ROLL PASS DESIGN EVAULUATION USING SOFTWARE APPLICATION ARINDAM MUKHERJEE PROJECT MANAGEMENT CELL UNDP/GEF PROJECT (STEEL)
|
|
|
- Jared Cox
- 7 years ago
- Views:
Transcription
1 ROLL PASS DESIGN EVAULUATION USING SOFTWARE APPLICATION ARINDAM MUKHERJEE PROJECT MANAGEMENT CELL UNDP/GEF PROJECT (STEEL)

2 OBJECTIVE OF ROLL PASS DESIGN Steel sections are generally rolled in several passes, whose number is determined by the ratio of initial input material and final cross s section of finished product. The cross section area is reduced in each pass and form and size of the stock gradually approach to the desired profile.

3 ROLLING PROCESS Steel rolling consists of passing the material, usually termed the t stock, between two rolls driven at the same peripheral speed in opposite directions (i.e. one clockwise and one anti-clockwise) and so spaced that the distance between them is somewhat less than the thickness of the section entering them. In these circumstances the roll grip the material and deliver it reduce in thickness, increased in length and probably somewhat increased d in width.

4 Production of correct profile within tolerance limits with good surface finish (free from surface defects). Maximum productivity at lowest cost. Minimum roll wear. Easy working. Optimum energy utilization.

5

6
7

8 Shape of sections in a particular passes must ensure a free metal flow in the roll gap/groove. Appropriate taper/groove angle in pass must be selected in order to avoid metal jamming in rolls. TYPE OF PASS % TAPER Roughing pass 6 to 15 Forming pass 3 to 10 Finish pass 0.5 to 3.0%

9 Groove angle for box pass should be 8 to Relief radius for box pass should be 10 mm. Groove angle for diamond pass should be > Relief radius for diamond should be around 18 mm. Groove angle for square pass should be Bottom angle for square pass should be around Relief radius for square pass should be 5mm. Groove angle for oval should be Relief radius for oval should be 5mm. Groove angle for intermediate round pass should be Groove angle for intermediate finish round pass should be Bottom radius for rounds is ½ of dia. Relief radius for rounds is 1/5 th of bottom radius. Relief radius for rounds in finish pass should be 1.5. Fitting from oval to round should be 0.3 to 0.7. For ovals width to height ratio should be < 3.0.

10

11 The number and arrangement of passes in particular roll stand should assure the most uniform possible exploitation of all the passes in each stand. Uniform draught in last passes & different draught in early forming passes of profile, where the section is large & metal is hot. Draught should be distributed so as to ensure as far as possible uniform wear and to avoid overloading of drive installations and rolls.

12 Rolls should easily grip the material being rolled. Rolls Finish Max. Angle of Bite (in degrees) with reference to speed of mill Smooth Edged passes Ragged Pass filling should be correct.

13 The Fitting parameter should be 0.3 < Fitting < 0.7 to avoid problems with bad surface quality and bad wearing conditions of the groove bottom.

14
15 An optimum number of passes should be used. If, Too greater in number Lower the out put of the roll stand Too smaller in number Cause excessive roll wear Danger of roll fracture or rolling defect

16 Total Elongation Coefficient λ t at Different Reductions relative to No. of Passes λ t for percentage reduction of Pass No CALCULATION FOR NO. OF PASSES Input Size = 200x200 mm Finish Product = 50x50 mm λ t =200x200/50x50 = 16 With 25 % Redn. In every pass after 9 th pass λ t = and after 10 th pass λ t = passes will be sufficient with redn. Somewhtat less than 25 %. Last pass = 5%, λ t = Preleader =10%, λ t = =1.053x1.111=1.168 λ t= 16/1.168 = 13.7 With 30% redn can be achieved after 7 pass or we can say 8 th pass.

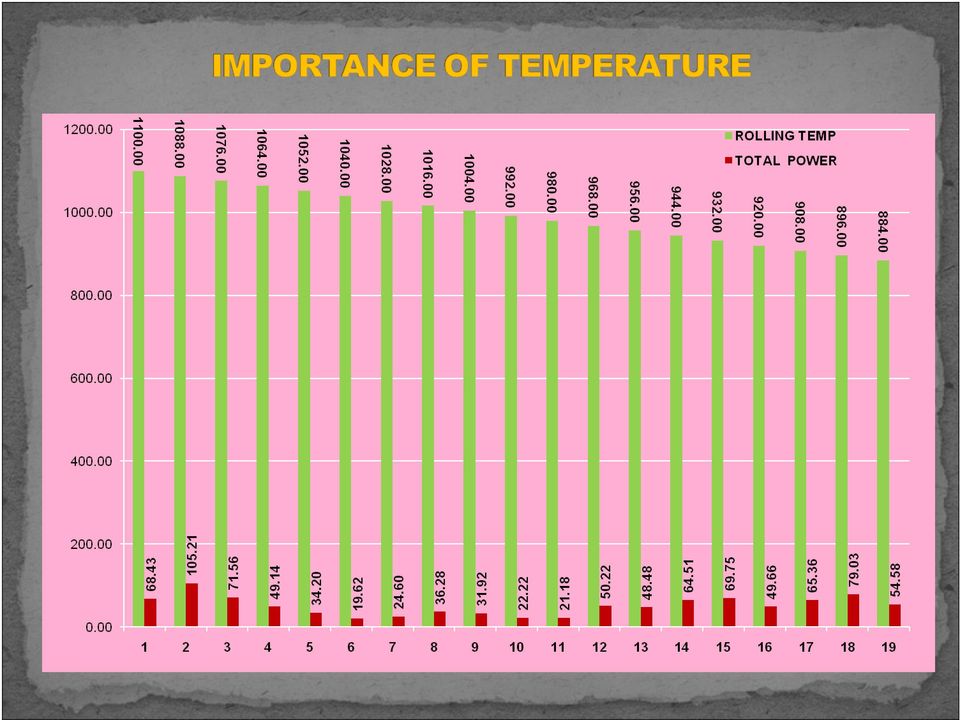
17 EVALUATION BASED ON ABSOLUTE REDUCTION Pass Pass Initial Initial Initial Final Final Final Mean Abs. Pass wise no Shape width height Area width height Area width red. Power(Kw) Required for Deformation B H Fo b h F1 Bm dh mm mm mm2 mm mm mm2 mm mm 1 Box Box Square Box Square Box Square Oval Square Oval Square Oval Square Oval Round Oval Round Oval Round

