIZATION AS A TOOL IN THE ANALYSIS OF STEEL CASTING DEFECTS By Dr.Hathibelagal Roshan Chief Metallurgist Maynard Steel Casting Company Milwaukee, WI

2 PROCESS OPTIMIZATION AS A TOOL IN THE ANALYSIS OF STEEL CASTING DEFECTS Abstract: Several technical papers are available on casting defects in the literature. However, quality costs in steel foundries are still mainly due to the rework and scrap related to casting anomalies, which are not acceptable to customers. In order to minimize the castings which do not meet the customer acceptance specifications, it is not only necessary to identify the process parameters related to the specific defects, but also it is necessary to identify the levels of these parameters to produce acceptable castings. Metal casting process has several sub-processes, which in turn have a number of process variables, which could influence the occurrence of defects in castings. Conventional statistical techniques with design of experiments involves too much work for the foundries to identify the process variables and their levels responsible for the defects. The use of a process optimization tool which uses foundry production data that can be collected on the castings on a regular basis in the identification of the process variables and their levels will be presented and discussed in this paper. This is useful in converting production data into actionable information that leads to minimization of quality costs in steel foundries. Introduction: Process optimization is the identification and control of the input process parameters (Factors) to achieve the desired output (Response) in any process. Metal casting process is a complex process with several sub-processes, such as patternmaking, mold and coremaking, melting and pouring, heat treatment and cleaning and finishing. Six Sigma methodologies have been attempted in steel foundries to minimize the casting defects and improve profitability. Six Sigma uses DMAIC methodology to improve the processes. Six sigma heavily focuses on statistical analysis as it is data driven and is a methodical approach that drives the process improvements through statistical measurements and analyses. In view of the large number of factors that are responsible for the casting defects, the general statistical approach is not always the best. An alternate and more elegant pattern recognition approach is found to be appropriate for the metal casting related issues. It is suggested that the foundries follow the Six Sigma methodology with the exception that a pattern recognition process optimizer is used instead of the conventional Design of Experiments. DMAIC Methodology: Figure 1 shows the process map of the casting process. It is a SIPOC diagram. On the left hand side, all the inputs which are Xs are presented and on the right hand side all the outputs are presented which are Ys. These Ys include the casting defects. Casting defects which result in rework and scrap are a major issue in steel foundries. It is estimated that about 5 to 10% of the revenues of the foundries are lost in internal and external failure costs. For a 100 million dollar company a reduction of even 1% of these costs will result in a savings of 1 million dollars per year. In the Define phase of Six Sigma methodology, a project charter is made with specific measurable goals. This is the critical phase of the methodology where the appropriate goal is specified based on the resources available to successfully complete the project. There will not be any change in the Define phase in the present suggested route. The project goal in the project charter specifies the big Y that will be optimized. Figure 2 shows an example of the CTQ flow diagram. This is commonly used to identify the Ys which are specified in the project charter. 2

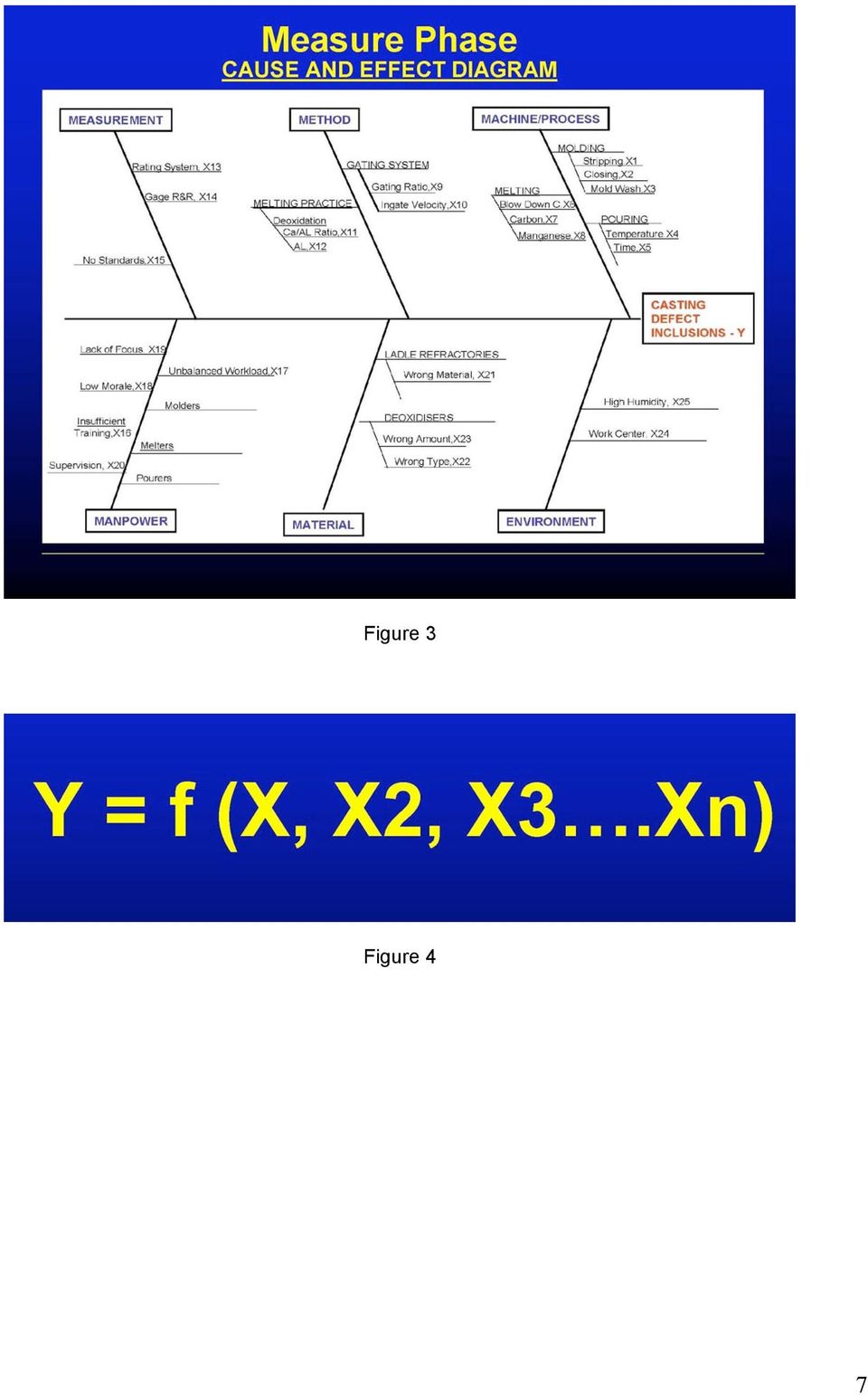
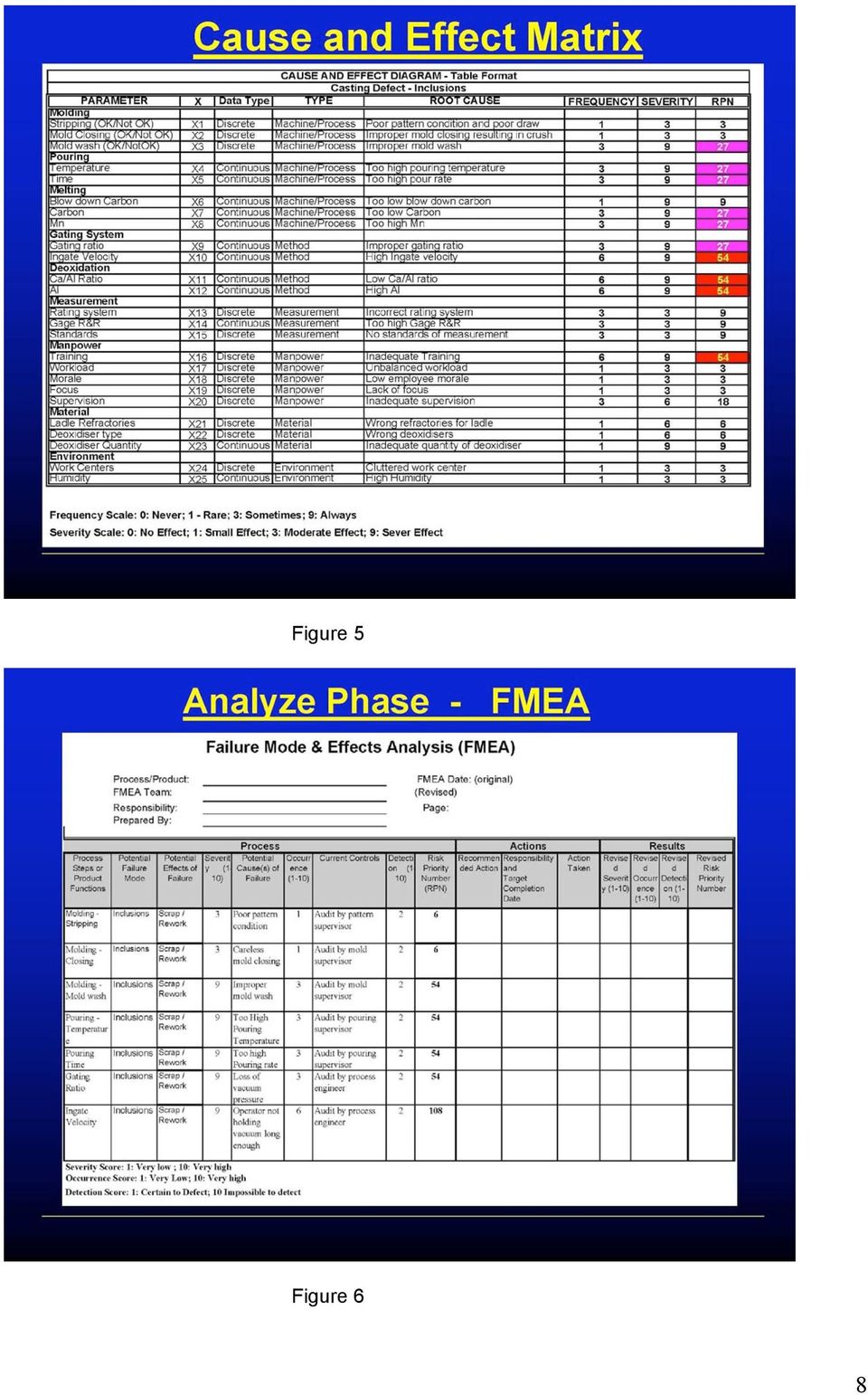
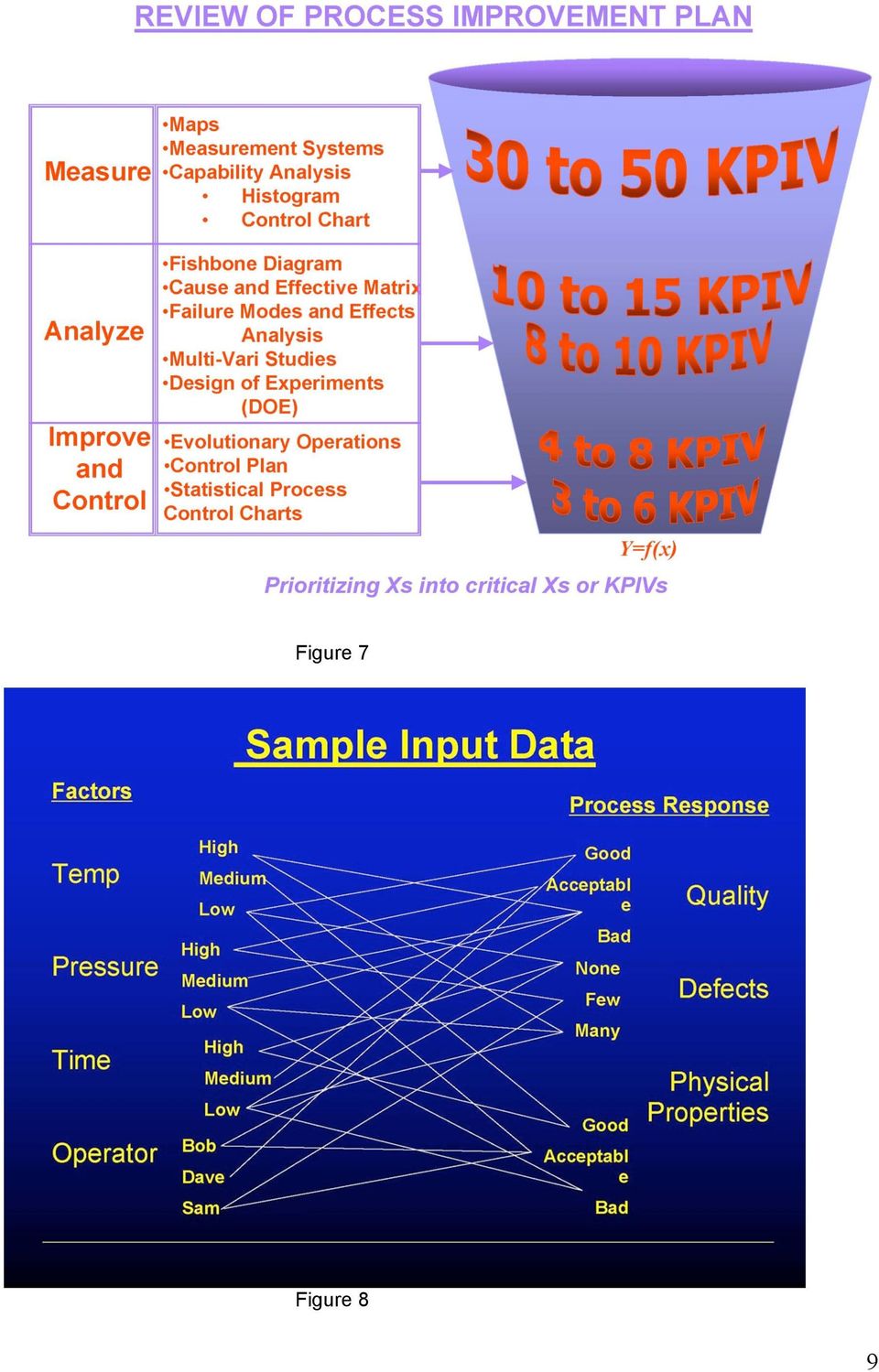
3 In the Measure phase a tool known as Cause and Effect diagram is used to identify all the factors that are responsible for the casting defects. An example of the Cause and Effect diagram is shown in figure 3. Here the effect Inclusions is the Y and all the causes are Xs. Essentially what matters is the recognition of all the factors that are responsible or related to the appropriate casting defects. This can be represented in the form of a relation: Y is a function of various Xs. This is shown in figure 4 as Y = F(X) Cause and Effect matrix shown in figure 5 is another useful tool in identifying all the relevant Xs related to the Y of interest in the project. As can be seen from this diagram there are nearly 25 Xs that are related to a single Y, namely Inclusions. Figure 6 shows an example of Failure Mode and Effects Analysis diagram which filters the potential Xs into critical Xs. In the conventional Six Sigma approach all the potential Xs are filtered into critical Xs as shown in figure 7 in the various phases of the DMAIC methodology. In the Improve phase of DMAIC methodology, Design of Experiments are extensively used to identify the factors and their levels that are related to the response variable namely the casting defect. Limitations of DOE as applied to foundry processes. 1. In the DOE, the number of experiments needed depends on the number of factors. In the 2K design, each factor is varied over two levels and the number of experiments needed are 2 K where K is the number of factors. For 3 factors, 8 experiments are needed and for 4 factors, 16 experiments are needed. As the number of factors increase, the number of experiments needed increase exponentially. As can be seen in figure 1, where there are a large number of factors, it becomes very cumbersome to carry out design of experiments. Even if fractional factorial designs or Taguchi design of experiments are used, the number of experiments needed become very large. 2. In the DOE, there is a need to carry out controlled experiments to collect the required data and it could interrupt regular production. 