18

19

20

21
22
23
24
25
26
27
28
29 +T Risk of tilting in the next groove due to too large width -T Risk of tilting in the next groove due to too small width +F The ratio Bar Edge/Groove Bottom Diameter of the next groove is >0.7 +O Overfilling (Bar width>groove Width) +W Width of finishing dimensions is more than 1.5% TOO LARGE -W Width of finishing dimensions is more than 1.5% TOO SMALL +D Sb,Db or Hb of finishing dimensions is more than 1.5% Too Large -D Sb,Db or Hb of finishing dimensions is more than 1.5% Too Small +L Loop Growth by repeater rolling is TOO LARGE. Tension by block rolling is TOO SMALL -L Loop Growth by repeater rolling is TOO SMALL. Tension by block rolling is TOO LARGE -N Motor revolution is below the base revolution. Full power is not available
30 Roll Pass Initial Initial Initial Final Final Final Mean Abs. dia. Work Roll LineaAngl Coeff r e of RollingMetal Coeff Coeff of of Relativ Mean e Sigma sp. RollingRolling Power Torque Powe r for Total Cum of width height Area width height Area width red. max. dia rpm speedbite draug ht temp comp. fricti on viscosi ty deform rate rolling pr. force torque for defor m. for friction fricti on power Power B H Fo b h F1 Bm dh Dk Dwk n V < /u t F n/ U o- p P Ma Na Mn Nn N N kgf s/m kgf s/m kgf/m no mm mm mm2 mm mm mm2 mm mm mm mm rpm m/s deg. o C Comp. 2 1/s 2 m 2 T kgm kw kgm kw kw kw
31 CHARACTERISTICS OF A GOOD ROLL PASS DESIGN To ensure a profile with a smooth surface and correct dimensions within the stipulated limits of standards. To ensure the minimum expense in terms of energy, power and roll consumption, To give deformation in such a way and at stages to have minimum internal stresses in the finished product. To create a simple and convenient work culture at stand, minimizing ing the manual operation to the minimum possible extent and to introduce the automation of technological process. To optimize the number of passes required for rolling to reduce the total rolling time cycle, with minimum time spent for changing and a adjusting of rolls.
32 ROLL PASS DESIGN PROCESS Determination of finished product dimensions. Calculation of steel contraction factor. Calculation of average elongation and number of passes required. Determination of appropriate pass shapes. Calculations of rolling power required and mechanical equipment loads. Determination of pass progression and family tree. Drawing of detailed pass shapes.
33 TYPICAL HEATING SCHEDULE Group Type of steel Temperature,OC I Carbon and low-alloy steels (up to 0.45% C) II Carbon, low-and medium alloy steels (up to 0.65%C) III Carbon and medium alloy steel (up to 0.9%C) IV Carbon and alloy steel; tool and bearing steel (up to 1%C) V VI Carbon and medium alloy steel; tool and high manganese steels (up to 1.3%C) Nichrome and stainless steels VII High-speed steels
34
Removing chips is a method for producing plastic threads of small diameters and high batches, which cause frequent failures of thread punches.
 Plastic Threads Technical University of Gabrovo Yordanka Atanasova Threads in plastic products can be produced in three ways: a) by direct moulding with thread punch or die; b) by placing a threaded metal
Plastic Threads Technical University of Gabrovo Yordanka Atanasova Threads in plastic products can be produced in three ways: a) by direct moulding with thread punch or die; b) by placing a threaded metal
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth
 Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
Lecture slides on rolling By: Dr H N Dhakal Lecturer in Mechanical and Marine Engineering, School of Engineering, University of Plymouth Bulk deformation forming (rolling) Rolling is the process of reducing
AISI CHEMICAL COMPOSITION LIMITS: Nonresulphurized Carbon Steels
 AISI CHEMICAL COMPOSITION LIMITS: Nonresulphurized Carbon Steels AISI No. 1008 1010 1012 1015 1016 1017 1018 1019 1020 1021 1022 1023 1024 10 1026 1027 1029 10 1035 1036 1037 1038 1039 10 1041 1042 1043
AISI CHEMICAL COMPOSITION LIMITS: Nonresulphurized Carbon Steels AISI No. 1008 1010 1012 1015 1016 1017 1018 1019 1020 1021 1022 1023 1024 10 1026 1027 1029 10 1035 1036 1037 1038 1039 10 1041 1042 1043
Belt Drives and Chain Drives. Power Train. Power Train
 Belt Drives and Chain Drives Material comes for Mott, 2002 and Kurtz, 1999 Power Train A power train transmits power from an engine or motor to the load. Some of the most common power trains include: Flexible
Belt Drives and Chain Drives Material comes for Mott, 2002 and Kurtz, 1999 Power Train A power train transmits power from an engine or motor to the load. Some of the most common power trains include: Flexible
Two most common lock nut groups: 1-Prevailing Torque Type Lock Nuts:
 Two most common lock nut groups: 1. PREVAILING TORQUE a design feature of the lock nut produces friction between threads of mated components thereby increasing the force needed to tighten as well as loosen
Two most common lock nut groups: 1. PREVAILING TORQUE a design feature of the lock nut produces friction between threads of mated components thereby increasing the force needed to tighten as well as loosen
Technical Data. 7. Bearing Fits. 7.1 Interference. 7.2 Calculation of interference F B LLLLLLLLL( A-54
 Technical Data 7. Bearing Fits 7.1 Interference For rolling s the rings are fixed on the or in the housing so that slip or movement does not occur between the mated surface during operation or under. This
Technical Data 7. Bearing Fits 7.1 Interference For rolling s the rings are fixed on the or in the housing so that slip or movement does not occur between the mated surface during operation or under. This
Mechanical Principles
 Unit 4: Mechanical Principles Unit code: F/60/450 QCF level: 5 Credit value: 5 OUTCOME 3 POWER TRANSMISSION TUTORIAL BELT DRIVES 3 Power Transmission Belt drives: flat and v-section belts; limiting coefficient
Unit 4: Mechanical Principles Unit code: F/60/450 QCF level: 5 Credit value: 5 OUTCOME 3 POWER TRANSMISSION TUTORIAL BELT DRIVES 3 Power Transmission Belt drives: flat and v-section belts; limiting coefficient
Lapping and Polishing Basics
 Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen)
TARIFF CODE and updates standard
 TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
TARIFF CODE and updates standard No HS CODE AHTN CODE PRODUCT DESCRIPTION PRODUCT TYPE STANDARDS IDENTIFIED 7207 Semi finished products of iron or non alloy steel Containing by weight less than 0.25% of
Structural welding is a process by which the parts that are to be connected are heated and