3. In the DOE, the level of factors have to be with a considerable difference in order to have meaningful results. 4. The DOE assumes known distributions to the unknown foundry processes, as such the results could be biased. 5. The DOE requires people with a reasonable expertise in the use to statistical techniques to design the experiments and interpret the results. Y IS A FUNCTION OF X: In the analysis of casting defects, the casting process is optimized to minimize the defects. The concept of Y = F (X) is used in the analysis. Ys: Responses : These are the manifestation of the process. These are measures of the output of the process. Casting Defects are appropriate responses which need to be minimized in the optimization of casting process Examples: Inclusions, Misrun, Shrinkage, Cracks etc Xs : Factors : Process variables which have an effect on Y These are the parameters which control the output of a process Examples: Pouring Temp, Pouring Time, Compactability, Gating Ratio, Operator, Shift, Design changes 3

4 PROCESS OPTIMIZATION: It is the identification and control of the input process Parameters (Factors) to achieve the desired output (Response) in any process PROCESS OPTIZATION SOFTWARE (MetaCause) MetaCause Process optimization software ( is a pattern recognition optimization software based on three powerful concepts (1)namely: 1. Receiver Operator Characteristics (ROC) 2. Relationship Hyper-Surface 3. Interactions and Impossible Probability In general, the relationships between the factors and responses can be represented schematically as shown in figure 8. The various factors and responses are inter-related as shown in this diagram with connecting lines. The process optimisation software recognizes the patterns and identifies their significance as shown in figure 9. The thick line represents a positive effect of the factor on the response variable. The dotted line represents a negative effect of the factor on the response variable and the dotted line with dots indicates that the factor has no effect on the response variable. The thickness of these lines indicates the weightage of the factor over the response variable. Figure 10 shows a typical user friendly output of the process optimisation software to interpret the results of the analysis. ADVANTAGES OF PROCESS OPTIMIZATION SOFTWARE: 1. It uses the actual production data that is collected during the operation of the process. It uses all the factors and all the responses, rather than the filtered factors in conventional statistical techniques. 2. It can handle up to 50 factors and 25 responses at a time which is not practical with the existing statistical tools. 3. The results are based on sound scientific principles based on scientific concepts of Receiver Operator Characteristic, Relationship Hyper-Surface and Interactions and Impossible Probability. CASE STUDY: Failure of test results for mechanical properties is one of the issues in steel foundries. An attempt is made to determine the relationship between the chemistry of the heats to the mechanical properties of the test blocks. The data collected is shown in figure 11. The various responses identified in this analysis include, UTS, YS, %El, %RA, Charpys at 40F, Charpys at 70F, Fracture at surface and Fracture at the center. The various factors considered include, the chemistry of the heat with elements: C, Mn, Si, S, P, Ni, Cr, Mo, Al, Cu, Ca, Ti and also Hardness of the test block in BHN. 20 observations were made in this case study relating the various factors to the responses. The results of the analysis are shown in figures 12 to 14. Figure 12 shows the importance weighting interpretation. 100% refers to theoretical maximum, 65% and above indicates very important process setting. Generally this is easily recognizable by the experts by viewing the data itself.55% refers to highly influential setting and 50% refers to moderately important setting. The ranges between 50 and 55% is difficult to be identified by the expert by viewing the raw data.45% is the basic threshold for the important setting and 40% refers to noisy data and has no relation to the response variable, by itself but may be significant as interaction variable with another factor which needs to be examined further. This figure also shows the various names of response variables, namely the mechanical properties including the charpy impact properties. Figure 13 shows the optimal process setting for the response variable Charpy value CVN1.This slide has the results of the analysis showing the importance weighting of various 4

5 factors on the response variable CVN1. The software also gives the importance weight of the factors for all the response variables chosen in the analysis. This result shows that low settings of Mo and C have an importance weighting of over 50% and is significant to control to achieve the optimum results. The other factors are not as significant compared to Mo and C. Figure 14 shows the process settings to avoid. This slide indicates that low setting of Al and high setting of C should be avoided to achieve the optimum results. The other factors listed in this slide are not significant. Figure 15 shows the factors that have no significant effect on the response variable. The process optimization software gives three types of results, namely: the factors with optimal process setting, the factors with process settings to avoid and the factors that have no significant effect on the response variable of interest. Using the above information the factors and the their settings are selected to achieve the optimum performance of the response variables. Recommended Steps in Casting Defect Analysis: 1. Use Six Sigma DMAIC Methodology. 2. In the Define phase, create a Project Charter with clearly idenfied measurable goal. It is desirable to indicate a financial saving of at least $ per month continuously after the project is successfully completed. It is desirable not select project of the type Boil the Ocean and with a large time frame. It is desirable to identify projects that have a time frame of 6 weeks. It is desirable keep the project goal to one defect type or one part with all possible defects. This will be the big Y for the project. Pareto Charts with different levels are extensively used to identify the relevant projects. 