 CHAPTER 6. WELDED CONNECTIONS 6.1 INTRODUCTORY CONCEPTS Structural welding is a process by which the parts that are to be connected are heated and fused, with supplementary molten metal at the joint. A
CHAPTER 6. WELDED CONNECTIONS 6.1 INTRODUCTORY CONCEPTS Structural welding is a process by which the parts that are to be connected are heated and fused, with supplementary molten metal at the joint. A
DESIGN OF SLABS. 3) Based on support or boundary condition: Simply supported, Cantilever slab,
 Based on support or boundary condition: Simply supported, Cantilever slab,") DESIGN OF SLABS Dr. G. P. Chandradhara Professor of Civil Engineering S. J. College of Engineering Mysore 1. GENERAL A slab is a flat two dimensional planar structural element having thickness small compared
DESIGN OF SLABS Dr. G. P. Chandradhara Professor of Civil Engineering S. J. College of Engineering Mysore 1. GENERAL A slab is a flat two dimensional planar structural element having thickness small compared
7.3 Fit selection. Inner ring: Rotating. Outer ring: Stationary. Inner ring: Stationary. Outer ring: Rotating. Inner ring: Stationary
 7. Bearing Fits 7. Fitting For rolling s, inner and outer rings are fixed on the or in the housing so that relative movement does not occur between fitting surfaces during operation or under. This relative
7. Bearing Fits 7. Fitting For rolling s, inner and outer rings are fixed on the or in the housing so that relative movement does not occur between fitting surfaces during operation or under. This relative
Module 2- GEARS. Lecture 9 - SPUR GEAR DESIGN
 Module 2- GEARS Lecture 9 - SPUR GEAR DESIGN Contents 9.1 Problem 1 Analysis 9.2 Problem 2 Spur gear 9.1 PROBLEM 1 SPUR GEAR DESIGN In a conveyor system a step-down gear drive is used. The input pinion
Module 2- GEARS Lecture 9 - SPUR GEAR DESIGN Contents 9.1 Problem 1 Analysis 9.2 Problem 2 Spur gear 9.1 PROBLEM 1 SPUR GEAR DESIGN In a conveyor system a step-down gear drive is used. The input pinion
GEAROLOGY 4-1 WORMS AND WORM GEARS WORMS AND WORM GEARS
 GEAROLOGY 4-1 4 4-2 GEAROLOGY COMMON APPLICATIONS: Worm and worm gear sets are used in many, everyday products including: electrical mixers, hubometers, right Now that you have an understanding of two
GEAROLOGY 4-1 4 4-2 GEAROLOGY COMMON APPLICATIONS: Worm and worm gear sets are used in many, everyday products including: electrical mixers, hubometers, right Now that you have an understanding of two
There is no upside to. down time
 EXPANDED and PERFORATED Data and Specifications 30 Similar to Type 302 with excellent mechanical properties, resistance to many corrosive agents. Useful where sanitation and cleanliness are important.
EXPANDED and PERFORATED Data and Specifications 30 Similar to Type 302 with excellent mechanical properties, resistance to many corrosive agents. Useful where sanitation and cleanliness are important.
Mechanical Property Changes in Steel during the Pipe Making Process Brent Keil 1
 381 Mechanical Property Changes in Steel during the Pipe Making Process Brent Keil 1 Abstract Welded Steel Pipe (WSP) is arguably the most widely utilized pipe material for the transmission of water throughout
381 Mechanical Property Changes in Steel during the Pipe Making Process Brent Keil 1 Abstract Welded Steel Pipe (WSP) is arguably the most widely utilized pipe material for the transmission of water throughout
Gear Engineering Data. Spur Gear Gear Formulas Drive Selection Horsepower and Torque Tables
 Engineering Gear Engineering Data Spur Gear Gear Formulas Drive Selection Horsepower and Torque Tables G-79 Gear Selection Stock Spur Gear Drive Selection When designing a stock gear drive using the horsepower
Engineering Gear Engineering Data Spur Gear Gear Formulas Drive Selection Horsepower and Torque Tables G-79 Gear Selection Stock Spur Gear Drive Selection When designing a stock gear drive using the horsepower
Table of contents BRAZED TURNING TOOLS. Toolholders H 2. Tips H 6. Rods H 8. Technical information H 9 H 1
 Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
Table of contents BRAZED TURNING TOOLS Toolholders 2 Tips 6 Rods 8 9 1 ISO External holders General turning External Ordering Tip According to ISO243-1975 (DIN 4982-198) h b l 1 f 1 f 2 a p r ε γ 1) λ
RAMAX S Prehardened stainless holder steel
 T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
T O O L S T E E L F A C T S RAMAX S Prehardened stainless holder steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is intended to provide
STRUCTURAL STEELS. Steel Grades S185 S235JR S235JRG2 S235JO S235J2G3 S235J2G4 S275JR S275JO S275J2G3 S275J2G4 S355JR S355JO S355J2G3 S355J2G4
 STRUCTURAL STEELS Steel Grades S185 S235JR S235JRG2 S235JO S235J2G3 S235J2G4 S275JR S275JO S275J2G3 S275J2G4 S355JR S355JO S355J2G3 S355J2G4 S355K2G3 S355K2G4 E295 E335 E360 STRUCTURAL STEELS The unalloyed
STRUCTURAL STEELS Steel Grades S185 S235JR S235JRG2 S235JO S235J2G3 S235J2G4 S275JR S275JO S275J2G3 S275J2G4 S355JR S355JO S355J2G3 S355J2G4 S355K2G3 S355K2G4 E295 E335 E360 STRUCTURAL STEELS The unalloyed
Permanent Magnetic Couplings and Brakes for Drive Technology
 Tridelta Magnetsysteme A Tridelta Group Company Permanent Magnetic Couplings and Brakes for Drive Technology Raw Materials Magnets Systems and Components Magnet N1 Soft iron N2 Resin Introduction and principals
Tridelta Magnetsysteme A Tridelta Group Company Permanent Magnetic Couplings and Brakes for Drive Technology Raw Materials Magnets Systems and Components Magnet N1 Soft iron N2 Resin Introduction and principals
Specification for Rotary Drill Stem Elements
 Addendum 1 March 2007 Effective Date: September 1, 2007 Specification for Rotary Drill Stem Elements ANSI/API SPECIFICATION 7-1 FIRST EDITION, MARCH 2006 EFFECTIVE DATE: SEPTEMBER 2006 ISO 10424-1:2004
Addendum 1 March 2007 Effective Date: September 1, 2007 Specification for Rotary Drill Stem Elements ANSI/API SPECIFICATION 7-1 FIRST EDITION, MARCH 2006 EFFECTIVE DATE: SEPTEMBER 2006 ISO 10424-1:2004
THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL
 THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL S. Gunnarsson, B. Högman and L. G. Nordh Uddeholm Tooling AB Research and Development 683 85 Hagfors Sweden
THE INFLUENCE OF STEEL GRADE AND STEEL HARDNESS ON TOOL LIFE WHEN MILLING IN HARDENED TOOL STEEL S. Gunnarsson, B. Högman and L. G. Nordh Uddeholm Tooling AB Research and Development 683 85 Hagfors Sweden
GEOMETRY OF SINGLE POINT TURNING TOOLS