3. In the Measure phase, benchmark the status of the big Y before the project commences. Quantification of the defect is an important step in the measure phase. It is desirable develop methods to quantify the defect. Use Cause and Effect Diagram to identify all the factors Xs that can be related to the response variable Y. The Xs should have a metric that is measurable. If necessary, Cause and Effect matrix can be used to filter a few of the factors. 4. In the Analyze phase use MetaCause process optimization software to identify the factors with optimal settings, with negative effect and with no effect on the Y. 5. In the Improve phase validate the results based on the results obtained in the Analyze phase and calculate the financial savings. 6. In the Control phase, develop a control plan and reaction plan and give to the process owner. Summary: Metal casting process is a complex process with several sub-processes. Six Sigma methodologies are commonly used to optimize the process and minimize casting defects. However, the conventional statistical tools available today are not adequate to be effective in analyzing the casting defects and optimize the processes to minimize the impact on cost of quality. The reason for these include: the statistical techniques assume known distributions to the unknown foundry processes; the need for specially designed experiments; the need for carrying out a very large number of experiments in view of the large number of factors; the need to carry out specially designed experiments on a limited number of castings and the need to filter the potential factors into a manageable number of factors. A process optimization software based on pattern recognition is found to be suitable to optimize foundry processes and to minimize the casting defects. A six sigma methodology is presented to address the issue of casting defects in steel foundries with the exception that a pattern recognition process optimization software is used instead of DOE techniques. 5

6 Figure 1 Figure 2 6

7 Figure 3 Figure 4 7
8 Figure 5 Figure 6 8
9 Figure 7 Figure 8 9
10 Figure 9 Figure 10 10

11 Figure 11 Figure 12 11

12 Figure 13 Figure 14 12

13 Figure 15 13
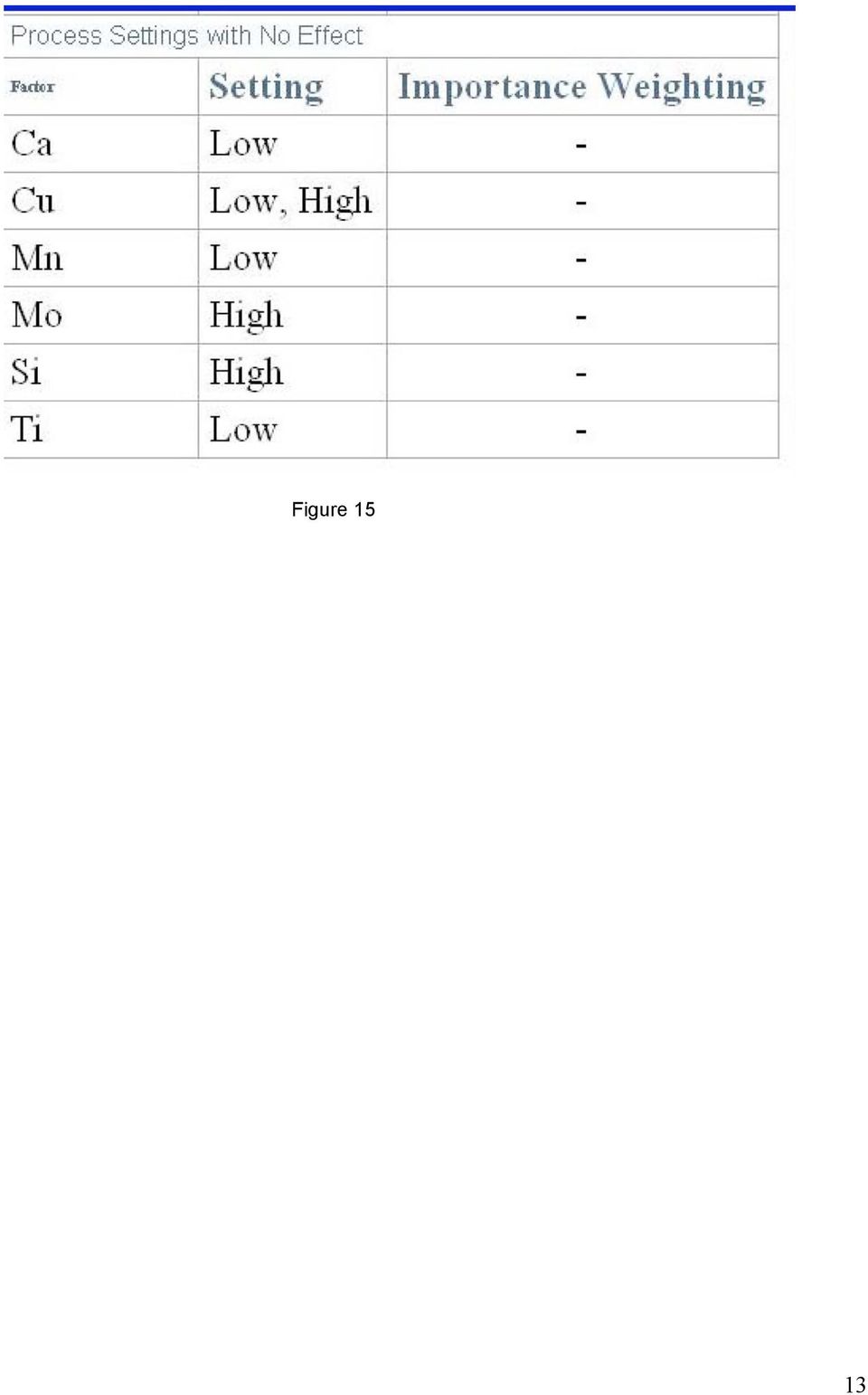
Figure 1: Working area of the plastic injection moulding company. Figure 2: Production volume, quantity of defected parts, and DPPM
 1. Title : BLACK DOT DEFECT REDUCTION IN PLASTIC INJECTION MOULDING PROCESS 2. Student Name: Mr. Itthiwat Rattanabunditsakun / ID: 557 12290 21 Advisor Name: Assoc. Prof. Parames Chutima, Ph.D. 3. Problem
1. Title : BLACK DOT DEFECT REDUCTION IN PLASTIC INJECTION MOULDING PROCESS 2. Student Name: Mr. Itthiwat Rattanabunditsakun / ID: 557 12290 21 Advisor Name: Assoc. Prof. Parames Chutima, Ph.D. 3. Problem
Cause and Effect Matrix. SixSigmaTV.Net
 Cause and Effect Matrix SixSigmaTV.Net Vital Few Identification We must identify the Vital Few root causes from the many probably root causes The Vital Few are those input and process factors (Xs) That
Cause and Effect Matrix SixSigmaTV.Net Vital Few Identification We must identify the Vital Few root causes from the many probably root causes The Vital Few are those input and process factors (Xs) That
North American Stainless Long Products
 North American Stainless Long Products 1 North American Stainless North American Stainless is part of the most competitive stainless steel manufacturing group in the world, Acerinox, S.A. The development
North American Stainless Long Products 1 North American Stainless North American Stainless is part of the most competitive stainless steel manufacturing group in the world, Acerinox, S.A. The development
January 2011 Six Sigma SIG Meeting
 Six Sigma and Project Management ASQ 502 Baltimore LSS SIG Geoffrey Withnell Dynamics Research Corp. January 2011 Six Sigma SIG Meeting I ll Ill give you a moment to digest this Some truthinpresenting
Six Sigma and Project Management ASQ 502 Baltimore LSS SIG Geoffrey Withnell Dynamics Research Corp. January 2011 Six Sigma SIG Meeting I ll Ill give you a moment to digest this Some truthinpresenting
Integrated Computational Materials Engineering (ICME) for Steel Industry
 for Steel Industry") Integrated Computational Materials Engineering (ICME) for Steel Industry Dr G Balachandran Head ( R&D) Kalyani Carpenter Special Steels Ltd., Pune 411 036. Indo-US Workshop on ICME for Integrated Realization
Integrated Computational Materials Engineering (ICME) for Steel Industry Dr G Balachandran Head ( R&D) Kalyani Carpenter Special Steels Ltd., Pune 411 036. Indo-US Workshop on ICME for Integrated Realization
STUDY OF PROCESS PARAMETERS OF GRAVITY DIE CASTING DEFECTS
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 2, March-April 2016, pp. 208 211, Article ID: IJMET_07_02_023 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=2
International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 2, March-April 2016, pp. 208 211, Article ID: IJMET_07_02_023 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=2
BODY OF KNOWLEDGE CERTIFIED SIX SIGMA YELLOW BELT
 BODY OF KNOWLEDGE CERTIFIED SIX SIGMA YELLOW BELT The topics in this Body of Knowledge include additional detail in the form of subtext explanations and the cognitive level at which test questions will
BODY OF KNOWLEDGE CERTIFIED SIX SIGMA YELLOW BELT The topics in this Body of Knowledge include additional detail in the form of subtext explanations and the cognitive level at which test questions will
ALUMINUM CASTING PROCESS COMPARISON CHARTS. Copyright 2002 Austin Group, LLC. All rights reserved.
 ALUMINUM CASTING COMPARISON CHARTS A Qualitative Comparison of Several Competing Processes for the Production of Aluminum Castings The following charts are intended to provide a relative guide to compare