 GEOMETRY OF SINGLE POINT TURNING TOOLS LEARNING OBJECTIVES Introduction to Features of single point cutting tool. Concept of rake and clearance angle and its importance System of description of Tool geometry
GEOMETRY OF SINGLE POINT TURNING TOOLS LEARNING OBJECTIVES Introduction to Features of single point cutting tool. Concept of rake and clearance angle and its importance System of description of Tool geometry
Installation guide for the SafeLine type anchorage device. Tested in compliance with EN 795: 1996. No.: SE-...
 Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
Installation guide for the SafeLine type anchorage device Tested in compliance with EN 795: 1996 No.: SE-... Version: 09.10.2008 SE 67 Subject to technical alterations! Contents 1. General information
Grooved gaskets. Types of gaskets
 Types of gaskets have proven extremely useful in all areas of industry, including the most demanding sealing tasks. Our grooved gaskets can be found in conventional power plants as well as in the primary
Types of gaskets have proven extremely useful in all areas of industry, including the most demanding sealing tasks. Our grooved gaskets can be found in conventional power plants as well as in the primary
LiftAlloy Chain Slings
 CHAIN SLING BASICS Slings Lift-All chain slings meet or exceed all OSHA, ASME B30.9 and NACM standards and regulations. chain slings, available in 80 for 7/32" and 7/8"- /4" and 00 for 9/32"-3/4", are
CHAIN SLING BASICS Slings Lift-All chain slings meet or exceed all OSHA, ASME B30.9 and NACM standards and regulations. chain slings, available in 80 for 7/32" and 7/8"- /4" and 00 for 9/32"-3/4", are
Belt Conveyor Tracking V-Guide vs. Crowned Roller
 Belt Conveyor Tracking V-Guide vs. Crowned Roller By: Michael A. Hosch P.E. Dorner Mfg. Corp. 1 One of the largest maintenance issues associated with belt conveyors is belt tracking. Belt tracking is the
Belt Conveyor Tracking V-Guide vs. Crowned Roller By: Michael A. Hosch P.E. Dorner Mfg. Corp. 1 One of the largest maintenance issues associated with belt conveyors is belt tracking. Belt tracking is the
Lathe Milling Attachment
 Lathe Milling Attachment By L C. MASON BY CLEVERLY stacking cold-rolled flat stock together, T-slots and slide for this lathe milling attachment are made without costly machinery. In fact, only two tools,
Lathe Milling Attachment By L C. MASON BY CLEVERLY stacking cold-rolled flat stock together, T-slots and slide for this lathe milling attachment are made without costly machinery. In fact, only two tools,
BAGGAGE HANDLING SYSTEMS. Trastecnica S.p.A. Handling Baggage Systems Edition 2002 - Rev. 00-1 -
 BAGGAGE HANDLING SYSTEMS Trastecnica S.p.A. Handling Baggage Systems Edition 2002 - Rev. 00-1 - TECHNICAL SPECIFICS INDEX Check-in with one conveyor 4 Scales 6 Belt Conveyors 8 Take away 9 Feeder and Belt
BAGGAGE HANDLING SYSTEMS Trastecnica S.p.A. Handling Baggage Systems Edition 2002 - Rev. 00-1 - TECHNICAL SPECIFICS INDEX Check-in with one conveyor 4 Scales 6 Belt Conveyors 8 Take away 9 Feeder and Belt
Fluid Mechanics: Static s Kinematics Dynamics Fluid
 Fluid Mechanics: Fluid mechanics may be defined as that branch of engineering science that deals with the behavior of fluid under the condition of rest and motion Fluid mechanics may be divided into three
Fluid Mechanics: Fluid mechanics may be defined as that branch of engineering science that deals with the behavior of fluid under the condition of rest and motion Fluid mechanics may be divided into three
Introduction. ε 1 θ=55 ε 2. Localized necking Because ν=0.5 in plasticity, ε 1 =-2ε 2 =-2ε 3. ε 3,ε 2
 SHEET METALWORKING 1. Cutting Operation 2. Bending Operation 3. Drawing 4. Other Sheet-metal Forming 5. Dies and Presses 6. Sheet-metal Operation 7. Bending of Tube Stock 1 Introduction Cutting and forming
SHEET METALWORKING 1. Cutting Operation 2. Bending Operation 3. Drawing 4. Other Sheet-metal Forming 5. Dies and Presses 6. Sheet-metal Operation 7. Bending of Tube Stock 1 Introduction Cutting and forming
LEADER IN CUTTING TECHNOLOGY
 LEADER IN CUTTING TECHNOLOGY FOR OVER 2 YEARS REASONS WHY TRONEX IS THE BEST IN THE WORLD 1 2 SUPERIOR CUTTING PERFORMANCE Cut hundreds of thousands of times before dulling. Cut hundreds of thousands of
LEADER IN CUTTING TECHNOLOGY FOR OVER 2 YEARS REASONS WHY TRONEX IS THE BEST IN THE WORLD 1 2 SUPERIOR CUTTING PERFORMANCE Cut hundreds of thousands of times before dulling. Cut hundreds of thousands of
GUARDRAIL POST STEEL
 GUARDRAIL POST STEEL Guardrail posts meeting materials certification are evaluated and checked for: 1. Dimensional acceptance 2. Physical test results a. Chemical b. Physical 3. Galvanized or painted coating
GUARDRAIL POST STEEL Guardrail posts meeting materials certification are evaluated and checked for: 1. Dimensional acceptance 2. Physical test results a. Chemical b. Physical 3. Galvanized or painted coating
Physics 1A Lecture 10C
 Physics 1A Lecture 10C "If you neglect to recharge a battery, it dies. And if you run full speed ahead without stopping for water, you lose momentum to finish the race. --Oprah Winfrey Static Equilibrium
Physics 1A Lecture 10C "If you neglect to recharge a battery, it dies. And if you run full speed ahead without stopping for water, you lose momentum to finish the race. --Oprah Winfrey Static Equilibrium
North American Stainless
 North American Stainless Flat Products Stainless Steel Sheet T409 INTRODUCTION NAS 409 is an 11% chromium, stabilized ferritic stainless steel. It is not as resistant to corrosion or high-temperature oxidation
North American Stainless Flat Products Stainless Steel Sheet T409 INTRODUCTION NAS 409 is an 11% chromium, stabilized ferritic stainless steel. It is not as resistant to corrosion or high-temperature oxidation
Solid shape molding is not desired in injection molding due to following reasons.
 PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
PLASTICS PART DESIGN and MOULDABILITY Injection molding is popular manufacturing method because of its high-speed production capability. Performance of plastics part is limited by its properties which
CNC Applications Speed and Feed Calculations
 CNC Applications Speed and Feed Calculations Photo courtesy ISCAR Metals. Turning Center Cutters What types of cutters are used on CNC turning Centers? Carbide (and other hard materials) insert turning
CNC Applications Speed and Feed Calculations Photo courtesy ISCAR Metals. Turning Center Cutters What types of cutters are used on CNC turning Centers? Carbide (and other hard materials) insert turning
Vrtné trubky Drill Pipe
 Vrtné trubky Drill Pipe VRTNÉ ROURY - zušlechtěné závity - vysoká kvalita těla roury - svařeno třením - vysoká přímost vrtných tyčí - závity dle STN, API, DIN a GOST - délky dle přání zákazníka Průměr
Vrtné trubky Drill Pipe VRTNÉ ROURY - zušlechtěné závity - vysoká kvalita těla roury - svařeno třením - vysoká přímost vrtných tyčí - závity dle STN, API, DIN a GOST - délky dle přání zákazníka Průměr
Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied
 Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied Stress and strain fracture or engineering point of view: allows to predict the
Mechanical Properties of Metals Mechanical Properties refers to the behavior of material when external forces are applied Stress and strain fracture or engineering point of view: allows to predict the
ECONOMIC COMMISSION OF EUROPE (ECE) BRANDING
 BRANDING") Much like the U.S. Department of Transportation, The Economic Commission of Europe, or ECE, regulates the manufacturing of vehicle components. To receive ECE branded approval, tires must meet set standards
Much like the U.S. Department of Transportation, The Economic Commission of Europe, or ECE, regulates the manufacturing of vehicle components. To receive ECE branded approval, tires must meet set standards
DSM http://www.dsmmfg.com 1 (800) 886-6376
 886-6376") DESIGN GUIDE FOR BENT SHEET METAL This guide discusses how the bends are made, what thicknesses of sheet metal are commonly used, recommended bend radius to use when modeling the part, some practical limits
DESIGN GUIDE FOR BENT SHEET METAL This guide discusses how the bends are made, what thicknesses of sheet metal are commonly used, recommended bend radius to use when modeling the part, some practical limits
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION. Generated: Sergiy Papyshev Engineering. Approved: Don Prysi Manufacturing. Approved: Merzuk Ramic Quality
 IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
IHSS-N1 WELDED HONEYCOMB CORE SPECIFICATION Generated: Sergiy Papyshev Engineering Approved: Don Prysi Manufacturing Approved: Merzuk Ramic Quality Approved: Steven Barnett Administrative DATE DATE DATE
In the previous presentation, we discussed how x-rays were discovered and how they are generated at the atomic level. Today we will begin the
 In the previous presentation, we discussed how x-rays were discovered and how they are generated at the atomic level. Today we will begin the discussion on the major components of the x-ray machine. Today
In the previous presentation, we discussed how x-rays were discovered and how they are generated at the atomic level. Today we will begin the discussion on the major components of the x-ray machine. Today
AISI O1 Cold work tool steel
 T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI O1 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME 2 ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS
 ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
ENGINEERING COMPONENTS EDEXCEL NATIONAL CERTIFICATE/DIPLOMA MECHANICAL PRINCIPLES OUTCOME ENGINEERING COMPONENTS TUTORIAL 1 STRUCTURAL MEMBERS Structural members: struts and ties; direct stress and strain,
ETP 45 (EXTERNAL TECHNICAL PAPER NUMBER 45)
") TAPPEX THREAD INSERTS LIMITED Masons Road Stratford-upon-Avon Warwickshire CV37 9NT Telephone: +44(0) 1789 206600 Fax: +44(0) 1789 414194 Email: sales@tappex.co.uk ETP 45 (EXTERNAL TECHNICAL PAPER NUMBER
TAPPEX THREAD INSERTS LIMITED Masons Road Stratford-upon-Avon Warwickshire CV37 9NT Telephone: +44(0) 1789 206600 Fax: +44(0) 1789 414194 Email: sales@tappex.co.uk ETP 45 (EXTERNAL TECHNICAL PAPER NUMBER
SOLID MECHANICS DYNAMICS TUTORIAL PULLEY DRIVE SYSTEMS. This work covers elements of the syllabus for the Edexcel module HNC/D Mechanical Principles.
 SOLID MECHANICS DYNAMICS TUTORIAL PULLEY DRIVE SYSTEMS This work covers elements of the syllabus for the Edexcel module HNC/D Mechanical Principles. On completion of this tutorial you should be able to
SOLID MECHANICS DYNAMICS TUTORIAL PULLEY DRIVE SYSTEMS This work covers elements of the syllabus for the Edexcel module HNC/D Mechanical Principles. On completion of this tutorial you should be able to
CHAPTER 7 DISLOCATIONS AND STRENGTHENING MECHANISMS PROBLEM SOLUTIONS
 7-1 CHAPTER 7 DISLOCATIONS AND STRENGTHENING MECHANISMS PROBLEM SOLUTIONS Basic Concepts of Dislocations Characteristics of Dislocations 7.1 The dislocation density is just the total dislocation length
7-1 CHAPTER 7 DISLOCATIONS AND STRENGTHENING MECHANISMS PROBLEM SOLUTIONS Basic Concepts of Dislocations Characteristics of Dislocations 7.1 The dislocation density is just the total dislocation length
TIE ROD END DESIGN TUTORIAL
 TIE ROD END DESIGN TUTORIAL THE FOLLOWING IS A SIMPLIFIED STEP-BY-STEP GUIDE INTENDED TO ILLUSTRATE THE DECISIONS AND COMPROMISES INVOLVED IN DESIGNING A TIE ROD END. THE PROCESS FOR DESIGNING ANY BALL
TIE ROD END DESIGN TUTORIAL THE FOLLOWING IS A SIMPLIFIED STEP-BY-STEP GUIDE INTENDED TO ILLUSTRATE THE DECISIONS AND COMPROMISES INVOLVED IN DESIGNING A TIE ROD END. THE PROCESS FOR DESIGNING ANY BALL
Valve Steel. Valve Steel
 Valve Steel Valve Steel BÖHLER-UDDEHOLM Precision Strip AB is one of the world s leading manufacturers of high quality strip steel. More than a century s experience of cold rolling has given us a unique
Valve Steel Valve Steel BÖHLER-UDDEHOLM Precision Strip AB is one of the world s leading manufacturers of high quality strip steel. More than a century s experience of cold rolling has given us a unique
Journal bearings/sliding bearings
 Journal bearings/sliding bearings Operating conditions: Advantages: - Vibration damping, impact damping, noise damping - not sensitive for vibrations, low operating noise level - dust tight (if lubricated
Journal bearings/sliding bearings Operating conditions: Advantages: - Vibration damping, impact damping, noise damping - not sensitive for vibrations, low operating noise level - dust tight (if lubricated
HJK CONSULTING ENGINEERS. Project Management Technology Operating Consulting Excellence
 HJK CONSULTING ENGINEERS Project Management Technology Operating Consulting Excellence COLD ROLLING MILL EQUIPMENT HJK Consulting Engineers is supporting its client in sales of the following southern Europe
HJK CONSULTING ENGINEERS Project Management Technology Operating Consulting Excellence COLD ROLLING MILL EQUIPMENT HJK Consulting Engineers is supporting its client in sales of the following southern Europe