ALUMINUM CASTING COMPARISON CHARTS A Qualitative Comparison of Several Competing Processes for the Production of Aluminum Castings The following charts are intended to provide a relative guide to compare
X15TN TM. A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS INNOVATION RESEARCH SERVICE.
 TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL SPECIAL STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL SPECIAL STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
MATERIAL SPECIFICATIONS CATALOGUE
 MATERIAL SPECIFICATIONS CATALOGUE Manganese Steel High Chrome White Iron Alloy Steel Carbon Steel Stainless Steel SG Iron Cast Iron E X C E L L E N C E T H R O U G H E X P E R I E N C E Foundries has the
MATERIAL SPECIFICATIONS CATALOGUE Manganese Steel High Chrome White Iron Alloy Steel Carbon Steel Stainless Steel SG Iron Cast Iron E X C E L L E N C E T H R O U G H E X P E R I E N C E Foundries has the
Certified Six Sigma Yellow Belt
 Certified Six Sigma Yellow Belt Quality excellence to enhance your career and boost your organization s bottom line asq.org/cert The Global Voice of Quality TM Certification from ASQ is considered a mark
Certified Six Sigma Yellow Belt Quality excellence to enhance your career and boost your organization s bottom line asq.org/cert The Global Voice of Quality TM Certification from ASQ is considered a mark
Start the Design Study!
 A Design Study in Centrifugal Steel Castings Hydraulic Accumulator Cylinder for Navy Submarines Design Study Outline Introduction Design for Performance Duplex Steel Approach Alloy Selection Design for
A Design Study in Centrifugal Steel Castings Hydraulic Accumulator Cylinder for Navy Submarines Design Study Outline Introduction Design for Performance Duplex Steel Approach Alloy Selection Design for
Learning Objectives Lean Six Sigma Black Belt Course
 Learning Objectives Lean Six Sigma Black Belt Course The overarching learning objective of this course is to develop a comprehensive set of skills that will allow you to function effectively as a Six Sigma
Learning Objectives Lean Six Sigma Black Belt Course The overarching learning objective of this course is to develop a comprehensive set of skills that will allow you to function effectively as a Six Sigma
Unit 1: Introduction to Quality Management
 Unit 1: Introduction to Quality Management Definition & Dimensions of Quality Quality Control vs Quality Assurance Small-Q vs Big-Q & Evolution of Quality Movement Total Quality Management (TQM) & its
Unit 1: Introduction to Quality Management Definition & Dimensions of Quality Quality Control vs Quality Assurance Small-Q vs Big-Q & Evolution of Quality Movement Total Quality Management (TQM) & its
CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION
 155 CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION Martin Gaško 1,*, Gejza Rosenberg 1 1 Institute of materials research, Slovak Academy
155 CORRELATION BETWEEN HARDNESS AND TENSILE PROPERTIES IN ULTRA-HIGH STRENGTH DUAL PHASE STEELS SHORT COMMUNICATION Martin Gaško 1,*, Gejza Rosenberg 1 1 Institute of materials research, Slovak Academy
Ablation of Hybrid Metal Matrix Composites
 Paper 11-057.pdf, Page 1 of 7 Copyright 2011 American Foundry Society Ablation of Hybrid Metal Matrix Composites D. Weiss Eck Industries, Manitowoc, WI J. Grassi Alotech LLC Ltd., Brooklyn, OH B. Schultz,
Paper 11-057.pdf, Page 1 of 7 Copyright 2011 American Foundry Society Ablation of Hybrid Metal Matrix Composites D. Weiss Eck Industries, Manitowoc, WI J. Grassi Alotech LLC Ltd., Brooklyn, OH B. Schultz,
ALLOY 6022 SHEET. Higher Strength with Improved Formability SUPPLYING THE WORLD S BEST
 SUPPLYING THE WORLD S BEST DESCRIPTION 6022 is a heat treatable low copper, Al-Si-Mg sheet alloy developed by Alcoa to satisfy the needs of automotive manufacturers for closure panels, such as a hood,
SUPPLYING THE WORLD S BEST DESCRIPTION 6022 is a heat treatable low copper, Al-Si-Mg sheet alloy developed by Alcoa to satisfy the needs of automotive manufacturers for closure panels, such as a hood,
Six Sigma. Breakthrough Strategy or Your Worse Nightmare? Jeffrey T. Gotro, Ph.D. Director of Research & Development Ablestik Laboratories
 Six Sigma Breakthrough Strategy or Your Worse Nightmare? Jeffrey T. Gotro, Ph.D. Director of Research & Development Ablestik Laboratories Agenda What is Six Sigma? What are the challenges? What are the
Six Sigma Breakthrough Strategy or Your Worse Nightmare? Jeffrey T. Gotro, Ph.D. Director of Research & Development Ablestik Laboratories Agenda What is Six Sigma? What are the challenges? What are the
Course Overview Lean Six Sigma Green Belt
 Course Overview Lean Six Sigma Green Belt Summary and Objectives This Six Sigma Green Belt course is comprised of 11 separate sessions. Each session is a collection of related lessons and includes an interactive
Course Overview Lean Six Sigma Green Belt Summary and Objectives This Six Sigma Green Belt course is comprised of 11 separate sessions. Each session is a collection of related lessons and includes an interactive
CERAMIC WHITEWARES TRAINING MODULES
 CERAMIC WHITEWARES TRAINING MODULES Our flexible industry-based whitewares training courses have been designed for tableware, tile and sanitaryware manufacturers, as well as retailers and suppliers. The
CERAMIC WHITEWARES TRAINING MODULES Our flexible industry-based whitewares training courses have been designed for tableware, tile and sanitaryware manufacturers, as well as retailers and suppliers. The
CENTRIFUGAL CASTING. Email: amitjoshi@iitb.ac.in amitjoshi1000@yahoo.ca
 CENTRIFUGAL CASTING Amit M Joshi (B.Engg. Mechanical, A.M.I.Prod.E, A.I.E) Dept. of Metallurgical Engg. & Material Science, Indian Institute of Technology Bombay, India. Email: amitjoshi@iitb.ac.in amitjoshi1000@yahoo.ca
CENTRIFUGAL CASTING Amit M Joshi (B.Engg. Mechanical, A.M.I.Prod.E, A.I.E) Dept. of Metallurgical Engg. & Material Science, Indian Institute of Technology Bombay, India. Email: amitjoshi@iitb.ac.in amitjoshi1000@yahoo.ca