Screw Thread Design. Rev. 3-4-09
 Screw Thread Design Screw Thread Fundamentals A screw thread is defined as a ridge of uniform section in the form of a helix on either the external or internal surface of a cylinder. Internal threads refer
Screw Thread Design Screw Thread Fundamentals A screw thread is defined as a ridge of uniform section in the form of a helix on either the external or internal surface of a cylinder. Internal threads refer
Milling. COPYRIGHT 2008, Seco Tools AB 1/111
 Milling 1/111 2/111 Milling A simple choice! Experts required? No Just follow some basic rules. 3/111 Face milling 4/111 Square shoulder milling 5/111 Disc milling 6/111 Copy milling 7/111 Plunge milling
Milling 1/111 2/111 Milling A simple choice! Experts required? No Just follow some basic rules. 3/111 Face milling 4/111 Square shoulder milling 5/111 Disc milling 6/111 Copy milling 7/111 Plunge milling
Making Clock Wheel & Pinion Cutters
 Making Clock Wheel & Pinion Cutters When making hand made clocks or in repair work an odd size cutter is sometimes needed. Sometimes just one pinion is required and does not justify the cost of a commercial
Making Clock Wheel & Pinion Cutters When making hand made clocks or in repair work an odd size cutter is sometimes needed. Sometimes just one pinion is required and does not justify the cost of a commercial
ROUNDO 3-Roll Plate Bending Machines Type PS
 ROUNDO 3-Roll Plate Bending Machines Type PS Universal Machine used for all Plate Bending Double Pinch Design 1. Align the plate using the alignment grooves in the lower rolls or against the rear roll.
ROUNDO 3-Roll Plate Bending Machines Type PS Universal Machine used for all Plate Bending Double Pinch Design 1. Align the plate using the alignment grooves in the lower rolls or against the rear roll.
UGVCL/SP/591/11KV HT AB CABLE
 TECHNICAL SPECIFICATION FOR 11KV AERIAL BUNCHED CABLES FOR OVERHEAD LINES (CROSSED LINKED POLYTHENE DRY GAS CURED) 1. SCOPE This specification covers requirements of XLPE insulated, 11 KV Aerial Bunched
TECHNICAL SPECIFICATION FOR 11KV AERIAL BUNCHED CABLES FOR OVERHEAD LINES (CROSSED LINKED POLYTHENE DRY GAS CURED) 1. SCOPE This specification covers requirements of XLPE insulated, 11 KV Aerial Bunched
GK Packing System Welding Instructions
 GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL info@de.roxtec.com, www.roxtec.de Welding instructions
GK Packing System Welding Instructions Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg GERMANY Tel +49 (040) 657398-0, Fax +49 (040) 657398-50 EMAIL info@de.roxtec.com, www.roxtec.de Welding instructions
Wear-resistant steels. Technical terms of delivery for heavy plates. voestalpine Grobblech GmbH www.voestalpine.com/grobblech
 Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Description of mechanical properties
 ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
ArcelorMittal Europe Flat Products Description of mechanical properties Introduction Mechanical properties are governed by the basic concepts of elasticity, plasticity and toughness. Elasticity is the
9. Direct screwing into plastics and metal
 9. Direct screwing into plastics and metal 9.1 Direct screwing into plastics The use of plastics is gaining in importance through new application possibilities. Optimised thread pitch Advantages here are
9. Direct screwing into plastics and metal 9.1 Direct screwing into plastics The use of plastics is gaining in importance through new application possibilities. Optimised thread pitch Advantages here are
TechCut 4 Precision Low Speed Saw
 Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
Product Brochure TechCut 4 Precision Low Speed Saw 3" - 6" Blade Range Digital Speed Display 1-Micron Sample Indexing Spring-Loaded Dressing Stick Attachment All Aluminum & Stainless Steel Construction
Roller Chain Coupling
 Roller Chain Coupling Features 1. Simple structure A roller chain coupling consists of one duplex roller chain and two sprockets for a simplex chain. Handling is very simple as both the shafts (driving
Roller Chain Coupling Features 1. Simple structure A roller chain coupling consists of one duplex roller chain and two sprockets for a simplex chain. Handling is very simple as both the shafts (driving
DELTA PT. Calculable Extra Performance
 DELTA PT Calculable Extra Performance DELTA PT The Screw for Thermoplastics Optimal material flow Superior vibration resistance High torsional strength and tensile strength Calculable performance The Fastener
DELTA PT Calculable Extra Performance DELTA PT The Screw for Thermoplastics Optimal material flow Superior vibration resistance High torsional strength and tensile strength Calculable performance The Fastener
Fric-3. force F k and the equation (4.2) may be used. The sense of F k is opposite
 may be used. The sense of F k is opposite") 4. FRICTION 4.1 Laws of friction. We know from experience that when two bodies tend to slide on each other a resisting force appears at their surface of contact which opposes their relative motion. The
4. FRICTION 4.1 Laws of friction. We know from experience that when two bodies tend to slide on each other a resisting force appears at their surface of contact which opposes their relative motion. The
8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles
 8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles A. Schubert 1, O. Harpaz 2, B. Books 2, U. Eckert 1, R. Wertheim 1 1 Fraunhofer IWU, Reichenhainer Str. 88,
8.1 HPC for improved efficiency on standard machine tools by using new fluid-driven spindles A. Schubert 1, O. Harpaz 2, B. Books 2, U. Eckert 1, R. Wertheim 1 1 Fraunhofer IWU, Reichenhainer Str. 88,
Think precision, Think HSS REAMING
 Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING
 METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
METU DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING Met E 206 MATERIALS LABORATORY EXPERIMENT 1 Prof. Dr. Rıza GÜRBÜZ Res. Assist. Gül ÇEVİK (Room: B-306) INTRODUCTION TENSION TEST Mechanical testing
Structural Integrity Analysis
 Structural Integrity Analysis 1. STRESS CONCENTRATION Igor Kokcharov 1.1 STRESSES AND CONCENTRATORS 1.1.1 Stress An applied external force F causes inner forces in the carrying structure. Inner forces
Structural Integrity Analysis 1. STRESS CONCENTRATION Igor Kokcharov 1.1 STRESSES AND CONCENTRATORS 1.1.1 Stress An applied external force F causes inner forces in the carrying structure. Inner forces
Profiles in stock Standard catalogue. Discover the possibilities with aluminium profiles from Sapa