TILT POUR TRIALS AND ANALYSIS. Matrix Metals Keokuk Facility (Keokuk Steel Castings) Keokuk, Iowa 52632
 Keokuk, Iowa 52632") TILT POUR TRIALS AND ANALYSIS Bob Bryant 1, Kent D. Carlson 2, Shouzhu Ou 2, Christoph Beckermann 2 1 Matrix Metals Keokuk Facility (Keokuk Steel Castings) Keokuk, Iowa 52632 2 Department of Mechanical
TILT POUR TRIALS AND ANALYSIS Bob Bryant 1, Kent D. Carlson 2, Shouzhu Ou 2, Christoph Beckermann 2 1 Matrix Metals Keokuk Facility (Keokuk Steel Castings) Keokuk, Iowa 52632 2 Department of Mechanical
Material Failures in Fire Protection Systems
 Material Failures in Fire Protection Systems March 4, 2014 University of Central Florida (UCF), Orlando, FL Jeff Pfaendtner Materials/Metallurgical Engineer Crane Engineering Inc., Plymouth, MN Crane Engineering
Material Failures in Fire Protection Systems March 4, 2014 University of Central Florida (UCF), Orlando, FL Jeff Pfaendtner Materials/Metallurgical Engineer Crane Engineering Inc., Plymouth, MN Crane Engineering
Making Improvement Work in Pharmaceutical Manufacturing Some Case Studies. Ronald D. Snee
 Making Improvement Work in Pharmaceutical Manufacturing Some Case Studies Ronald D. Snee ISPE Midwest Extended Education and Vendor Day Overland Park, KS 2 May 2007 King of Prussia PA New York NY Washington
Making Improvement Work in Pharmaceutical Manufacturing Some Case Studies Ronald D. Snee ISPE Midwest Extended Education and Vendor Day Overland Park, KS 2 May 2007 King of Prussia PA New York NY Washington
Six Sigma Project Management Bizagi Process Modeler
 Six Sigma Project Management Bizagi Process Modeler www.bizagi.com Table of Contents 1 SIX SIGMA PROJECT MANAGEMENT... 4 1.1 SIX SIGMA PROJECT MANAGEMENT... 10 1.1.1 Process Elements... 10 1.1.1.1 Project
Six Sigma Project Management Bizagi Process Modeler www.bizagi.com Table of Contents 1 SIX SIGMA PROJECT MANAGEMENT... 4 1.1 SIX SIGMA PROJECT MANAGEMENT... 10 1.1.1 Process Elements... 10 1.1.1.1 Project
Product, process and schedule design II. Chapter 2 of the textbook Plan of the lecture:
 Product, process and schedule design II. Chapter 2 of the textbook Plan of the lecture: Process design Schedule design INDU 421 - FACILITIES DESIGN AND MATERIAL HANDLING SYSTEMS Product, process and schedule
Product, process and schedule design II. Chapter 2 of the textbook Plan of the lecture: Process design Schedule design INDU 421 - FACILITIES DESIGN AND MATERIAL HANDLING SYSTEMS Product, process and schedule
1 Define-Measure-Analyze- Improve-Control (DMAIC)
") 1 Define-Measure-Analyze- Improve-Control (DMAIC) Six Sigma s most common and well-known methodology is its problem-solving DMAIC approach. This section overviews the methodology and its high-level requirements,
1 Define-Measure-Analyze- Improve-Control (DMAIC) Six Sigma s most common and well-known methodology is its problem-solving DMAIC approach. This section overviews the methodology and its high-level requirements,
Development of a High Performance Nickel-Free P/M Steel. Bruce Lindsley. Senior Materials Engineer, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA
 Development of a High Performance Nickel-Free P/M Steel Bruce Lindsley Senior Materials Engineer, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA Abstract A developmental nickel-free P/M steel containing
Development of a High Performance Nickel-Free P/M Steel Bruce Lindsley Senior Materials Engineer, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA Abstract A developmental nickel-free P/M steel containing
Learning Six Sigma Theory
 Independent Learning Pursuit FX Competency The following essay was written by a student in the School for New Learning, in support of an Independent Learning Pursuit (ILP). The student has agreed to share
Independent Learning Pursuit FX Competency The following essay was written by a student in the School for New Learning, in support of an Independent Learning Pursuit (ILP). The student has agreed to share
Four Key Elements of an Effective Continuous Process Advantage Series White Paper By Jeff Gotro, Ph.D., CMC
 Four Key Elements of an Effective Continuous Process Advantage Series White Paper By Jeff Gotro, Ph.D., CMC Introduction Tough times call for bold actions. The manufacturing sector is going through a challenging
Four Key Elements of an Effective Continuous Process Advantage Series White Paper By Jeff Gotro, Ph.D., CMC Introduction Tough times call for bold actions. The manufacturing sector is going through a challenging
Comparison of EngineRoom (6.0) with Minitab (16) and Quality Companion (3)
 with Minitab (16) and Quality Companion (3)") Comparison of EngineRoom (6.0) with Minitab (16) and Quality Companion (3) What is EngineRoom? A Microsoft Excel add in A suite of powerful, simple to use Lean and Six Sigma data analysis tools Built for
Comparison of EngineRoom (6.0) with Minitab (16) and Quality Companion (3) What is EngineRoom? A Microsoft Excel add in A suite of powerful, simple to use Lean and Six Sigma data analysis tools Built for
Analysis and Optimization of Investment Castings to Reduce Defects and Increase Yield
 Analysis and Optimization of Investment Castings to Reduce Defects and Increase Yield Arunkumar P 1, Anand.S.Deshpande 2, Sangam Gunjati 3 1 Associate Professor, Mechanical Engineering, KLS Gogte Institute
Analysis and Optimization of Investment Castings to Reduce Defects and Increase Yield Arunkumar P 1, Anand.S.Deshpande 2, Sangam Gunjati 3 1 Associate Professor, Mechanical Engineering, KLS Gogte Institute
Body of Knowledge for Six Sigma Green Belt
 Body of Knowledge for Six Sigma Green Belt What to Prepare For: The following is the Six Sigma Green Belt Certification Body of Knowledge that the exam will cover. We strongly encourage you to study and
Body of Knowledge for Six Sigma Green Belt What to Prepare For: The following is the Six Sigma Green Belt Certification Body of Knowledge that the exam will cover. We strongly encourage you to study and
a. Are the foundry s employees trained and familiar with portions of the system applicable to their position?