 Profiles in stock Standard catalogue Discover the possibilities with aluminium from Sapa You can create your own profile or you can choose from a wide selection of standard. Delivery: 1 2 weeks for standard
Profiles in stock Standard catalogue Discover the possibilities with aluminium from Sapa You can create your own profile or you can choose from a wide selection of standard. Delivery: 1 2 weeks for standard
WERKZEUGMASCHINEN BENDING TOOLS
 WRKZUGMASCHINN BNDING TOOLS Press Brakes HT Werkzeugmaschinen GmbH mmendinger Str. 21 D-79331 Teningen Germany Tel. + 49 (0) 76 41 46 09-0 Fax + 49 (0) 76 41 46 09-290 email: info@eht.de Internet: www.eht.de
WRKZUGMASCHINN BNDING TOOLS Press Brakes HT Werkzeugmaschinen GmbH mmendinger Str. 21 D-79331 Teningen Germany Tel. + 49 (0) 76 41 46 09-0 Fax + 49 (0) 76 41 46 09-290 email: info@eht.de Internet: www.eht.de
CHAPTER 29 VOLUMES AND SURFACE AREAS OF COMMON SOLIDS
 CHAPTER 9 VOLUMES AND SURFACE AREAS OF COMMON EXERCISE 14 Page 9 SOLIDS 1. Change a volume of 1 00 000 cm to cubic metres. 1m = 10 cm or 1cm = 10 6m 6 Hence, 1 00 000 cm = 1 00 000 10 6m = 1. m. Change
CHAPTER 9 VOLUMES AND SURFACE AREAS OF COMMON EXERCISE 14 Page 9 SOLIDS 1. Change a volume of 1 00 000 cm to cubic metres. 1m = 10 cm or 1cm = 10 6m 6 Hence, 1 00 000 cm = 1 00 000 10 6m = 1. m. Change
SHEET METAL DESIGN HANDBOOK
 SHEET METAL DESIGN HANDBOOK Forming Basics. 2 Critical Dimensions Embosses and Offsets Bend Radius Bend Relief Forming Near Holes Form height to thickness ratio Edge Distortion Laser cutting 5 Tolerances
SHEET METAL DESIGN HANDBOOK Forming Basics. 2 Critical Dimensions Embosses and Offsets Bend Radius Bend Relief Forming Near Holes Form height to thickness ratio Edge Distortion Laser cutting 5 Tolerances
THRUST NEEDLE ROLLER AND CAGE ASSEMBLIES Assembly Dimensions, Load Ratings, Thrust Washer and Piloting Dimensions... 480-487
 Thrust Bearings Page Nomenclature............................................ 474 Introduction............................................. 476 Identification.............................................
Thrust Bearings Page Nomenclature............................................ 474 Introduction............................................. 476 Identification.............................................
SHOT BLAST TECHNOLOGY
 SHOT BLAST TECHNOLOGY THM continuous belt machines THE THM CONTINUOUS SHOT BLAST MACHINE... of all kinds of parts of different shapes and sizes. THE INNOVATIVE PARTS TRANSPORT SYSTEM Lift/tip device CONTINUOUS
SHOT BLAST TECHNOLOGY THM continuous belt machines THE THM CONTINUOUS SHOT BLAST MACHINE... of all kinds of parts of different shapes and sizes. THE INNOVATIVE PARTS TRANSPORT SYSTEM Lift/tip device CONTINUOUS
Camber, The unkind Curve
 Camber, The unkind Curve Understand how Camber can be handled in a typical Tube Mill: By W.B. Bud Graham, Contributing Writer Ok, were going to talk about curves. Not the one seen in a ball game but the
Camber, The unkind Curve Understand how Camber can be handled in a typical Tube Mill: By W.B. Bud Graham, Contributing Writer Ok, were going to talk about curves. Not the one seen in a ball game but the
JIS G3445 Carbon steel tubes for machine structural purposes
 JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
JIS G3445 arbon steel tubes for machine structural purposes 1. Scope This Japanese Industrial Standard specifies the carbon steel tubes, hereinafter referred to as the "tubes", used for machinery, automobiles,
HOW TO MAKE A MOTOR BRACKET
 HOW TO MAKE A MOUNTING BRACKET FOR AN ELECTRIC MOTOR Often, brackets supplied with purchased items (e.g. electric motors or servos) are not ideally suited for fitting into our models or they are not supplied
HOW TO MAKE A MOUNTING BRACKET FOR AN ELECTRIC MOTOR Often, brackets supplied with purchased items (e.g. electric motors or servos) are not ideally suited for fitting into our models or they are not supplied
New in the PFERD Product Line 204
 COMBICLICK Fibre Discs COMBICLICK fibre discs Silicon carbide SiC D The silicon carbide SiC type is suitable for working on aluminium, copper, bronze, titanium, high-alloy steels and fibre reinforced plastics.
COMBICLICK Fibre Discs COMBICLICK fibre discs Silicon carbide SiC D The silicon carbide SiC type is suitable for working on aluminium, copper, bronze, titanium, high-alloy steels and fibre reinforced plastics.
Sheet Metal Stamping Dies & Processes
 Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
Training Objectives After watching the program and reviewing this printed material, the viewer will gain knowledge and understanding of the stamping process and the die systems used to form sheet metal.
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes
 JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
JIS G3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes 1. Scope This Japanese Industrial Standard specifies the electric resistance welded carbon steel tubes, hereinafter
Contents. ELATECH Polyurethane belts 2. ELATECH M and V 3. ELA-flex SD Polyurethane belts 95. Polyurethane belts for conveying applications 125
 ELATECH Polyurethane belts 2 Introduction to ELATECH polyurethane belts 2 Page Contents ELATECH M and V 3 Introduction 4 Tension cords 4 Products certifications 4 Mechanical and chemical properties 4 Executions
ELATECH Polyurethane belts 2 Introduction to ELATECH polyurethane belts 2 Page Contents ELATECH M and V 3 Introduction 4 Tension cords 4 Products certifications 4 Mechanical and chemical properties 4 Executions
AUSTENITIC STAINLESS DAMASCENE STEEL
 AUSTENITIC STAINLESS DAMASCENE STEEL Damasteel s austenitic stainless Damascene Steel is a mix between types 304L and 316L stainless steels which are variations of the 18 percent chromium 8 percent nickel
AUSTENITIC STAINLESS DAMASCENE STEEL Damasteel s austenitic stainless Damascene Steel is a mix between types 304L and 316L stainless steels which are variations of the 18 percent chromium 8 percent nickel
Section 4: NiResist Iron
 Section 4: NiResist Iron Section 4 Ni-Resist Description of Grades...4-2 201 (Type 1) Ni-Resist...4-3 202 (Type 2) Ni-Resist...4-6 Stock Listings...4-8 4-1 Ni-Resist Description of Grades Ni-Resist Dura-Bar
Section 4: NiResist Iron Section 4 Ni-Resist Description of Grades...4-2 201 (Type 1) Ni-Resist...4-3 202 (Type 2) Ni-Resist...4-6 Stock Listings...4-8 4-1 Ni-Resist Description of Grades Ni-Resist Dura-Bar
Practice Problems on Boundary Layers. Answer(s): D = 107 N D = 152 N. C. Wassgren, Purdue University Page 1 of 17 Last Updated: 2010 Nov 22
: D = 107 N D = 152 N. C. Wassgren, Purdue University Page 1 of 17 Last Updated: 2010 Nov 22") BL_01 A thin flat plate 55 by 110 cm is immersed in a 6 m/s stream of SAE 10 oil at 20 C. Compute the total skin friction drag if the stream is parallel to (a) the long side and (b) the short side. D =
BL_01 A thin flat plate 55 by 110 cm is immersed in a 6 m/s stream of SAE 10 oil at 20 C. Compute the total skin friction drag if the stream is parallel to (a) the long side and (b) the short side. D =
Roller bearing life. The Reaction of AISI 52100 Bearing Steel to Heat
 Roller bearing life in high temperatures A common question maintenance personnel ask bearing companies when their equipment temperature is high or rises is, What is the maximum temperature that your rolling
Roller bearing life in high temperatures A common question maintenance personnel ask bearing companies when their equipment temperature is high or rises is, What is the maximum temperature that your rolling
TRIMMING UNIT/DIAMOND MACHINE TST.13
 TRIMMING UNIT/DIAMOND MACHINE TST.13 REFERENCE BOOK rel. 02.15 TRIMMING UNIT/DIAMOND MACHINE TST.13 REL. 02.15 ENGLISH LANGUAGE 1 MACHINE DESCRIPTION TST.13 was designed and built for processing methacrylate.
TRIMMING UNIT/DIAMOND MACHINE TST.13 REFERENCE BOOK rel. 02.15 TRIMMING UNIT/DIAMOND MACHINE TST.13 REL. 02.15 ENGLISH LANGUAGE 1 MACHINE DESCRIPTION TST.13 was designed and built for processing methacrylate.
DIE SETS - MACHINED PLATES ACCORDING TO DRAWING CONTENTS
 DIE SETS MACHINED PLATES ACCORDING TO DRAWING CONTENTS Page MACHINE CAPACITIES 2.02 SPECIAL DIE SETS 2.032.07 MDL GEOMETRIC STANDARDS 2.08 DIMENSIONING INSTRUCTIONS FOR SPECIAL 2.09 RECTANGULAR DIE SETS
DIE SETS MACHINED PLATES ACCORDING TO DRAWING CONTENTS Page MACHINE CAPACITIES 2.02 SPECIAL DIE SETS 2.032.07 MDL GEOMETRIC STANDARDS 2.08 DIMENSIONING INSTRUCTIONS FOR SPECIAL 2.09 RECTANGULAR DIE SETS
Unit 6: EXTRUSION. Difficult to form metals like stainless steels, nickel based alloys and high temperature metals can also be extruded.
 1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
1 Unit 6: EXTRUSION Introduction: Extrusion is a metal working process in which cross section of metal is reduced by forcing the metal through a die orifice under high pressure. It is used to produce cylindrical
North American Stainless Long Products
 North American Stainless Long Products 1 North American Stainless North American Stainless is part of the most competitive stainless steel manufacturing group in the world, Acerinox, S.A. The development
North American Stainless Long Products 1 North American Stainless North American Stainless is part of the most competitive stainless steel manufacturing group in the world, Acerinox, S.A. The development
12.2 Compact Type, MSB Series
 12.2 Compact Type, MSB Series A. Construction Upper Retainer Carriage End Cap End Seal Rail Grease Nipple Ball Lower Retainer 45 Bottom Seal 45 B. Characteristics The trains of balls are designed to a
12.2 Compact Type, MSB Series A. Construction Upper Retainer Carriage End Cap End Seal Rail Grease Nipple Ball Lower Retainer 45 Bottom Seal 45 B. Characteristics The trains of balls are designed to a
Milling Chuck Features
 Milling Chuck Features Since its first introduction into the industry in 1963, Nikken has sold over 2,000,000 worldwide and never stopped improving its original design. Featuring multi-roller bearings
Milling Chuck Features Since its first introduction into the industry in 1963, Nikken has sold over 2,000,000 worldwide and never stopped improving its original design. Featuring multi-roller bearings
Simmerring BA.../SL to DIN 3760 A/AS
 Simmerring BA.../SL to DIN 3760 A/AS Simmerring BA.../SL to DIN 3760 A/AS Simmerring BAUX2, BAUSLX2, BAFUDX7, BAFUDSLX7, BA, BASL, BAU, BAUSL Product advantages Broad range of applications in every sector
Simmerring BA.../SL to DIN 3760 A/AS Simmerring BA.../SL to DIN 3760 A/AS Simmerring BAUX2, BAUSLX2, BAFUDX7, BAFUDSLX7, BA, BASL, BAU, BAUSL Product advantages Broad range of applications in every sector
Home"" """"> ar.cn.de.en.es.fr.id.it.ph.po.ru.sw
 Home"" """"> ar.cn.de.en.es.fr.id.it.ph.po.ru.sw Milling of Grooves, Elongated Slots and Break-throughs - Course: Techniques for machining of material. Trainees' handbook of lessons (Institut fr Berufliche
Home"" """"> ar.cn.de.en.es.fr.id.it.ph.po.ru.sw Milling of Grooves, Elongated Slots and Break-throughs - Course: Techniques for machining of material. Trainees' handbook of lessons (Institut fr Berufliche
ARMSTRONG MOLD GRAPHITE DIE CASTING DIVISION
 ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
ARMSTRONG MOLD CORPORATION GRAPHITE DIE CASTING DIVISION Getting Started The Evolution of GDC The GDC technology was developed as a hybrid of traditional permanent mold, graphite mold and the die casting
DESIGN OF ADAPTIVE MULTI TOOL ARBOR ATTACHMENT
 INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6340 (Print) ISSN 0976 6359
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6340 (Print) ISSN 0976 6359
CNC 8055 / CNC 8055i SELF-TEACHING MANUAL ( TC OPTION) (REF 0607) (Ref 0607)
 (REF 0607) (Ref 0607)") CNC 8055 / CNC 8055i (REF 0607) SELF-TEACHING MANUAL ( TC OPTION) (Ref 0607) All rights reserved. No part of this documentation may be copied, transcribed, stored in a data backup system or translated
CNC 8055 / CNC 8055i (REF 0607) SELF-TEACHING MANUAL ( TC OPTION) (Ref 0607) All rights reserved. No part of this documentation may be copied, transcribed, stored in a data backup system or translated
Problem Set 1. Ans: a = 1.74 m/s 2, t = 4.80 s
 Problem Set 1 1.1 A bicyclist starts from rest and after traveling along a straight path a distance of 20 m reaches a speed of 30 km/h. Determine her constant acceleration. How long does it take her to
Problem Set 1 1.1 A bicyclist starts from rest and after traveling along a straight path a distance of 20 m reaches a speed of 30 km/h. Determine her constant acceleration. How long does it take her to
CHAPTER 6 WEAR TESTING MEASUREMENT
 84 CHAPTER 6 WEAR TESTING MEASUREMENT Wear is a process of removal of material from one or both of two solid surfaces in solid state contact. As the wear is a surface removal phenomenon and occurs mostly
84 CHAPTER 6 WEAR TESTING MEASUREMENT Wear is a process of removal of material from one or both of two solid surfaces in solid state contact. As the wear is a surface removal phenomenon and occurs mostly