 1. Does the foundry have a documented quality system? a. Are the foundry s employees trained and familiar with portions of the system applicable to their position? b. What recognized quality management
1. Does the foundry have a documented quality system? a. Are the foundry s employees trained and familiar with portions of the system applicable to their position? b. What recognized quality management
KEYS TO SUCCESSFUL DESIGNED EXPERIMENTS
 KEYS TO SUCCESSFUL DESIGNED EXPERIMENTS Mark J. Anderson and Shari L. Kraber Consultants, Stat-Ease, Inc., Minneapolis, MN (e-mail: Mark@StatEase.com) ABSTRACT This paper identifies eight keys to success
KEYS TO SUCCESSFUL DESIGNED EXPERIMENTS Mark J. Anderson and Shari L. Kraber Consultants, Stat-Ease, Inc., Minneapolis, MN (e-mail: Mark@StatEase.com) ABSTRACT This paper identifies eight keys to success
Fundamentals of Extrusion
 CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
CHAPTER1 Fundamentals of Extrusion The first chapter of this book discusses the fundamentals of extrusion technology, including extrusion principles, processes, mechanics, and variables and their effects
Establishing Business Process Continuous Improvement Capabilities
 Establishing Business Process Continuous Improvement Capabilities Choosing the course & planning the journey Overview August 2009 Establishing continuous improvement capabilities requires top-down commitment
Establishing Business Process Continuous Improvement Capabilities Choosing the course & planning the journey Overview August 2009 Establishing continuous improvement capabilities requires top-down commitment
Process knowledge in foundries By Dr.Hathibelagal Roshan Chief Metallurgist Maynard Steel Casting Company
 Process knowledge in foundries By Dr.Hathibelagal Roshan Chief Metallurgist Maynard Steel Casting Company ABSTRACT: In order to be profitable, foundries need to have adequate process knowledge on the various
Process knowledge in foundries By Dr.Hathibelagal Roshan Chief Metallurgist Maynard Steel Casting Company ABSTRACT: In order to be profitable, foundries need to have adequate process knowledge on the various
Training As a Root Cause
 Corrective Action Preventative Action Defining Alternatives to Training As a Root Cause Presentation Sponsors Corporate Quality Director at MME Group Inc ISO 9001:2008 & ISO 13485-:2003 Certified Customer
Corrective Action Preventative Action Defining Alternatives to Training As a Root Cause Presentation Sponsors Corporate Quality Director at MME Group Inc ISO 9001:2008 & ISO 13485-:2003 Certified Customer
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA
 RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2010 Number 28 EFFECT OF REDUCTION IN THREE-DRAWN AND TWO-DRAWN SINGLE-RUN TECHNOLOGY
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2010 Number 28 EFFECT OF REDUCTION IN THREE-DRAWN AND TWO-DRAWN SINGLE-RUN TECHNOLOGY
Define. Measure. Analyze. Improve. Control. Project Name/Description. DMAIC Step Work Done/Tools Used by Team My Role/Contribution
 Six Sigma Green Belt DMAIC Project Logbook Please fill out this document (use as many pages as necessary). Detail what your team and you did in each step of the DMAIC. If the Project is a Kaizen Event,
Six Sigma Green Belt DMAIC Project Logbook Please fill out this document (use as many pages as necessary). Detail what your team and you did in each step of the DMAIC. If the Project is a Kaizen Event,
The Two Key Criteria for Successful Six Sigma Project Selection Advantage Series White Paper By Jeff Gotro, Ph.D., CMC
 The Two Key Criteria for Successful Six Sigma Project Selection Advantage Series White Paper By Jeff Gotro, Ph.D., CMC Introduction Encouraged by the results of Six Sigma deployment at Motorola, AlliedSignal
The Two Key Criteria for Successful Six Sigma Project Selection Advantage Series White Paper By Jeff Gotro, Ph.D., CMC Introduction Encouraged by the results of Six Sigma deployment at Motorola, AlliedSignal
Process Improvement Program Project Process
 Process Improvement Program Project Process 1 P a g e 12/3/2014 The Process Improvement Program is part of the City of Fort Lauderdale s FL 2 STAT Approach to Exponential Improvement. Its objective is
Process Improvement Program Project Process 1 P a g e 12/3/2014 The Process Improvement Program is part of the City of Fort Lauderdale s FL 2 STAT Approach to Exponential Improvement. Its objective is
Lean and Six Sigma Healthcare Fad or Reality. Vince D Mello President
 Lean and Six Sigma Healthcare Fad or Reality Vince D Mello President TODAY S DISCUSSION About Lean Methodologies Application benefits and outcomes About Six Sigma Key learning's QUALITY FUNDAMENTALS Function
Lean and Six Sigma Healthcare Fad or Reality Vince D Mello President TODAY S DISCUSSION About Lean Methodologies Application benefits and outcomes About Six Sigma Key learning's QUALITY FUNDAMENTALS Function
Lean Six Sigma Analyze Phase Introduction. TECH 50800 QUALITY and PRODUCTIVITY in INDUSTRY and TECHNOLOGY
 TECH 50800 QUALITY and PRODUCTIVITY in INDUSTRY and TECHNOLOGY Before we begin: Turn on the sound on your computer. There is audio to accompany this presentation. Audio will accompany most of the online
TECH 50800 QUALITY and PRODUCTIVITY in INDUSTRY and TECHNOLOGY Before we begin: Turn on the sound on your computer. There is audio to accompany this presentation. Audio will accompany most of the online
GENERAL PROPERTIES //////////////////////////////////////////////////////
 ALLOY 625 DATA SHEET //// Alloy 625 (UNS designation N06625) is a nickel-chromium-molybdenum alloy possessing excellent resistance to oxidation and corrosion over a broad range of corrosive conditions,
ALLOY 625 DATA SHEET //// Alloy 625 (UNS designation N06625) is a nickel-chromium-molybdenum alloy possessing excellent resistance to oxidation and corrosion over a broad range of corrosive conditions,
Lean Six Sigma Training The DMAIC Story. Unit 6: Glossary Page 6-1
 Unit 6: Glossary Page 6-1 Glossary of Terms Unit 6: Glossary Page 6-2 Action Plan A technique that documents everything that must be done to ensure effective implementation of a countermeasure or improvement
Unit 6: Glossary Page 6-1 Glossary of Terms Unit 6: Glossary Page 6-2 Action Plan A technique that documents everything that must be done to ensure effective implementation of a countermeasure or improvement
APPLYING DATA MINING METHODS TO PREDICT DEFECTS ON STEEL SURFACE
 APPLYING DATA MINING METHODS TO PREDICT DEFECTS ON STEEL SURFACE 1 SAYED MEHRAN SHARAFI, 2 HAMID REZA ESMAEILY 1 Computer Engineering Department, Islamic Azad University, Najaf Abad Branch, Esfahan, Iran
APPLYING DATA MINING METHODS TO PREDICT DEFECTS ON STEEL SURFACE 1 SAYED MEHRAN SHARAFI, 2 HAMID REZA ESMAEILY 1 Computer Engineering Department, Islamic Azad University, Najaf Abad Branch, Esfahan, Iran
Revealing the Big Picture Using Business Process Management
 Revealing the Big Picture Using Business Process Management Page 1 of 20 Page 2 of 20 Introduction In today s business environment, change is inevitable. Changes in technology, organizational structure,
Revealing the Big Picture Using Business Process Management Page 1 of 20 Page 2 of 20 Introduction In today s business environment, change is inevitable. Changes in technology, organizational structure,
STUDY GUIDE FOR THE LEAN SIX SIGMA (LSS) CERTIFICATION EXAM
 CERTIFICATION EXAM") STUDY GUIDE FOR THE LEAN SIX SIGMA (LSS) CERTIFICATION EXAM LSSYB LSSGB LSSBB ATMAE ATMAE ATMAE NOTE: An individual can become lean six sigma black belt certified by earning an 80% or higher on this exam.
STUDY GUIDE FOR THE LEAN SIX SIGMA (LSS) CERTIFICATION EXAM LSSYB LSSGB LSSBB ATMAE ATMAE ATMAE NOTE: An individual can become lean six sigma black belt certified by earning an 80% or higher on this exam.
Michael Kickuth and Thomas Friedli
 IV Operational Excellence in the Pharmaceutical Industry: Case Studies from the Field In this chapter we want to give some guidance for people responsible for implementing Operational Excellence programs.
IV Operational Excellence in the Pharmaceutical Industry: Case Studies from the Field In this chapter we want to give some guidance for people responsible for implementing Operational Excellence programs.
DOE software paints picture of powder coating defects By Julia C. O Neill, Glenn Correll, Val debrunce, and Ralph Pereida
 DOE software paints picture of powder coating defects By Julia C. O Neill, Glenn Correll, Val debrunce, and Ralph Pereida How do you react when a defect arises within one of your top powder coating products,
DOE software paints picture of powder coating defects By Julia C. O Neill, Glenn Correll, Val debrunce, and Ralph Pereida How do you react when a defect arises within one of your top powder coating products,
NetShape - MIM. Metal Injection Molding Design Guide. NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807
 Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
Metal Injection Molding Design Guide NetShape Technologies - MIM Phone: 440-248-5456 31005 Solon Road FAX: 440-248-5807 Solon, OH 44139 solutions@netshapetech.com 1 Frequently Asked Questions Page What
GREY RELATIONAL ANALYSIS TO OPTIMIZE WELDING PARAMETERS FOR DISSIMILAR SHEETS OF MATERIAL IN RESISTANCE SPOT WELDING
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 6, Issue 11, Nov 2015, pp. 23-32, Article ID: IJMET_06_11_003 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=6&itype=11
International Journal of Mechanical Engineering and Technology (IJMET) Volume 6, Issue 11, Nov 2015, pp. 23-32, Article ID: IJMET_06_11_003 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=6&itype=11
Rules to Consider. All work shall be highly specified as to content, timing, sequence, and outcome.
 Lean Manufacturing An operational system that maximizes Value Added, reduces Essential Support and eliminates Waste in all processes throughout the Value Stream. What is Value-added? What is Essential
Lean Manufacturing An operational system that maximizes Value Added, reduces Essential Support and eliminates Waste in all processes throughout the Value Stream. What is Value-added? What is Essential
Wear-resistant steels. Technical terms of delivery for heavy plates. voestalpine Grobblech GmbH www.voestalpine.com/grobblech
 Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
S355 European Standard Steel
 1(7) S European Standard Steel S EN 10025 : 2004 Standard Plate S structural steel plate is a highstrength lowalloy European standard structural steel covering four of the six "Parts" within the EN 10025
1(7) S European Standard Steel S EN 10025 : 2004 Standard Plate S structural steel plate is a highstrength lowalloy European standard structural steel covering four of the six "Parts" within the EN 10025
Process Improvement Projects: Using Six Sigma Methodologies
 Process Improvement Projects: Using Six Sigma Methodologies OR How to Add Value to your Organization (while successfully Avoiding Budget Responsibilities) Debra I. Garrison, M.B.A. Certified Six Sigma
Process Improvement Projects: Using Six Sigma Methodologies OR How to Add Value to your Organization (while successfully Avoiding Budget Responsibilities) Debra I. Garrison, M.B.A. Certified Six Sigma
Lean Test Management. Ban Waste,Gain Efficiency. Bob van de Burgt Professional Testing
 Lean Test Management Ban Waste,Gain Efficiency Bob van de Burgt Professional Testing 1 I will show you differently! 2 Agenda - Lean Manufacturing - Lean Six Sigma - Roadmap to Lean Test Management - Conclusions
Lean Test Management Ban Waste,Gain Efficiency Bob van de Burgt Professional Testing 1 I will show you differently! 2 Agenda - Lean Manufacturing - Lean Six Sigma - Roadmap to Lean Test Management - Conclusions
An Introduction to. Metrics. used during. Software Development
 An Introduction to Metrics used during Software Development Life Cycle www.softwaretestinggenius.com Page 1 of 10 Define the Metric Objectives You can t control what you can t measure. This is a quote
An Introduction to Metrics used during Software Development Life Cycle www.softwaretestinggenius.com Page 1 of 10 Define the Metric Objectives You can t control what you can t measure. This is a quote
North American Stainless
 North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
North American Stainless Long Products Stainless Steel Grade Sheet 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 INTRODUCTION Types 2205 and 2304 are duplex stainless steel grades with a microstructure,
Lean Specialist Certification Program
 Lean Specialist Certification Program ADVANCED INNOVATION GROUP PRO EXCELLENCE Lean Specialist Certification Program Certification from AIGPE has upheld the highest standards in the field of quality excellence
Lean Specialist Certification Program ADVANCED INNOVATION GROUP PRO EXCELLENCE Lean Specialist Certification Program Certification from AIGPE has upheld the highest standards in the field of quality excellence
Lean Six Sigma Black Belt-EngineRoom
 Lean Six Sigma Black Belt-EngineRoom Course Content and Outline Total Estimated Hours: 140.65 *Course includes choice of software: EngineRoom (included for free), Minitab (must purchase separately) or
Lean Six Sigma Black Belt-EngineRoom Course Content and Outline Total Estimated Hours: 140.65 *Course includes choice of software: EngineRoom (included for free), Minitab (must purchase separately) or
Quality Data Analysis and Statistical Process Control (SPC) for AMG Engineering and Inc.
 for AMG Engineering and Inc.") Quality Data Analysis and Statistical Process Control (SPC) for AMG Engineering and Inc. Olugbenga O. Akinbiola Industrial, Information and Manufacturing Engineering Morgan State University Baltimore Abstract
Quality Data Analysis and Statistical Process Control (SPC) for AMG Engineering and Inc. Olugbenga O. Akinbiola Industrial, Information and Manufacturing Engineering Morgan State University Baltimore Abstract
Negative Integral Exponents. If x is nonzero, the reciprocal of x is written as 1 x. For example, the reciprocal of 23 is written as 2
 4 (4-) Chapter 4 Polynomials and Eponents P( r) 0 ( r) dollars. Which law of eponents can be used to simplify the last epression? Simplify it. P( r) 7. CD rollover. Ronnie invested P dollars in a -year
4 (4-) Chapter 4 Polynomials and Eponents P( r) 0 ( r) dollars. Which law of eponents can be used to simplify the last epression? Simplify it. P( r) 7. CD rollover. Ronnie invested P dollars in a -year
An Introduction to Design for Six Sigma concepts
 An Introduction to Design for Six Sigma concepts Dr Jane Marshall Product Excellence using 6 Sigma Module PEUSS 2012/2013 Design for Six Sigma Page 1 Objectives of the session History of Six Sigma Describe
An Introduction to Design for Six Sigma concepts Dr Jane Marshall Product Excellence using 6 Sigma Module PEUSS 2012/2013 Design for Six Sigma Page 1 Objectives of the session History of Six Sigma Describe
Drill Pipe Hard-facing
 Drill Pipe Hard-facing GLOBAL PROTECTION AGAINST WEAR AND TEAR Oxyacetylene Rods Flux- and Metal Cored Wires Electrodes PTA - Welding Oxyacetylene Welding and Spray Powders Flame Spraying FLSP Arc Spraying
Drill Pipe Hard-facing GLOBAL PROTECTION AGAINST WEAR AND TEAR Oxyacetylene Rods Flux- and Metal Cored Wires Electrodes PTA - Welding Oxyacetylene Welding and Spray Powders Flame Spraying FLSP Arc Spraying
Project Management for the Professional Professional Part 4 - Stakeholder Analysis. Michael Bevis, JD CPPO, CPSM, PMP
 Project Management for the Professional Professional Part 4 - Stakeholder Analysis Michael Bevis, JD CPPO, CPSM, PMP Topic 3 Common Project Stakeholders Who are Stakeholders and what is stakeholder management?
Project Management for the Professional Professional Part 4 - Stakeholder Analysis Michael Bevis, JD CPPO, CPSM, PMP Topic 3 Common Project Stakeholders Who are Stakeholders and what is stakeholder management?
Influence of Steel Scrap on Microstructure and Mechanical Properties of Spheroidal Graphite Cast Iron
 Materials Transactions, Vol. 44, No. 7 (2003) pp. 1419 to 1424 #2003 The Japan Institute of Metals Influence of Scrap on Microstructure and Mechanical Properties of Spheroidal Graphite Cast Iron Sadato
Materials Transactions, Vol. 44, No. 7 (2003) pp. 1419 to 1424 #2003 The Japan Institute of Metals Influence of Scrap on Microstructure and Mechanical Properties of Spheroidal Graphite Cast Iron Sadato
LOST FOAM PROTOTYPING METHODS
 LOST FOAM PROTOTYPING METHODS A Comparison of Methods and Processes Copyright 2002 Austin Group, LLC. All rights reserved. INTRODUCTION TERRY AUSTIN PRESIDENT AUSTIN GROUP, LLC QUINCY, ILLINOIS INTRODUCTION
LOST FOAM PROTOTYPING METHODS A Comparison of Methods and Processes Copyright 2002 Austin Group, LLC. All rights reserved. INTRODUCTION TERRY AUSTIN PRESIDENT AUSTIN GROUP, LLC QUINCY, ILLINOIS INTRODUCTION
Simulations of the Effect of Section Size and Cooling on Sigma Phase Formation in Duplex Stainless Steels
 Simulations of the Effect of Section Size and Cooling on Sigma Phase Formation in Duplex Stainless Steels Richard A. Hardin and Christoph Beckermann Department of Mechanical and Industrial Engineering
Simulations of the Effect of Section Size and Cooling on Sigma Phase Formation in Duplex Stainless Steels Richard A. Hardin and Christoph Beckermann Department of Mechanical and Industrial Engineering
CLASSIFICATIONS OF INJECTION MOLDS
 CLASSIFICATIONS OF INJECTION MOLDS General Notes The following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. It is our desire, through
CLASSIFICATIONS OF INJECTION MOLDS General Notes The following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. It is our desire, through
THE SIX SIGMA YELLOW BELT SOLUTIONS TEXT
 THE SIX SIGMA YELLOW BELT SOLUTIONS TEXT 2014 by Bill Wortman - All rights reserved SECTION II SIX SIGMA FUNDAMENTALS - SAMPLE QUESTIONS 2.1. The DPMO for a process is 860. What is the approximate six
THE SIX SIGMA YELLOW BELT SOLUTIONS TEXT 2014 by Bill Wortman - All rights reserved SECTION II SIX SIGMA FUNDAMENTALS - SAMPLE QUESTIONS 2.1. The DPMO for a process is 860. What is the approximate six
The new Audi TT Coupé. Life Cycle Assessment
 The new Audi TT Coupé Life Cycle Assessment Content Foreword Life cycle assessment what s involved Life cycle assessment the boundaries Life cycle assessment the effect categories Lightweight construction
The new Audi TT Coupé Life Cycle Assessment Content Foreword Life cycle assessment what s involved Life cycle assessment the boundaries Life cycle assessment the effect categories Lightweight construction
EXPERIMENT 4 The Periodic Table - Atoms and Elements
 EXPERIMENT 4 The Periodic Table - Atoms and Elements INTRODUCTION Primary substances, called elements, build all the materials around you. There are more than 109 different elements known today. The elements
EXPERIMENT 4 The Periodic Table - Atoms and Elements INTRODUCTION Primary substances, called elements, build all the materials around you. There are more than 109 different elements known today. The elements
Project Quality Management. Project Management for IT
 Project Quality Management 1 Learning Objectives Understand the importance of project quality management for information technology products and services Define project quality management and understand
Project Quality Management 1 Learning Objectives Understand the importance of project quality management for information technology products and services Define project quality management and understand
Universally Accepted Lean Six Sigma Body of Knowledge for Green Belts
 Universally Accepted Lean Six Sigma Body of Knowledge for Green Belts The IASSC Certified Green Belt Exam was developed and constructed based on the topics within the body of knowledge listed here. Questions
Universally Accepted Lean Six Sigma Body of Knowledge for Green Belts The IASSC Certified Green Belt Exam was developed and constructed based on the topics within the body of knowledge listed here. Questions
Lean Manufacturing and Six Sigma
 Lean Manufacturing and Six Sigma Research Questions What have we done in the past? What must we do in the future? How do we know these are the correct actions? 1 Lean Definitions Key concepts of lean:
Lean Manufacturing and Six Sigma Research Questions What have we done in the past? What must we do in the future? How do we know these are the correct actions? 1 Lean Definitions Key concepts of lean:
ALLOY 7475 PLATE AND SHEET HIGHEST TOUGHNESS/STRENGTH
 ALCOA MILL PRODUCTS ALLOY 7475 PLATE AND SHEET HIGHEST TOUGHNESS/STRENGTH ALLOY 7475 DESCRIPTION Alloy 7475 is a controlled toughness alloy developed by Alcoa for sheet and plate applications that require
ALCOA MILL PRODUCTS ALLOY 7475 PLATE AND SHEET HIGHEST TOUGHNESS/STRENGTH ALLOY 7475 DESCRIPTION Alloy 7475 is a controlled toughness alloy developed by Alcoa for sheet and plate applications that require
Six sigma project management
 Six sigma project management Construction Document Six sigma project management 1 Table Of Contents Process Model... 2 Sub Process Phase... 3 Create Deliverable Sub-Process... 4 Data Model... 5 Parameter
Six sigma project management Construction Document Six sigma project management 1 Table Of Contents Process Model... 2 Sub Process Phase... 3 Create Deliverable Sub-Process... 4 Data Model... 5 Parameter
Massachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139
 Massachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139 2.002 Mechanics and Materials II Spring 2004 Laboratory Module No. 5 Heat Treatment of Plain Carbon and Low
Massachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139 2.002 Mechanics and Materials II Spring 2004 Laboratory Module No. 5 Heat Treatment of Plain Carbon and Low
Certified Quality Improvement Associate
 Certified Quality Improvement Associate Quality excellence to enhance your career and boost your organization s bottom line asq.org/certification The Global Voice of Quality TM Certification from ASQ is
Certified Quality Improvement Associate Quality excellence to enhance your career and boost your organization s bottom line asq.org/certification The Global Voice of Quality TM Certification from ASQ is
Six Sigma process improvements in automotive parts production
 of Achievements in Materials and Manufacturing Engineering VOLUME 19 ISSUE 1 November 2006 Six Sigma process improvements in automotive parts production M. Soković a, *, D. Pavletić b, E. Krulčić c a Faculty
of Achievements in Materials and Manufacturing Engineering VOLUME 19 ISSUE 1 November 2006 Six Sigma process improvements in automotive parts production M. Soković a, *, D. Pavletić b, E. Krulčić c a Faculty
2015 HSC Information and Digital Technology Digital animation Marking Guidelines
 2015 HSC Information and Digital Technology Digital animation Marking Guidelines Section I Multiple-choice Answer Key Question Answer 1 B 2 C 3 B 4 A 5 B 6 D 7 D 8 A 9 A 10 C 11 C 12 D 13 B 14 D 15 D 16
2015 HSC Information and Digital Technology Digital animation Marking Guidelines Section I Multiple-choice Answer Key Question Answer 1 B 2 C 3 B 4 A 5 B 6 D 7 D 8 A 9 A 10 C 11 C 12 D 13 B 14 D 15 D 16
Six sigma project management
 Six sigma project management Bizagi Suite Six sigma project management 1 Table of Contents Six Sigma Project Management... 3 Process Elements... 9 Project Charter... 9 Define... 11 Measure...12 Analyze...12
Six sigma project management Bizagi Suite Six sigma project management 1 Table of Contents Six Sigma Project Management... 3 Process Elements... 9 Project Charter... 9 Define... 11 Measure...12 Analyze...12
Perspectives on Workplace Sustainability
 Perspectives on Workplace Sustainability Is your portfolio green and productive? You can measure it really. In a recent productivity study of 32,000 employees, almost half of them admitted to performing
Perspectives on Workplace Sustainability Is your portfolio green and productive? You can measure it really. In a recent productivity study of 32,000 employees, almost half of them admitted to performing
Keywords Agile, Scrum Methodology, Tools for Scrum, Six Sigma tools, scrum and six sigma
 Volume 4, Issue 3, March 2014 ISSN: 2277 128X International Journal of Advanced Research in Computer Science and Software Engineering Research Paper Available online at: www.ijarcsse.com Integrating Six
Volume 4, Issue 3, March 2014 ISSN: 2277 128X International Journal of Advanced Research in Computer Science and Software Engineering Research Paper Available online at: www.ijarcsse.com Integrating Six
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati
 Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
Appendice Caratteristiche Dettagliate dei Materiali Utilizzati A.1 Materiale AISI 9840 UNI 38NiCrMo4 AISI 9840 Steel, 650 C (1200 F) temper, 25 mm (1 in.) round Material Notes: Quenched, 540 C temper,
Full Density Properties of Low Alloy Steels
 Full Density Properties of Low Alloy Steels Michael L. Marucci & Arthur J. Rawlings Hoeganaes Corporation, Cinnaminson, NJ Presented at PM 2 TEC2005 International Conference on Powder Metallurgy and Particulate
Full Density Properties of Low Alloy Steels Michael L. Marucci & Arthur J. Rawlings Hoeganaes Corporation, Cinnaminson, NJ Presented at PM 2 TEC2005 International Conference on Powder Metallurgy and Particulate
Improving Healthcare at. Lean Six Sigma
 Lean Six Sigma in Healthcare Improving Healthcare at Presbyterian Healthcare Services Using Lean Six Sigma Learning Objectives Why we need to improve our processes What is Lean Six Sigma Why do we need
Lean Six Sigma in Healthcare Improving Healthcare at Presbyterian Healthcare Services Using Lean Six Sigma Learning Objectives Why we need to improve our processes What is Lean Six Sigma Why do we need
HIGH STRENGTH DUCTILE IRON PRODUCED BY THE ENGINEERED COOLING: PROCESS CONCEPT
 IJMC14-244-2 HIGH STRENGTH DUCTILE IRON PRODUCED BY THE ENGINEERED COOLING: PROCESS CONCEPT Copyright 215 American Foundry Society Abstract Simon N. Lekakh Missouri University of Science and Technology,
IJMC14-244-2 HIGH STRENGTH DUCTILE IRON PRODUCED BY THE ENGINEERED COOLING: PROCESS CONCEPT Copyright 215 American Foundry Society Abstract Simon N. Lekakh Missouri University of Science and Technology,
Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels.
 IMPACT TESTING Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels. Equipment Coolants Standard Charpy V-Notched Test specimens Impact tester
IMPACT TESTING Objective To conduct Charpy V-notch impact test and determine the ductile-brittle transition temperature of steels. Equipment Coolants Standard Charpy V-Notched Test specimens Impact tester
ATI 2205 ATI 2205. Technical Data Sheet. Duplex Stainless Steel GENERAL PROPERTIES. (UNS S31803 and S32205)
") ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
ARMSTRONG MOLD GRAPHITE DIE CASTING DIVISION
 ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
Six Sigma Continuous Improvement
 Chapter 4 Six Sigma Continuous Improvement The signifi cant problems we face cannot be solved at the same level of thinking we were at when we created them. Albert Einstein 4.1 SIX SIGMA CONTINUOUS IMPROVEMENT
Chapter 4 Six Sigma Continuous Improvement The signifi cant problems we face cannot be solved at the same level of thinking we were at when we created them. Albert Einstein 4.1 SIX SIGMA CONTINUOUS IMPROVEMENT
Lean Six Sigma Master Black Belt Certification Programme (MBB 08)
") Lean Six Sigma Master Black Belt Certification Programme (MBB 08) DURING APRIL - MAY 2015 (12 days) Conducted by: SQC & OR Unit, Mumbai Indian Statistical Institute, Room No 320, 3rd Floor Old C G O Building
Lean Six Sigma Master Black Belt Certification Programme (MBB 08) DURING APRIL - MAY 2015 (12 days) Conducted by: SQC & OR Unit, Mumbai Indian Statistical Institute, Room No 320, 3rd Floor Old C G O Building
LEAN MANUFACTURING LEAN MANUFACTURING, 5S AND SIX SIGMA
 Page 1 of 8 PREPARED BY THE FOLK GROUP. THIS MAY BE REPRINTED WITH ATTRIBUTION. FEBRUARY, 2009. We re big fans of lean manufacturing practices, 5S and Six Sigma based on the results we ve seen in metal
Page 1 of 8 PREPARED BY THE FOLK GROUP. THIS MAY BE REPRINTED WITH ATTRIBUTION. FEBRUARY, 2009. We re big fans of lean manufacturing practices, 5S and Six Sigma based on the results we ve seen in metal
Lead-free Wave Soldering Some Insight on How to Develop a Process that Works
 Lead-free Wave Soldering Some Insight on How to Develop a Process that Works Author: Peter Biocca, Senior Market Development Engineer, Kester, Des Plaines, Illinois. Telephone: 972.390.1197; email pbiocca@kester.com
Lead-free Wave Soldering Some Insight on How to Develop a Process that Works Author: Peter Biocca, Senior Market Development Engineer, Kester, Des Plaines, Illinois. Telephone: 972.390.1197; email pbiocca@kester.com